Изобретение относится к фланцевым соединениям судовых валопроводов с коническими болтами и может быть использовано в судостроении и судоремонте, а также в других отраслях народного хозяйства в устройствах. Передающих крутящий момент с помощью фланцевых соединений с коническими болтами.
Известно фланцевое соединение судового валопровода, содержащее конические болты, установленные в отверстиях фланцев. В таком соединении болты слабо стягивают фланцы валов, на сопрягаемых торцовых поверхностях фланцев не обеспечиваются необходимые усилия, степень передачи крутящего момента трением между фланцами мала (значительная часть осевого, усилия от затяжки болтов идет на деформацию сопрягаемых по коническим поверхностям деталей в направлении, не обеспечивающем плотность обжима, - перпендикулярном коническим поверхностям) „
Болты в таких соединениях подвержены сложным напряжением: растяжения от затяжки, среза и смятия от передаваемого крутящего момента. Торцы фланцев и болты в эксплуатации (в. свзи с недостаточным обжимом) имеют миросмещения, что приводит к фреттинг- износу сопрягаемых поверхностей и другим повреждениям этих деталей; в целом снижается надежность соединения и валопровода.
Целью изобретения является повышение надежности фланцевого соединения судового валопровода путем увеличени усилия,обжима торцов фланцев. Поставленная цель достигается тем что во фланцевом соединении судового валопровода, содержащем конически болты, установленные в отверстиях фланцев, каждый из болтов со стороны меньшего основания конуса выполнен с обнижением, зазор между обни- женной частью болта и фланцем заполнен полимерным материалом, а длина участков непосредственного контактирования болта и фланца составляет 0,9-0,4 толщины фланца.
Вьтолнение контактирующих конических поверхностей со стороны большого основания конуса на длине, меньшей толщины фланца (стык фланцев не перекрывается этой частью болта), дает возможность увеличить усилие обжима
торцов фланцев за счет того, что при обжиме такого болта (закрепленного в одном фланце) осевое усилие от затяжки гайкой полностью передается на торцы сопрягаемых фланцев (как при обжиме цилиндрических болтов с головками) , без потерь на деформацию контактирующих конических поверхностей болта и фланца. Длина участка непосредственно контактирования болта и фланца ограничена величиной допустимых напряжений сжатия на этих поверхностях (обычно 0,6-0,7 предела
текучести материала) и равна 0,9- 0,4 толщины фланца.
Выполнение зазора на остальной части болта, заполненного (после обжима фланцев) полимерным материалом, обеспечивает плотное соединение болта с фланцами (по отвердевшему слою полимерного материала) и передачу при необходимости (когда передача всего крутящего момента только за счет сил
трения на торцах фланцев не обеспечивается) части крутящего момента бол- -тами, работающими на смятие и срез.
Такая конструкция обеспечивает увеличение усилия обжима торцов фланцев, степень передачи крутящего момента трением между фланцами и надежность соединения в целом; упрощается также изготовление деталей и монтаж судового валопровода.
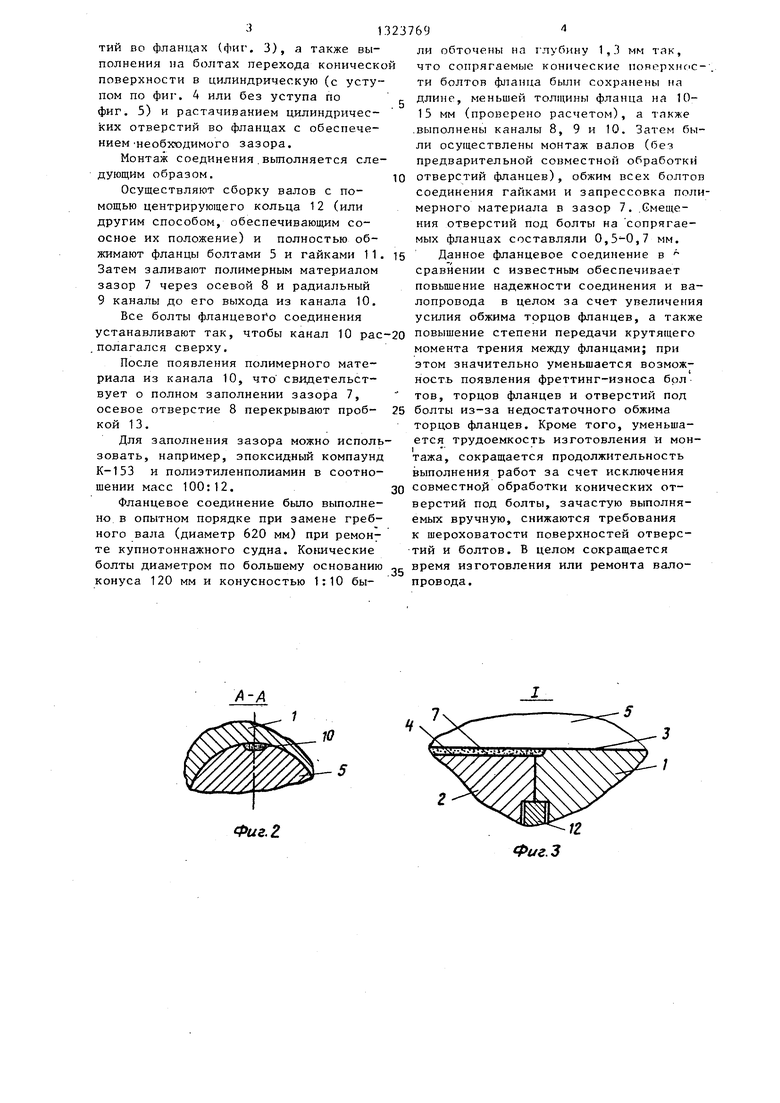
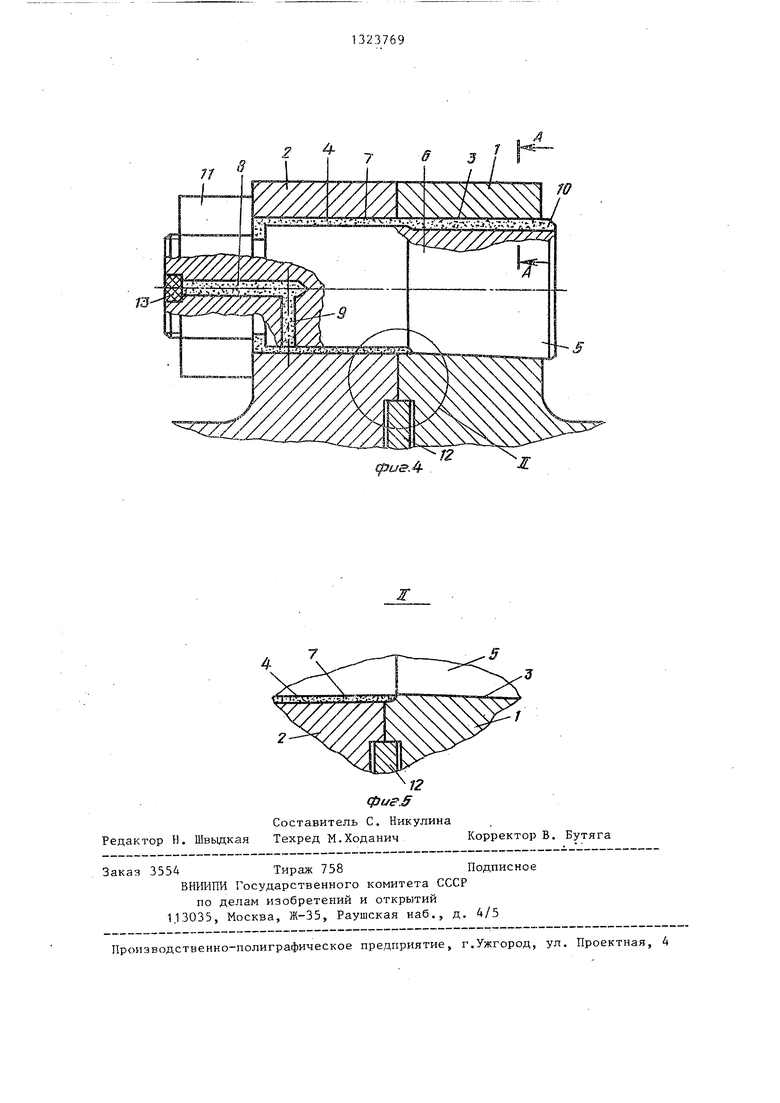
На фиг. 1 изображено фланцевое соединение валопровода, общий вид; на фиг. 2 сечение А-А на фиг. 1 и 4; на фиг. 3 - узел I на фиг. 1 (вариант выполнения соединения); на фиг. 4 - соединение, общий вид (вариант выполнения соединения на фиг. 5 - узел II на фиг. 4 (вариант выполнения соединения).
Соединение.включает фланцы 1 и 2 с отверстиями 3, 4 под болты 5,имеющие контактирующую с фланцем 1 коническую поверхность 6, расположенную со стороны больизого основания конуса, а на остальной части - зазор 7, заполненный полимерным материалом, подводящий осевой 8 и радиальный 9 каналы, отводящий канал 10,гайку 11, центрирующее к ольцо 12, резиновую пробку 13.
Зазор 7 во фланцевом соединении с коническими болтами может быть осуществлен за счет обнижения конуса болта на части его дины (фиг. 1) либо растачиванием на этой длине отверс
полнения па болтах перехода коническо поверхности в цилиндрическую (с уступом по фиг. 4 или без уступа по фиг. 5) и растачиванием цилиндрических отверстий во фланцах с обеспечением необходимого зазора.
Монтаж соединения.выполняется следующим образом.
Осуществляют сборку валов с помощью центрирующего кольца 12 (или другим способом, обеспечивающим со- осное их положение) и полностью обжимают фланцы болтами 5 и гайками 11 Затем заливают полимерным материалом зазор 7 через осевой 8 и радиальный 9 каналы до его выхода из канала 10.
Все болты фланцевого соединения
устанавливают так, чтобы канал 10 рас-20 повышение степени передачи крутящего
полагался сверху.
После появления полимерного материала из канала 10, что свидетельствует о полном заполнении зазора 7,
осевое отверстие 8 перекрывают проб- 25 болты из-за недостаточного обжима кой 13.торцов фланцев. Кроме того, уменьшаДля заполнения зазора можно исполь- ется трудоемкость изготовления и монзовать, например, эпоксидный компаунд К-153 и полиэтиленполиамин в соотношении масс 100:12.
Фланцевое соединение было выполнено в опытном порядке при замене гребного вала (диаметр 620 мм) при ремонте купнотоннажного судна. Ко1шческие
болты диаметром по большему основанию - время изготовления или ремонта вало- конуса 120 мм и конусностью 1:10 бы- провода.
что сопрягаемые конические поверхности болтов фланца были сохранены tia длине, меньшей толщины фланца на 10- 15 мм (проверено расчетом), а также .выполнены каналы 8, 9 и 10. Затем были осуществлены монтаж валов (без предварительной совместной обработки
отверстий фланцев), обжим всех болтов соединения гайками и запрессовка полимерного материала в зазор 7. .Смещения отверстий под болты на сопрягаемых фланцах составляли 0,5-0,7 мм.
Данное фланцевое соединение в сравнении с известным обеспечивает повышение надежности соединения и ва- лопровода в целом за счет увеличения усилия обжима торцов фланцев, а также
момента трения между фланцами; при этом значительно уменьшается возможность появления фреттинг-износа бол тов, торцов фланцев и отверстий под
тажа, сокращается продолжительность выполнения работ за счет исключения 30 совместной обработки конических отверстий под болты, зачастую выполняемых вручную, снижаются требования к шероховатости поверхностей отверс- тий и болтов. В целом сокращается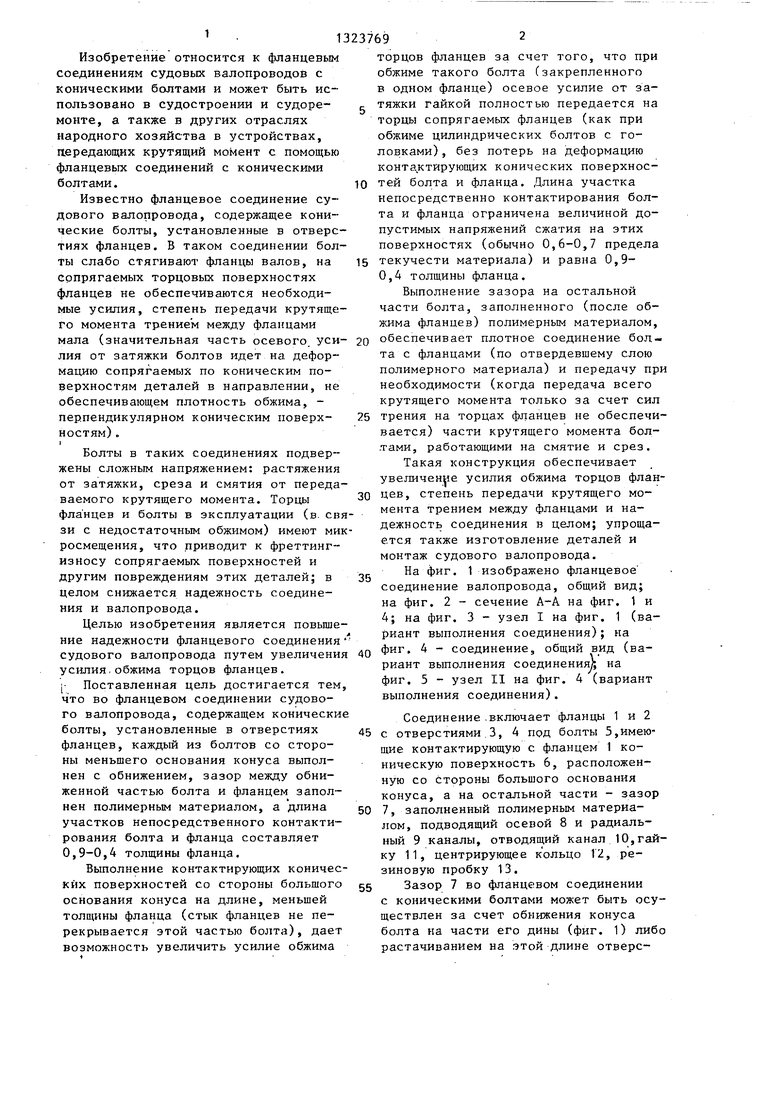
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| Способ монтажа фланцевого соединения | 1982 |
|
SU1032260A1 |
| СОЕДИНЕНИЕ | 1992 |
|
RU2090786C1 |
| Судовой валопровод | 1983 |
|
SU1279911A1 |
| УЗЕЛ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2000 |
|
RU2205322C2 |
| РАСТРУБНОЕ БЕЗРАСПОРНОЕ ОБЛЕГЧЕННОЕ СОЕДИНЕНИЕ | 1995 |
|
RU2087786C1 |
| Способ ремонта рулевого устройства судна | 1984 |
|
SU1296468A1 |
| РОТОР ТУРБОМАШИНЫ | 2008 |
|
RU2375588C1 |
| Упругая муфта | 1979 |
|
SU823691A1 |

А-А
Фиг. 2
Фиг.З
7/
ГО
(риеЛ
Составитель С. Никулина Редактор Н. Швьщкая Техред М.Ходанич Корректор В. Бутяга
Заказ 3554Тираж 758Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1,13035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
| Соединения фланцевые судовых валопроводов | |||
| Конструкция и размеры | |||
| Приспособление для указания расхода воды, пара или газа при насадках Вентури | 1929 |
|
SU19354A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
