10
Изобретение относится к машиностроению и может быть использовано при чистовой обработке зубчатых колес. I Цель изобретения - повышение точности зубчатых колес путем расположения режущих элементов на корпусе.
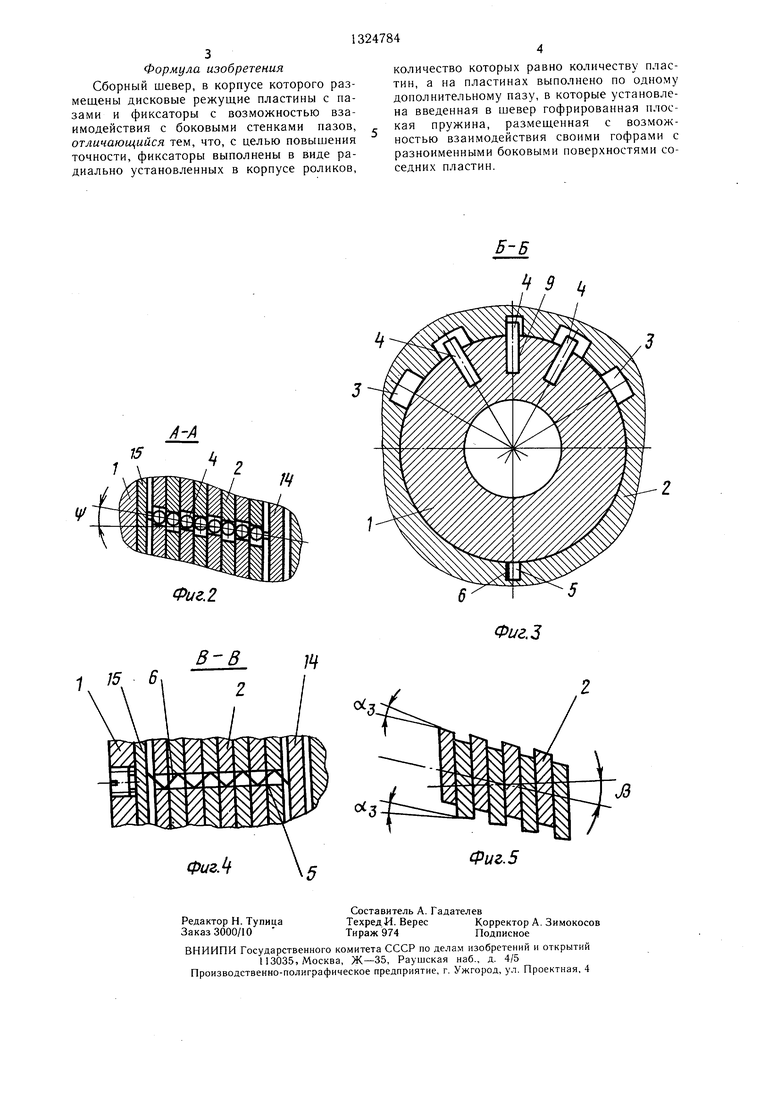
На фиг. 1 показан шевер, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - расположение режущих пластин при их заточке.
Сборный шевер содержит корпус 1, в котором размещены дисковые режущие пластины 2 с пазами 3 и фиксаторы 4 с возможностью взаимодействия их с боковыми сторонами пазов 3.
Фиксаторы 4 выполнены в виде ра- диально расположенных в корпусе 1 роликов, количество которых равно количеству пластин 2, а на пластинах 2 выполнены по одному дополнительному пазу 5, в которые введена гофрированная плоская 20 пружина 6 с возможностью взаимодействия своими гофрами с разноименными боковыми поверхностями соседних пластин 2.
Сборка щевера осуществляется следующим образом.
р - угол наклона зубьев щевера на делительной окружности в рабочем положении.
Другие ряды роликов ориентируют пластины в различных положениях заточки щевера. Углы -фз наклона пазов 9 в ступице под эти ряды роликов определяются по зависимости
Y, arctgI- tg(ioC5 ),
(2)
где d
15
диаметр поверхности ступицы, на которую устанавливаются режущие пластины; D - диаметр делительной окружности
щевера;
р - угол наклона зубьев щевера на делительной окружности в рабочем положении;
«3 - статический задний угол на режущих частях пластин щевера. Для многопроходного шевера одностороннего зацепления достаточно два винтовых паза в ступице и два ряда роликов, один из которых является рабочим. Угол наклона второго ряда роликов определяется по фор- меле (2) при выборе знака «+ или «-. Для
На корпусе 1 со смещением одна от- 25 заточки последовательно каждой стороны
зубьев однопроходного щевера двусторонненосительно другой установлены зубчатые режущие пластины 2. С помощью гайки 7 через щайбу 8 пластины 2 поджимаются к бурту корпуса 1. В корпусе 1 выполнены не менее двух винтовых пазов 9 с различными углами наклона -ф пазов к оси корпуса, в которые радиально рядами установлены ролики 4, количество которых в каждом пазу -9 равно числу пластин 2. Положение ряда роликов 4 вдоль каждого
го зацепления в расчете угла наклона рядов роликов используются оба знака (т. е., нужны два ряда роликов для заточки шевера).
30 Создание положительных статических задних углов резания и обеспечение при этом высокой точности сборного шевера достигается следующим образом. Предварительно изготовленные зубчатые режущие пластины 2 базирующим пазом устанавливинтового паза 9 задается винтами 10 и 11. ...
По выступающим из пазов 9 частям ро- 5 ваются на ряд роликов, соответствующий ликов 4 пластины 2 базируются посредст- положению заточки шевера. Гофрированная вом пазов 3, выполненных в пластинах 2. пружина 6 устанавливается в паз 5 и В паз 5 с натягом введена ленточная гоф- сжимается винтами 12 и 13 через кольца рированная пружина 6, взаимодействую- « Настроенные на угол заточки щая своими гофрами с разноименньши 40 пластины щевера с помощью гайки 7 через боковыми поверхностями паза 5 в сосед- 8 прижимаются к бурту корпуса 1. -После этого для получения многопроходного щевера затачиваются обе стороны зубьев, а для получения однопроходного шевера двустороннего зацепления - одна
них пластинах. Регулировка положения и натяга гофрированной пружины 6 осуществляется с помощью винтов 12 и 13 через кольца 14 и 15.
Один из рядов роликов 4 ориентирует 45 из сторон. Затем для многопроходного
пластины 2 в рабочем положении щевера, а угол i|) наклона паза 9 в корпусе 1 для данного ряда роликов 4 соответствует углу р наклона зубьев щевера в рабочем положении и находится с последним в зависимости:
шевера пластины в указанной последовательности переустанавливаются базирующим пазом на ряд роликов, соответствующий рабочему положению, а для однопроходного шевера - на ряд роликов, соот- 50 ветствующий положению заточки другой (незаточенной) стороны зубьев. После этого устанавливается пружина и пластины сжимаются. Многопроходный щевер готов к работе, а для получения однопроходного шевера производится заточка другой (незаточенной) стороны зубьев, после чего пластины 2 переустанавливаются в рабочее положение с последующей установкой гофрированной пружины 6 и сжатием пласТин 2.
H arctg(),
:i)
диаметр поверхности корпуса, на который устанавливают режущие пластины;
диаметр делительной окружности щевера;
р - угол наклона зубьев щевера на делительной окружности в рабочем положении.
Другие ряды роликов ориентируют пластины в различных положениях заточки щевера. Углы -фз наклона пазов 9 в ступице под эти ряды роликов определяются по зависимости
Y, arctgI- tg(ioC5 ),
(2)
0
0
где d
5
диаметр поверхности ступицы, на которую устанавливаются режущие пластины; D - диаметр делительной окружности
щевера;
р - угол наклона зубьев щевера на делительной окружности в рабочем положении;
«3 - статический задний угол на режущих частях пластин щевера. Для многопроходного шевера одностороннего зацепления достаточно два винтовых паза в ступице и два ряда роликов, один из которых является рабочим. Угол наклона второго ряда роликов определяется по фор- меле (2) при выборе знака «+ или «-. Для
го зацепления в расчете угла наклона рядов роликов используются оба знака (т. е., нужны два ряда роликов для заточки шевера).
30 Создание положительных статических задних углов резания и обеспечение при этом высокой точности сборного шевера достигается следующим образом. Предварительно изготовленные зубчатые режущие пластины 2 базирующим пазом устанавли ...
5 ваются на ряд роликов, соответствующий положению заточки шевера. Гофрированная пружина 6 устанавливается в паз 5 и сжимается винтами 12 и 13 через кольца « Настроенные на угол заточки 40 пластины щевера с помощью гайки 7 через 8 прижимаются к бурту корпуса 1. После этого для получения многопроходиз сторон. Затем для многопроходного
шевера пластины в указанной последоваельности переустанавливаются базирующим пазом на ряд роликов, соответствующий рабочему положению, а для однопроходного шевера - на ряд роликов, соот- ветствующий положению заточки другой (незаточенной) стороны зубьев. После этого устанавливается пружина и пластины сжимаются. Многопроходный щевер готов к работе, а для получения однопроходного шевера производится заточка другой (незаточенной) стороны зубьев, после чего пластины 2 переустанавливаются в рабочее положение с последующей установкой гофрированной пружины 6 и сжатием пласТин 2.
Формула изобретения Сборный шевер, в корпусе которого размещены дисковые режущие пластины с пазами и фиксаторы с возможностью взаимодействия с боковыми стенками пазов, отличающийся тем, что, с целью повыщения точности, фиксаторы выполнены в виде ра- диально установленных в корпусе роликов,
количество которых равно количеству пластин, а на пластинах выполнено по одному дополнительному пазу, в которые установлена введенная в щевер гофрированная плоская пружина, размещенная с возможностью взаимодействия своими гофрами с разноименными боковыми поверхностями соседних пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шевер | 1985 |
|
SU1324783A1 |
| Способ получения задних углов на режущих элементах составных шеверов | 1985 |
|
SU1342637A1 |
| Дисковый шевер | 1979 |
|
SU882711A1 |
| Дисковый шевер для диагонального шевингования бочкообразных зубчатых колес | 1985 |
|
SU1296330A1 |
| Шевер | 1988 |
|
SU1616795A2 |
| ШЕВЕР | 2003 |
|
RU2236330C1 |
| Сборный шевер | 1986 |
|
SU1397204A1 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| СБОРНЫЙ ШЕВЕР | 1971 |
|
SU307864A1 |
| Сборный шевер | 1978 |
|
SU856698A1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении зубчатых колес. Целью изобретения является повышение точности нарезаемых колес путем расположения режуш,их элементов на корпусе. Сборный шевер содержит корпус 1, в котором размещены дисковые режущие пластины 2 с пазами 3, и фиксаторы 4 с возможностью взаимодействия последних с боковыми сторонами пазов 3. Фиксаторы 4 выполнены в виде радиально расположенных в корпусе 1 роликов, количество которых равно количеству пластин 2, а на пластинах 2 выполнены по одному дополнительному пазу 5, в которые введена гофрированная плоская пружина 6 с возможностью взаимодействия своими гофрами с разноименными боковыми поверхностями соседних пластин 2. С помощью гайки 7 через шайбу 8 пластины прижимаются к бурту корпуса. Регулировка положения и натяга пружины 6 осуществляется винтами 12 и 13 через кольца 14 и 15. 5 ил. (Л со ю 4 00 4
/1-А
Щ
Фиг. 2
Фиг, 2
15 6
В В
Щ
ФигМ
Составитель А. Гадателев
ТехредИ. ВересКорректор А. Зимокосов
Тираж 974Подписное
ВНИИПИ Государствеиного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сборный шевер | 1978 |
|
SU856698A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
