00
со to
20
Изобретение относится к чистовой обработке зубчатых колес, в частности к шеверам сборной конструкции, и может использовано в автомобильной, тракторной, станкостроительной и других отраслях машиностроения.
Цель изобретения - повышение технологичности и точности конструкции.
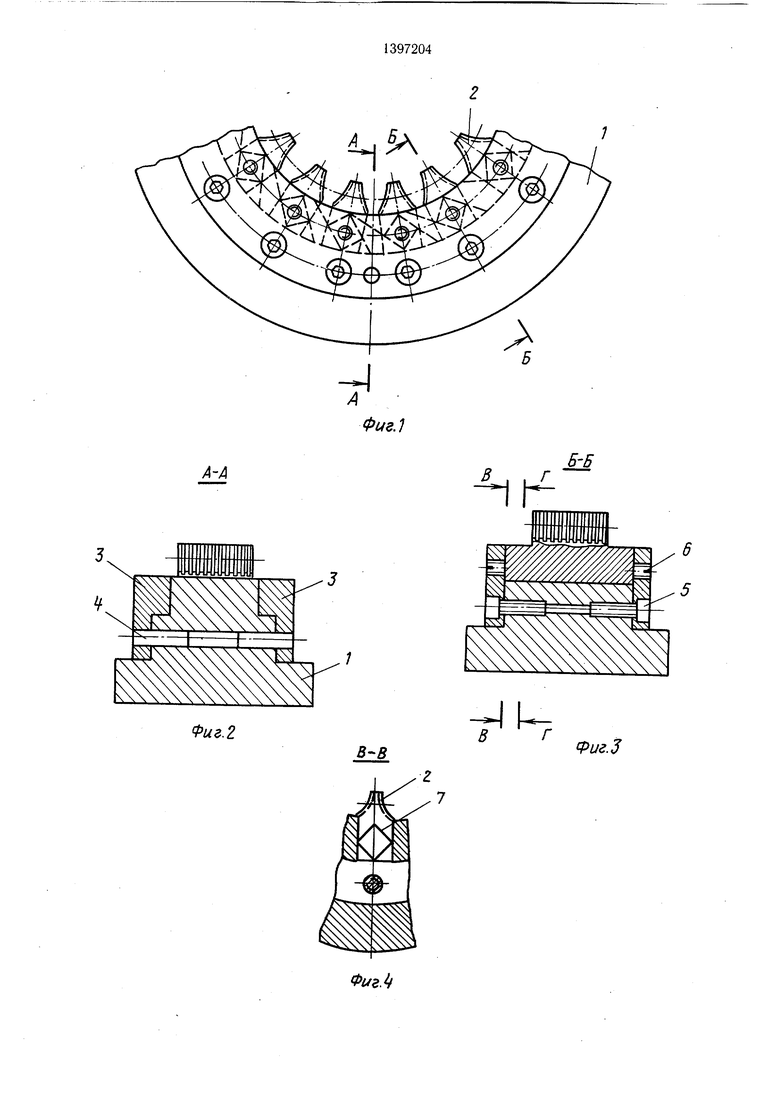
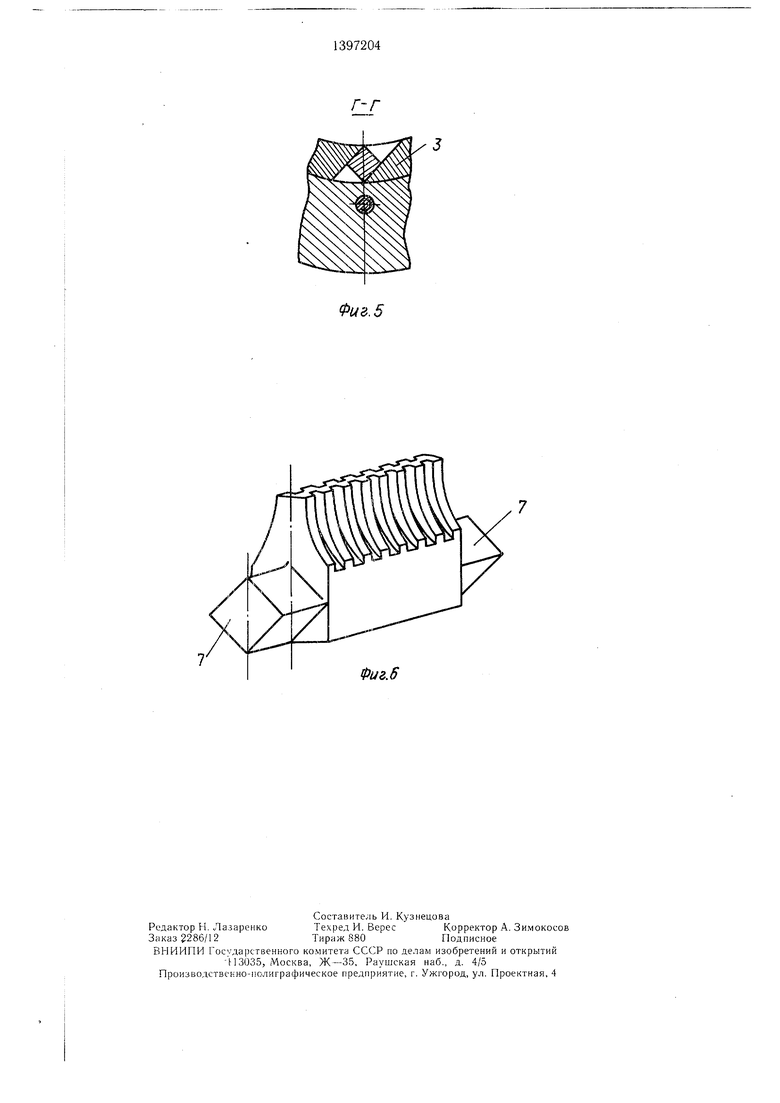
На фиг. 1 ноказан фрагмент общего вида шевера; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - режущий элемент, общин вид.
Сборный щевер состоит из корпуса i, фбжущих зубьев 2, фланцев 3, штифтов 4 и винтов 5 и 6.
На торцах режуплих зубьев 2 выполнены присоединительные квадраты 7, диагональ которых совпадает с осью симметрии режущих зубьев. В радиальных пазах корпуса 1 режущие зубья 2 размещены с возможностью их регулировки в продольном направлении с целью точной установки зубьев относительно друг друга.
Штифты 4 предназначены для фиксации i положения прижимных фланцев в корпусе 25 и относительно друг друга. Во фланцах 3 выполнены наклонные пазы, рабочие поверх- ; ности которых взаимодействуют С двумя поверхностями присоединительных квадратов режущих зубьев щеЕ.ера, причем на одной и другой сторонах зубьев щевера кон- такт рабочих поверхностей пазов осуществляется по двум противоположным поверхностям присоединительных квадратов.
Нри этом фланцы 3 взаимозаменяемы. Фланец 3 в корпусе 1 закрепляют зажимными винтами 5. Винтами 6 выполняется тонкая регулировка положения зубьев щевера относительно друг друга.
Нервоначально производят установку режущих зубьев 2 в корпусе 1. Затем к корпусу 1 крепятся фланцы 3 винтами 5 и фиксируются щтифтами 4, при этом наклонные пазы фланцев совмещают с соответствующими сторонами присоединительных квадратов режуп1,их зубьев. В продольном направлении между щнонками режущего зуба и пазом фланца предусмотрен зазор в пределах 0,1...0,3 мм для тонкой регулировки расположения венцов режущих зубьев относительно друг друга. В процессе обработки жесткая связь между режущими зубьяПовьипение технологичности конструкции сборного ц евера заключается в возможности полной обработки режущих зубьев в технологическо.м корпусе до сборки, J- замены поломанных зубьев, изготовлении режущих зубьев из специальных заготовок, возможности выполнения стружечных канавок любой формы и расположения на боковых поверхностях зуба.
Возможность заточки зубьев щевера в разобранном виде (особенно это актуально для щеверов внутреннего зацепления), позволяет повысить качество обработки зубчатых колес.
Во время обработки шевер и обрабаты- (5 ваемое колесо вращаются в беззазорном зацеплении, образуя винтовую передачу с пересекающимися осями вращения.
При этом возникает взаимное давление между щевером и деталью, приводящее к съему стружки с зубьев детали. Нричем режущая кромка шевера описывает на боковой поверхности зуба колеса траекторию, которая складывается из движения обкатки по высоте зуба и винтового движения по направлению длины зуба.
Движение обкатки вызывает нагрузку, стремящуюся изогнуть зубья щевера по высоте и сдвинуть их радиально от центра к наружному диаметру. Нри винтовом движении в момент начала и окончания взаимного скольжения зубья щевера испытывают знакопеременную нагрузку, приводящую к перекосу осей и, как следствие, к изгибу зубьев в направлении их длины и смещению их от одного торца к другому.
Предлагаемая сборная конструкция шевера учитывает указанные недостатки за счет компенсации воспринимаемых нагрузок параллельными поверхностями присоединительных квадратов, закрепленных в противоположно направленных пазах торцовых фланцев. Причем одна пара поверхностей компенсирует нагрузки от движения обкатки, в то вре.мя как другая пара компенсирует нагрузки от винтового движения.
3.5
40
Формула изобретения
Сборный шевер, режущие элементы которого размещены в радиальных пазах между фланцами корпуса, отличающийся тем, что, с целью повышения технологичности и точности конструкции, режущие элеми 2, корпусом 1 и фланцем 3 достигается 50 гяенты снабжены присоединительными квад0
5
Повьипение технологичности конструкции сборного ц евера заключается в возможности полной обработки режущих зубьев в технологическо.м корпусе до сборки, - замены поломанных зубьев, изготовлении режущих зубьев из специальных заготовок, возможности выполнения стружечных канавок любой формы и расположения на боковых поверхностях зуба.
Возможность заточки зубьев щевера в разобранном виде (особенно это актуально для щеверов внутреннего зацепления), позволяет повысить качество обработки зубчатых колес.
Во время обработки шевер и обрабаты- 5 ваемое колесо вращаются в беззазорном зацеплении, образуя винтовую передачу с пересекающимися осями вращения.
При этом возникает взаимное давление между щевером и деталью, приводящее к съему стружки с зубьев детали. Нричем режущая кромка шевера описывает на боковой поверхности зуба колеса траекторию, которая складывается из движения обкатки по высоте зуба и винтового движения по направлению длины зуба.
Движение обкатки вызывает нагрузку, стремящуюся изогнуть зубья щевера по высоте и сдвинуть их радиально от центра к наружному диаметру. Нри винтовом движении в момент начала и окончания взаимного скольжения зубья щевера испытывают знакопеременную нагрузку, приводящую к перекосу осей и, как следствие, к изгибу зубьев в направлении их длины и смещению их от одного торца к другому.
Предлагаемая сборная конструкция шевера учитывает указанные недостатки за счет компенсации воспринимаемых нагрузок параллельными поверхностями присоединительных квадратов, закрепленных в противоположно направленных пазах торцовых фланцев. Причем одна пара поверхностей компенсирует нагрузки от движения обкатки, в то вре.мя как другая пара компенсирует нагрузки от винтового движения.
.5
0
Формула изобретения
Сборный шевер, режущие элементы которого размещены в радиальных пазах между фланцами корпуса, отличающийся тем, что, с целью повышения технологичности и точности конструкции, режущие эле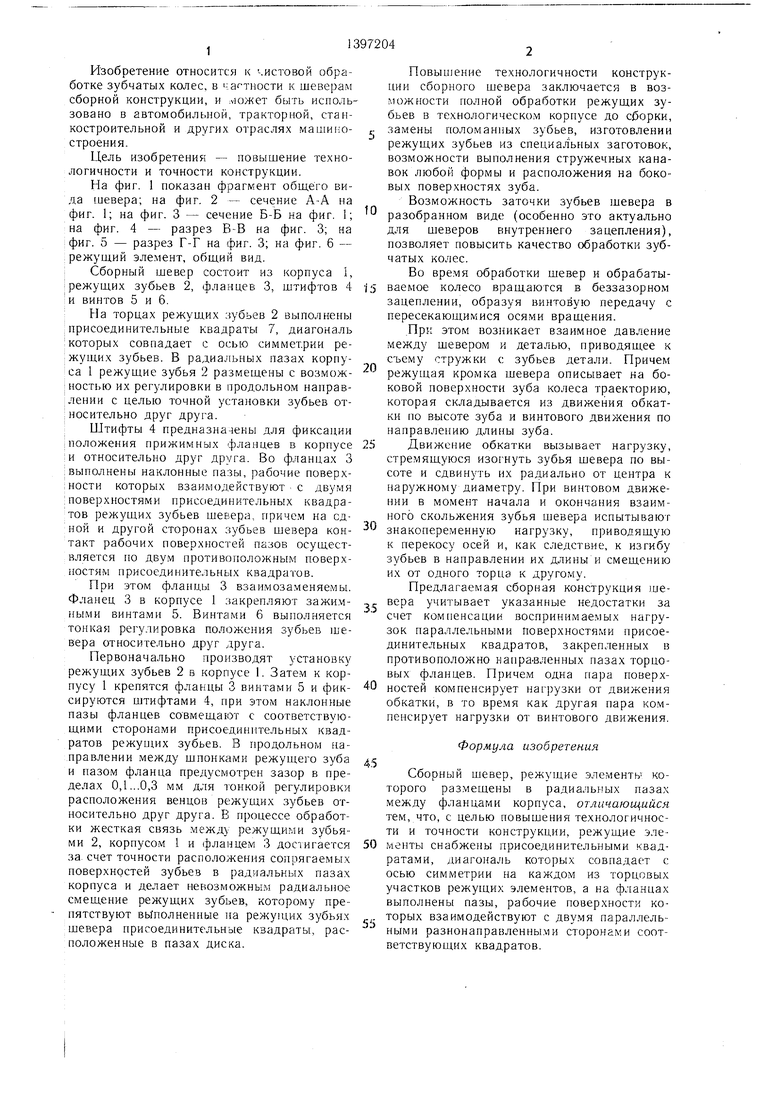
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный шевер | 1978 |
|
SU856698A1 |
| Сборный шевер | 1985 |
|
SU1324784A1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| Шевер | 1985 |
|
SU1324783A1 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| Сборный шевер | 1989 |
|
SU1776503A1 |
| СБОРНЫЙ ШЕВЕР | 1971 |
|
SU307864A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1973 |
|
SU400428A1 |
| ДИСКОВЫЙ ШЕВЕР | 1973 |
|
SU377996A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1966 |
|
SU184112A1 |
Изобретение относится к чистовой обработке зубчатых колес и может быть использовано в автомобильной, тракторной, станкостроительной и других отраслях машиностроения. Цель изобретения - повышение технологичности и точности конструкции шевера. На торцах режуших зубьев шевера выполнены присоединительные квадраты с диагональю, совпадающей с осью симметрии на каждом из торцовых участков режущих зубьев. Режущие зубья установлены в радиальных пазах между фланцами корпуса. Во фланцах выполнены наклонные пазы, рабочие поверхности которых взаимодействуют с двумя параллельными разнонаправленными сторонами соответствующих присоединительных квадратов. Данная сборная конструкция шевера учитывает знакопеременную нагрузку, возникающую при винтовом движении обката в момент начала и окончания взаимного скольжения профилей за счет компенсации воспринимаемых нагрузок параллельными поверхностями присоединительных квадратов, закрепленных в соответствующих пазах фланцев. 6 ил. i СЛ
за счет точности расположения сопрягаемых поверхностей зубьев в радиальных пазах корпуса и делает невозможным радиальное смещение режущих зубьев, которому препятствуют вь1полненные на режущих зубьях шевера присоединительные квадраты, расположенные в пазах диска.
ратами, диагональ которых совпадает с осью симметрии на каждом из торцовых участков режущих элементов, а на фланцах выполнены пазы, рабочие поверхности которых взаимодействуют с двумя параллельными разнонаправленными сторонами соответствующих квадратов.
А-А
Фиг. 2
Фиг.1
8Г
в-в
.З
Фиг.
Фиё.5
Фиг.5
| Моисеенко О | |||
| И | |||
| и др | |||
| Твердосплавные зуборезные инструменты | |||
| М.: Машиностроение, 1977, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
