Известен полуавтомат для формования пяточной части заготовок рантовой обуви, снабженный пуансоном по форме пяточной части, двумя парами приводных зажимов для продольного натяжения заготовки и устройством для наружного формования пяточной части.
Недостатками при работе на этом полуавтомате является то, что при формовании не исключаются складкообразования, для формования пяточной части и ее затяжной кромки необходимы технические припуски, что приводит к излишнему расходу полноценных материалов, удаляемых в процессе изготовления обуви в отходы. Кроме того, существующий метод формования требует длительной сушки заготовки, которая производится в громоздких сушильных устройствах.
В описываемом полуавтомате указанных недостатков нет. Это достигается тем, что в нем применен электронагрев пуансона, вследствие чего отпадает надобность в сущке обуви в сушильных агрегатах и повышается производительность; к пуансону прикреплена пластина, ограничивающая низ заготовки и величину затяжной кромки пяточной части обуви, что уменьшает расход материалов, а в качестве устройства для наружного фор.мования пяточной части прим,енены три подвижные формующ е шарнирно соединенные подпружиненные пластины; при этом привод формующих пластин снабжен приводной подвижной вдоль оси заготовки обуви рамкой, несущей две шестерни, обкатывающиеся по неподвижны.м рейкам, соосно скрепленные с рычагами, несущими ролики, поворачивающие и прижимающие крайние из фор.мующих пластин к пуансону, и упор, перемещающий среднюю из фор.мующих пластин к пуансону- На .рамке установлены неподвижные губки зажимов и посредством серег подвижные зажимающие губки этих зажимов, подпружиненные к неподвижным упорам.
№ 135362- 2 Изобретение предусматривает видоизменение полуавтомата, заключающееся в том, что на рамке установлены ролики, а крайние формующие пластины снабжены наружными скосами, взаимодействующими с роликами рамки.
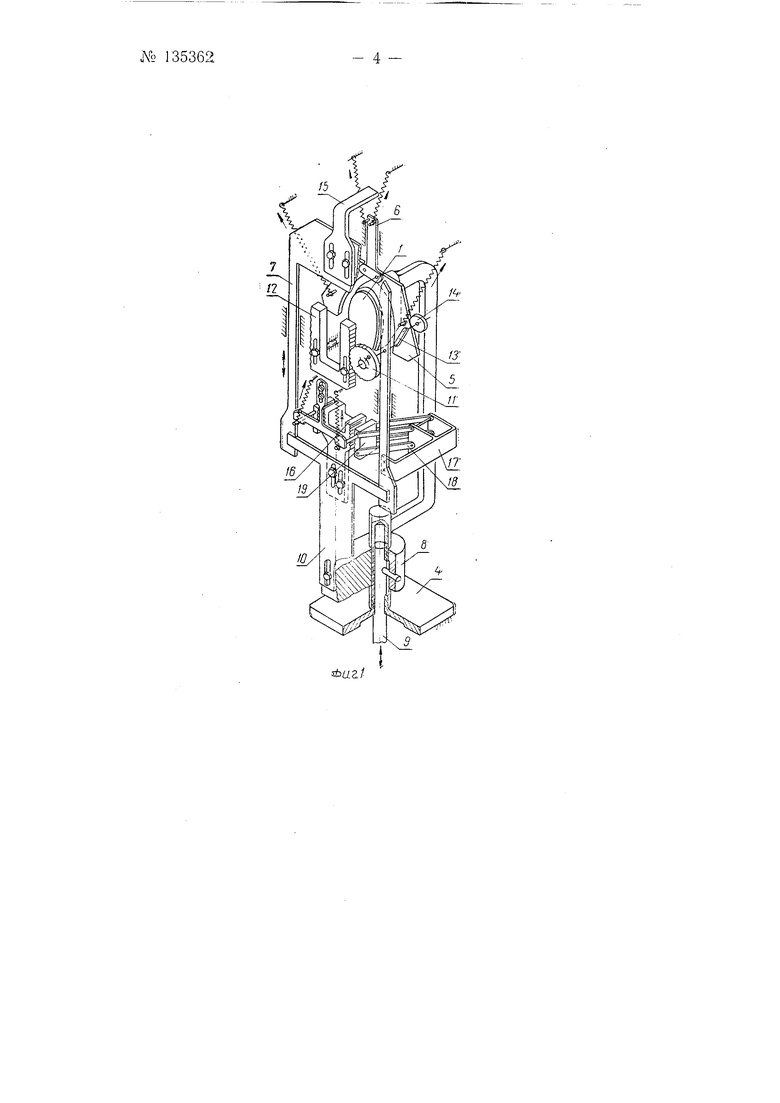
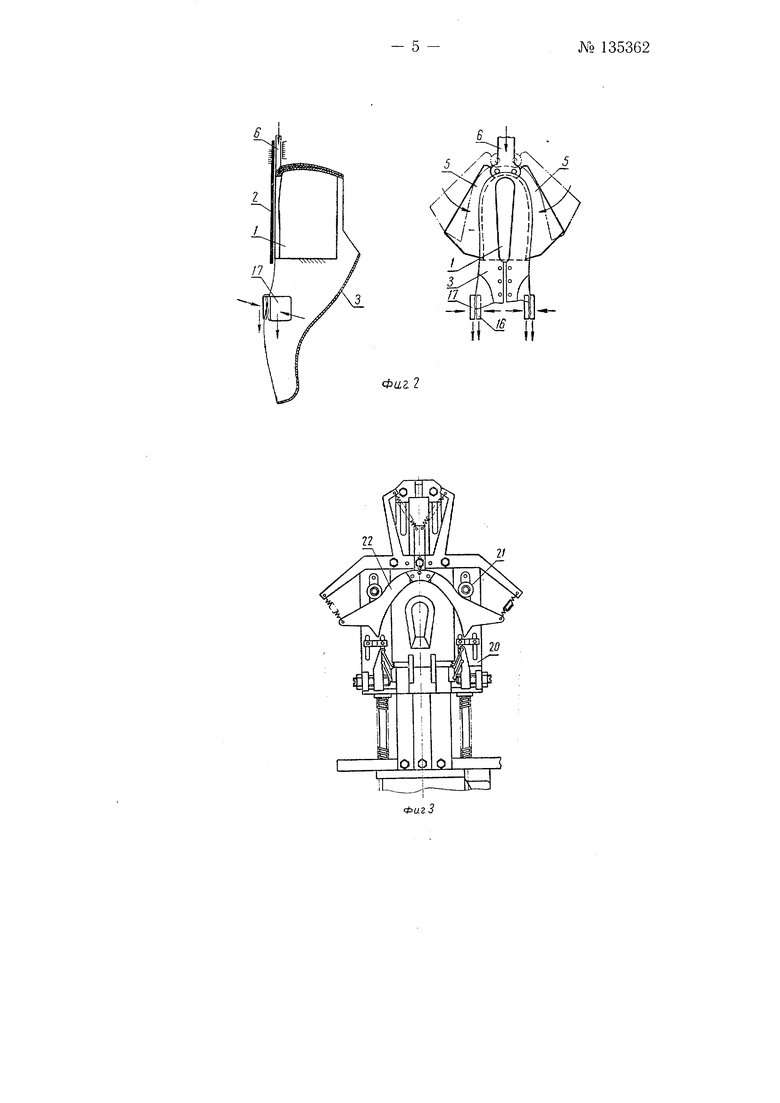
На фиг. 1 изображен схематически общий вид полуавтомата; на фиг. 2 - рабочее ноложение инструментов для формования пяточной части заготовки рантовой обуви; на фиг. 3 - видоизменение полуавтомата.
Полуавтомат снабжен неподвижным пуансоном /, в котором для совмещения процесса формования пяточной части заготовки с процессом сущки применен электронагрев. К пуансону 1 прикреплена (см. фиг. 2) пластина 2, ограничивающая низ заготовки 3 и величину затяжной кромки пяточной части обуви. Пуансон / (фиг. 1) неподвижно закреплен на основании 4 полуавтомата.
В качестве устройства для наружного формования пяточной части в полуавтомате применены три формующие шарнирно соединенные подпружиненные пластины 5 и 6, из которых крайние пластины 5 производят боковой обжим заготовки, а средняя пластина 6 служит для обжима верхней закругленной части затяжной кромки.
Привод формующих пластин снабжен подвижной вдоль оси заготовки 3 обуви рамкой 7. Для передвижения рамки 7 на вертикальную цилиндрическую часть основания 4 свободно насажен скользящий кронщтейн 8, который жестко соединен со щтоком 9 пневмопривода полуавтомата. На кронщтейне 8 закреплена Т-образная тяга 10, которая вставлена в пазы рамки 7. Таким образом при перемещении вверх или вниз щтока 9 рамка 7 также получает соответствующее перемещение. Рамка 7 несет щестерни //, обкатывающиеся по неподвижно соединенным с пуансоном / рейкам 12. Шестерни 1} соосно скреплены с рычагами 13, несущими ролики 14, которые, поворачиваясь, прижимают крайние из формующих пластин 5 к пуансону /. В верхней части рамки 7 закреплен Г-образный упор 15, перемещающий среднюю формующую пластину 6 к пуансону 1. На рамке 7 установлены также неподвижные губки 16 зажимов для продольного натяжения заготовки и посредством кронщтейна 17 и серег J8 присоединены подвижные подпружиненные зажимающие губки 19.
В видоизмене1П10м варианте полуавтомата (фиг- 3) на подвижной рамке 20 установ.чены ролики 21, а крайние формующие пластины 22 снабжены наружными скосами, взаимодействующими с роликами 21 рамки 20.
Работа нолуавтоматов происходит следующим образом.
До начала обработки заготовки 3 в нее вставляют кожкартонные задники, предварительно смазанные с обеих сторон клеем.
Заготовку 5 надевают на пуансон 1, имеющий форму пяточной части колодки с наложенной на нее рантовой стелькой с круговой губкой. Для получения одинаковой по высоте отформованной кромки положение нижнего края заготовки 3 ограничивается упорной пластиной 2. Наружную и внутреннюю геленочную часть заготовки вставляют между губками 16 и 19 зажимов.
При нажатии на педаль (на чертеже не показана) воздух перемещает вниз щток 9, который, в свою очередь, через кронщтейн 8 и Т-образную тягу 10 опускает рамку 7 вниз. Вместе с рамкой 7 опускается кронщтейн 17 и приводятся в движение при помощи серег 18 подвижные губки 19 зажимов. В результате последние зажимают заготовку 3 и при дальнейщем опускании рамки 7 происходит вытяжка заготовки, обеспечивающая ее формование.
Одновременно происходит обкатывание шестерен 11 по рейке 12. При этом шестерни поворачиваются вместе с рычагами 13 и ролики 14 действуют на формующие нластины 5, а последние производят боковой обжим затяжной кромки. Верхняя закругленная часть кромки обж;1мается в это время, вследствие опускания Г-образного упора 15 на формующую пластину 6Формование и сушка пяточной части обуви и ее затяжной кромки происходит в течение 1 -1,5 мин.
При втором нажатии на ту же педаль полуавтомата исполнительные инструменты приходят в исходное положение, заготовка 3 освобождается и снимается с пуансона для формования и сушки следующей детали.
В видоизмененном варианте полуавтомата при движении рамки 20 установленные на ней ролики 21 нажимают на скосы подвижных формующих пластин 22 и обжимают заготовку обуви на пуансоне.
Пред м е т и з о б р с т с н и я
1. Полуавтомат для формования пяточной части заготовок ранговой обуви, снабженный пуансоном по форме пяточной части, двумя приводными парами зажимов для продольного натяжения заготовки и устройством для наружного формования пяточной части относительно пуансона,,от л и ч а ю щи и ся тем, что, с целью повышения производительности путем совмещения процесса формования пяточной части заготовки со вставленным задником с процессом сущки, качества формования и уменБщения расхода материала, в нем применен электронагрев нуансона, в качестве устройства для наружного формования применены три подвижные формующие шарнирно соединенные подпружиненные пластины, а к пуансону прикреплена пластина, ограничивающая низ заготовки и величину затяжной кромки пяточной части обуви.
2.Полуавтомат по п. 1, отличающийся тe, что привод формующих пластин снабжен приводной подвижной вдоль оси заготовки обуви рамкой, несущей две шестерни, обкатывающиеся по неподвижным рейкам, соосно скрепленные с рычагами, с роликами, поворачивающими и прижимающими крайние из формующих пластин к пуансону, и упор, перемещающий среднюю из формующих пластин к пуансону.
3.Полуавто.мат по пп. 1 и 2, отличающийся тем, что на рамке установлены неподвижные губки зажимов и посредством серег подвижные зажимающие губки этих зажимов, подпружиненные к неподвижным упорам.
4- Видоизменение полуавтомата по п. 2, отличающееся тем, что на рамки установлены ролики, а крайние формующие пластины снабжены наружными скосами, взаимодействующими с роликами рамки.
- 3 --№ 135362
azf
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пошива беззатяжной рантовой обуви | 1958 |
|
SU122412A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Полуавтомат для обработки обуви | 1962 |
|
SU151223A1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки | 1961 |
|
SU143681A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| Полуавтомат для формования и сушки пяточной части обуви | 1961 |
|
SU140708A1 |
| Обувь рантового типа на платформе | 1954 |
|
SU99851A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
2/
