Изобретение относится к электротехнике, а именно к технике проведения электромонтажных работ.
Цель изобретения - повьшение производительности монтажа.
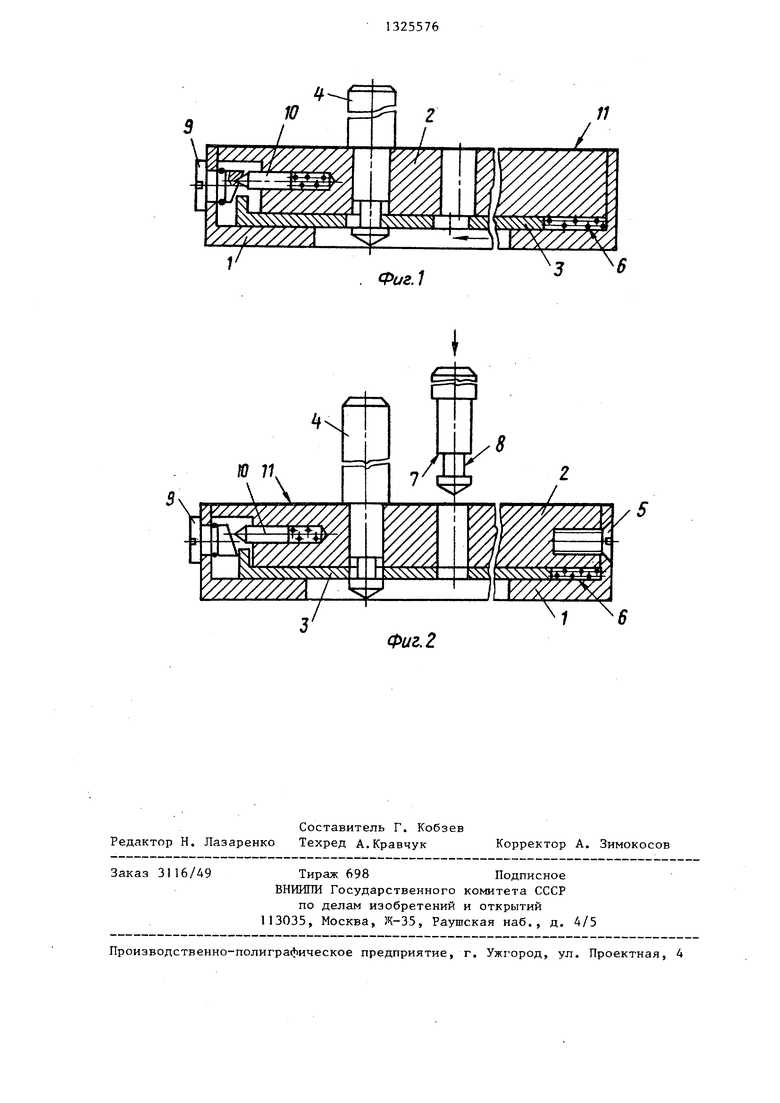
На фиг.1 изображен шаблон, рабоче состояние; на фиг.2 - то же, в процессе подготовки к работе.
Шаблон состоит из рамы 1, верхней 2 и нижней 3 плит, имеющих соосные отверстия, выполненные в узлах координатной сетки, сменных цилиндрических штырей 4.
Верхняя плита 2 закреплена на раме ig рота винта 9, воздействие на нижнюю
1неподвижно крепежным элементом 5, а нижняя плита 3 установлена с возможностью перемещения относительно рамы 1 и верхней плиты 2 и подпружинена пружинами 6 в направлении перемещения, а каждый штырь 4, на одном из его концов, (фиг.2) снабжен упорным буртиком 7 и канавкой 8,, выполненной с возможностью захода в последнюю нижней плиты 3 при фиксации штьфей 4.
Для перемещения нижней плиты 3 на раме 1 установлен винт 9 с косым срезом на торце, взаимодействующий со штифтом 10.
Подготовка шаблона к работе (фиг.2) производится следующим образом.
Поворотом винта 9 нижняя плита 3 перемещается относительно рамы и верхней плиты до совпадения ее отверстий с отверстиями верхней плиты
2и фиксируется в этом положении.
Чертеж 11 жгута накладывается на верхнюю плиту 2 шаблона. Дпя крепления чертежа 11 .и обозначения монтажной трассы жгута в подсвеченные снизу отверстия верхней плиты 2 через чертеж 11 в направлении, указанном стрелкой, вставляется нужное количество штырей 4. Выполненные с нужным допуском штыри 4 и отверстия в верхней плите 2 играют роль пуансона
20
25
30
35
40
45
плиту 3, а крепление чертежа 11 на верхней плите 2 обеспечивается упорными буртиками 7 штырей 4,
Укладка и вязка жгута между установленными таким образом штырями про изводится по его чертежу, закрепленному на верхней плите, при этом обес печива ется постоянный контроль схемы жгута, повьш1аются производительность и качество изготовления электрических жгутов, а подготовка шаблона к работе производится проще и безопасней.
Формула изобретения
Шаблон для монтажа электрожгутов, содержащий раму, расположенные в ней с соосными отверстиями неподвижную относительно рамы верхнюю плиту и подвижную нижнюю плиту, подпружинен- иую в направлении перемещения, и . установленные в соосных отверстиях штыри, отличающийся тем, что,с целью повьш1ения производительности монтажа, на боковой стенке ра- .мы установлен винт со скошенным торцом, на боковой стороне верхней плиты - подпружиненный штифт, взаимодей ствующий с упомянутым торцом винта, при этом На каждом штыре на одном из его концов в зоне нижней плиты вьтолнен кольцевой паз.
и матрицы для прошивания отверстий в полотне чертежа 11.
После установки штырей 4 обратным поворотом винта 9 нижняя плита 3 под воздействием пружин 6 возвращается назад, заходит в канавки 8 штырей 4 и фиксирует их от выпадания.
Расфиксации штырей (фиг.1) препятствует сила сжатия пружин 6, удерживающая нижнюю плиту 3 в канавках 8 щтырей 4, штифт 10 препятствует случайному обратному повороту винта, при этом невозможно иное, кроме поворота винта 9, воздействие на нижнюю
плиту 3, а крепление чертежа 11 на верхней плите 2 обеспечивается упорными буртиками 7 штырей 4,
Укладка и вязка жгута между установленными таким образом штырями производится по его чертежу, закрепленному на верхней плите, при этом обес- печива ется постоянный контроль схемы жгута, повьш1аются производительность и качество изготовления электрических жгутов, а подготовка шаблона к работе производится проще и безопасней.
Формула изобретения
Шаблон для монтажа электрожгутов, содержащий раму, расположенные в ней с соосными отверстиями неподвижную относительно рамы верхнюю плиту и подвижную нижнюю плиту, подпружинен- иую в направлении перемещения, и . . установленные в соосных отверстиях штыри, отличающийся тем, что,с целью повьш1ения производительности монтажа, на боковой стенке ра- мы установлен винт со скошенным торцом, на боковой стороне верхней плиты - подпружиненный штифт, взаимодействующий с упомянутым торцом винта, при этом На каждом штыре на одном из его концов в зоне нижней плиты вьтолнен кольцевой паз.
/;
. Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для монтажа электрожгутов | 1979 |
|
SU851498A1 |
| Шаблон для монтажа электрических жгутов | 1982 |
|
SU1166357A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1672597A1 |
| Шаблон для укладки электромонтажных проводов в жгут | 1987 |
|
SU1499542A1 |
| Шаблон для укладки проводов в жгут | 1986 |
|
SU1367177A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1676133A1 |
| Устройство для укладки проводовНА плАТЕ | 1979 |
|
SU813512A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
| Шаблон для изготовления жгутов электропроводов | 1977 |
|
SU621025A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1739533A1 |
Изобретение относится к электротехнике, а именно к электромонтажной технике. Цель изобретения - повьппенне производительности монтажа. На раме шаблона закреплены верхняя неподвижная и подвижная нижняя плиты. В них выполнены соосные отверстия, в которых установлены сменные цилиндрические штыри. В зоне подвижной плиты на каждом штыре выполнен кольцевой паз. На боковой стороне верхней плиты установлен подпружиненный штифт, на раме - взаимодействующий с ним винт со скошенным торцом. Поворотом винта нижняя плита перемещается относительно рамы и верхней плиты до совпадения ее отверстий с отверстиями верхней плиты и фиксируется в этом положении. 2 ил. со ю ел СП а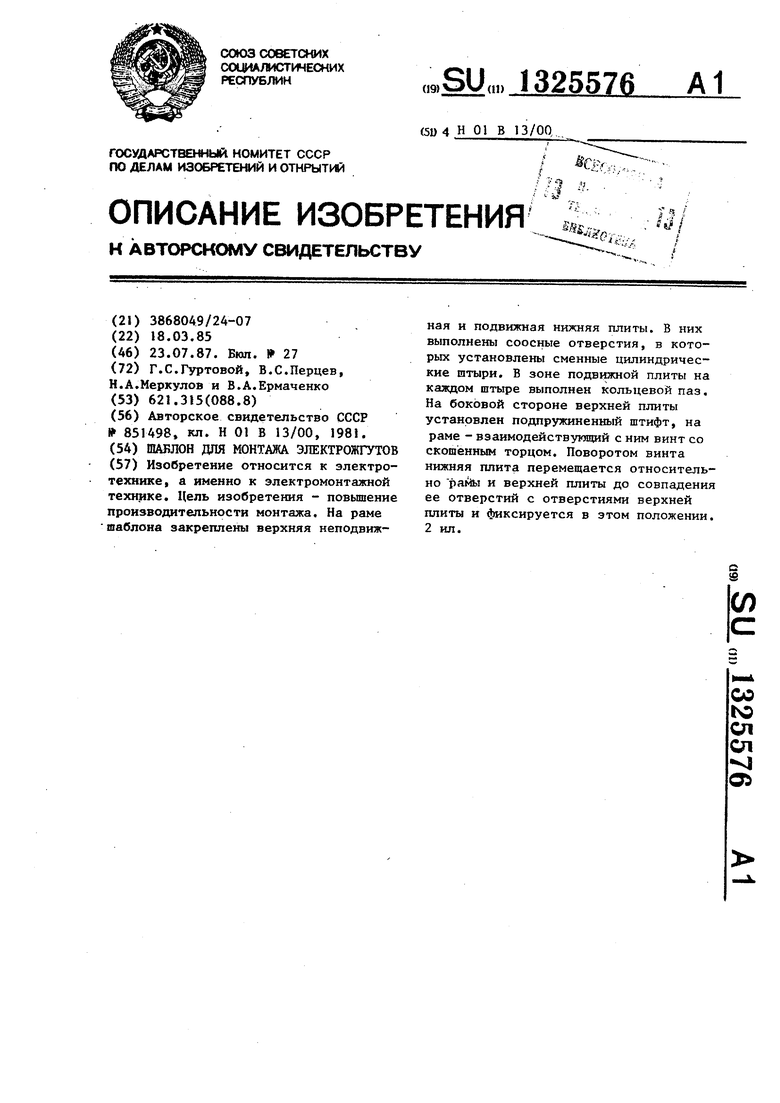
Фиг. 2
Составитель Г. Кобзев Редактор Н. Лазаренко Техред А.Кравчук
Заказ 3116/49
Тираж 698Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А. Зимокосов
| Шаблон для монтажа электрожгутов | 1979 |
|
SU851498A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
