(54) ШАБЛОН ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ ЭЛЕКТРОПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU903992A1 |
| Шаблон для изготовления жгутов проводов | 1980 |
|
SU928688A1 |
| Устройство для изготовления жгутовэлЕКТРОпРОВОдОВ | 1979 |
|
SU847543A1 |
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Шаблон для изготовления жгутов проводов | 1977 |
|
SU680063A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Шаблон для автоматической раскладки проводов в жгут | 1977 |
|
SU693444A1 |
| Устройство для установки трассировочных шпилек на монтажном шаблоне | 1989 |
|
SU1739531A1 |
| КОМПЛЕКТ МОНТАЖНЫХ ЧАСТЕЙ | 2010 |
|
RU2449440C1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1676133A1 |
Изобретение относится к электромонтажным работам, точнее к шаблонам для изготовления жгутов электропроводов. Известен универсальный шаблон для изготовления жгутов электропроводов, в котором для изготовления жгутов разной конфигурации предусмотрены отйерстия в панели. Для каждого конкретного вида жгута в отверстия вставляют шпильки, об разующие трассы прокладки проводов при изготовлении жгута данной конфигурации Недостатком этого шаблона является низкая производительность в связи с боль шими затратами времени на перестановку шпилек при подготовке шаблона для изготовления каждого нового жгута с другой конфигурацией. Известен также шаблон для изготовления жгутов электропроводов межпанельной коммутации, соцержаший панель с множеством отверстий под шпильки, образующие трассы прокладки проводов, и механизм снятия готовых жгутов Г21. Однако этот шаблон, предназначенный для прокладки проводов по непрерывной трассе, хотя и может быть использован для изготовления жгутов различной конфигурации, но расположение шпилек в нем по спирали заирудняет подготовку шаблона для изготовления таких жгутов, на которую требуется значительное время. Целью изобретения является сокращение времени для набора трасс прокладки проводов при изготовлении жгутов различной конфигурации. Это достигается тем, что в шаблоне для изготовления жгутов электропроводов, содержащем панель с множеством отверстий под шпильки, образующие трассы прокладки проводов, и механизм снятия готовых жгутов, отверстия в панели распределены в продольных и поперечных рядах, под каждым рядом отверстий установлена, с возможностью перемещения вдоль этого ряда, рейка с отверстиямн переменного сечения по числу отверстий в соответствующем ряду, каждая шпилька размещена в соответствующем отверстии панели с,
возможностью осевого перемещения и имет две пары .кольцевых пазов-, одну в нижней, а другую в средней ее части, причем нарулсный диаметр шпильки меньше поперечного размера широкой части отверстия рейки и больше поперечного размера
зкой части этого отверстия.
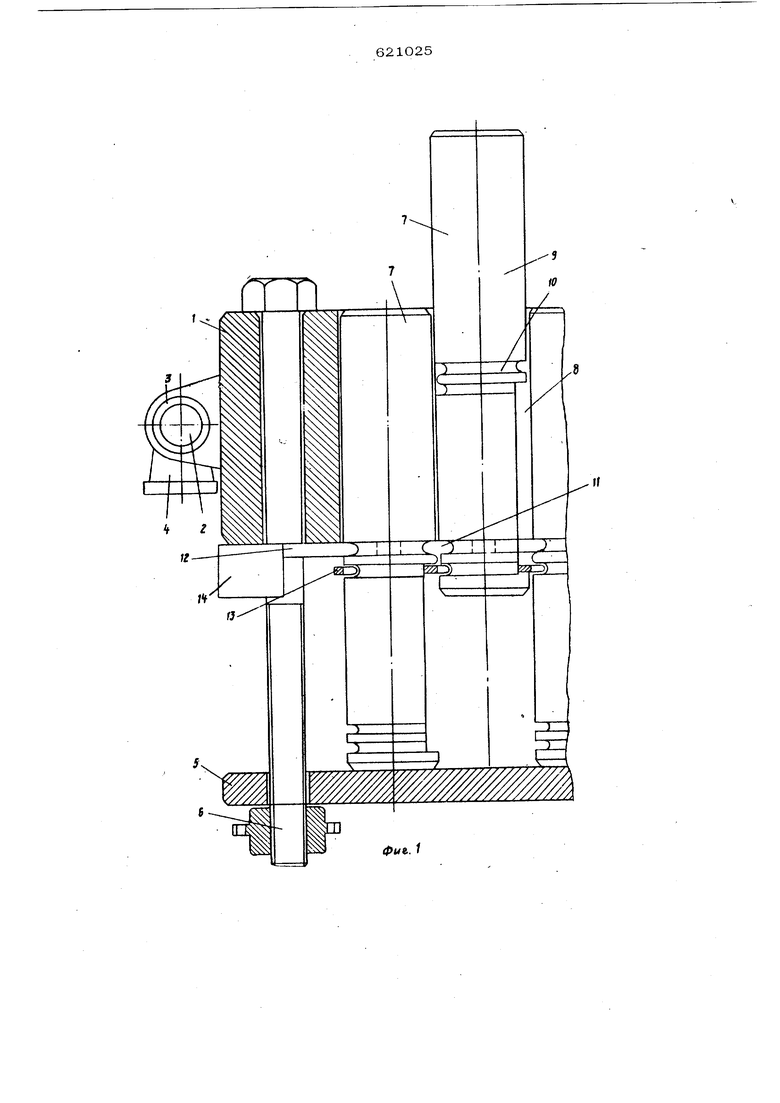
На фиг. 1 изображен участок шаблона,
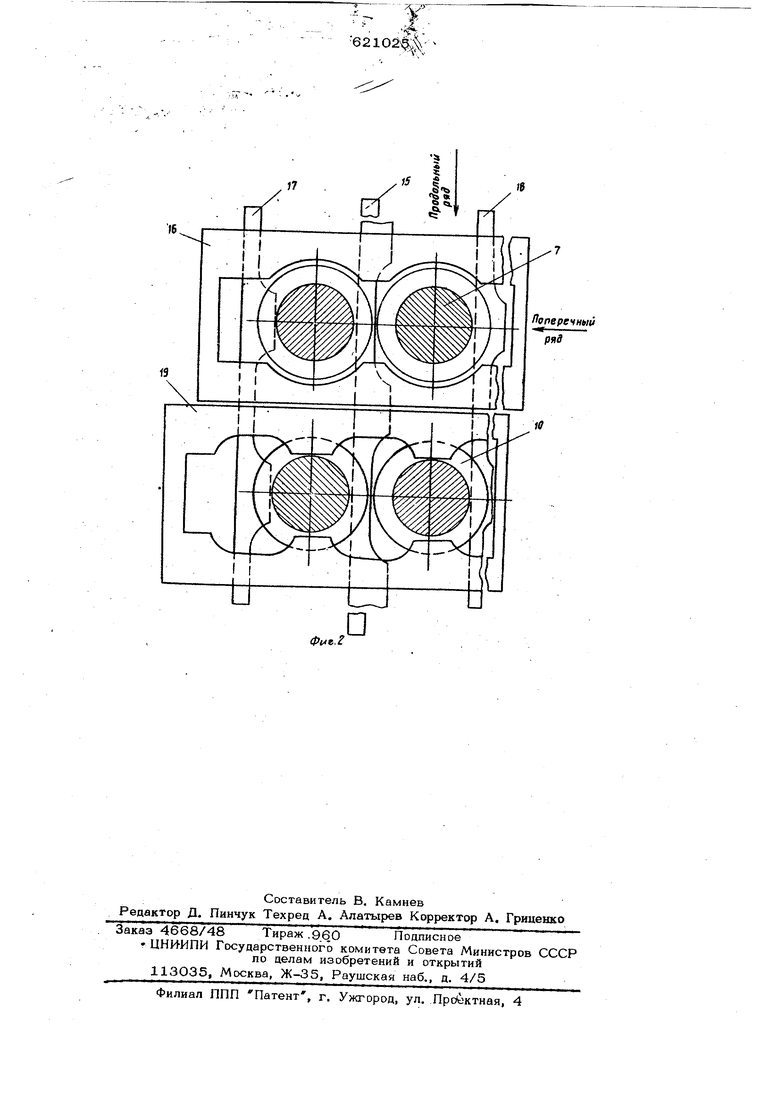
азрез вдоль шпилек; на фиг, 2 участок
абло-на, при снятой панели, вид сверху.
Шаблон для изготовления жгутов электропроводов состоит из панели 1, закрепенной на поворотной оси 2 в подшипнике на опоре 4, подвижной сплошной плиты 5 с приводом 6, шпилек 7, размешенных в отверстиях 8 п.анели 1. Верхние части 9 шпилек 8 могут выступать над панелью, аждая шпилька имеет две пары кольцевых пазов 10 в средней части и 11 в нижней части. Рейки 12 (поперечные) и 13 (продольные) расположены соответственно под поперечными и продольными рядами отверстий. Каждая рейка имеет индиви,ауапьный привод 14 и отверстия в количестве, равном числу отверстий в соответствуюшем ряду панели 1.
На фиг, 2 показано несколько реек во взаимодействии со шпильками. Рейки 15 и 16 переведены в положение, когда проtHB шпилек 7 находятся широкие-части их отйерстий (положение Открыто), а рейки 17, 18 и 19 в таком положении, когда против шпилек 7 находятся узкие части отверстий (положение Закрыто).
Для того, чтобы подготовить шаблон к прокладке лсгутов электропроводов, необходимо, чтобы все шпильки занимали крайнее верхнее положение, что может быть достигнуто поворотам панели 1 относительно оси 2, После того, как все шпильки 7 будут установлены в крайнее верхнее положение, приступают к набору трассы, для чего рейку первого поперечного ряда переводят в положение Открыто, затем переводят в положение Открыто те рейки продольного ряда, которые взаимодействуют со шпильками, подлежащими переводу в нижнее положение. Для фиксации достигнутого результата рейку первого поперечного ряда и рассмотренные рейки продольного ряда переводят в положек.зе Закрыто. В такой же последовательitocTPi производят операции с остальными
поперечными рядами, чем и достигается набор шпильками требуемой трассы для прокладки проводов при изготовлении жгутов. Наличие индивидуальных приводов 14 позволяет автоматизировать процесс.набора трасс, использовав программное устройство для воздействия на эти привода.
Съем готового жгута в предлагаемом шаблоне осуществляетсяподъемом плиты 5 посредством привода 6 после перевода всех реек в положение Открыто. Вся совокупность движущихся с плитой 5 шпилек относительно тех шпилек, которые были выдвинуты над панелью 1 при наборе трассы, приведет к смещению жгута относительно панели 1.
Формула изобретения
Шаблон для изготовления жгутов электропроводов, содержащий панель с отверстиями под шпильки, образующие трассы прокладки проводов, и механизм снятия готовых жгутов, отличающийся тем, что, с целью сокращения времени при наборе трасс различной конфигурации, отверстия в панели распределены в продольных и поперечных рядах, под каждым рядом отверстий установлена, с возможно cTbjfO перемещения,вдоль этого ряда, рейка с отверстиями переменного сечения по числу отверстий в соответствующем ряду, каждая шпилька размещена в соответствующем отверстии панели с возможностью осевого перемещения и имеет две пары кольцевых пазов, одну в нижней, а другую в средней ее части, причем наружный диаметр шпильки меньше поперечного размера широкой части отверстия рейки и больше поперечного размера узкой части этого отверстия.
Источники информации, принятые во внимание при экспертизе .
17
фче.2
}8
Поперечный
f
