Изобретение относится к непрерью- ной разливке металлов.
Целью изобретения является повьше- ние качества непрерывно-литых заготовок и стабилизация процесса разливки.
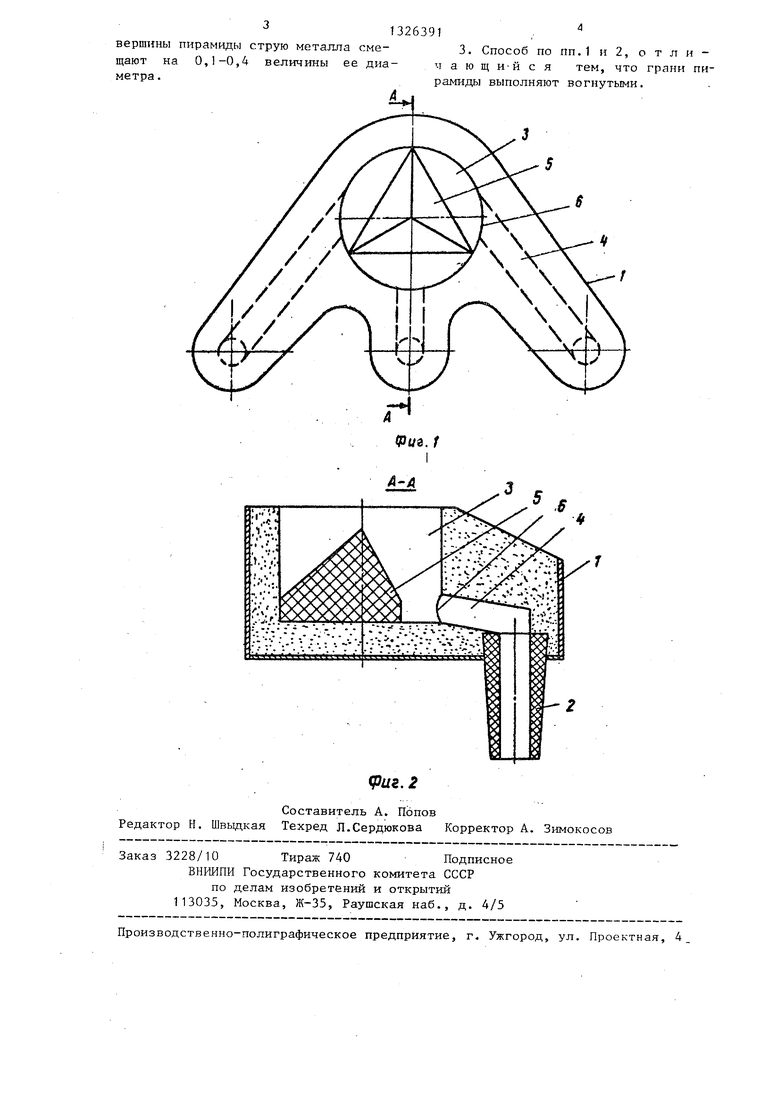
На фиг, 1 показано разливочное устройство для осуществления способа, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Промежуточное бесстопорное разливочное устройство состоит из корпуса 1, в днище которого установлены металлопроводы 2, и выполненной из огнеупорной массы приемной воронки 3, сообщающейся с металлопроводом 2 с помощью каналов 4. На дне приемной воронки 3 вершиной вверх установлена пирамида 5 из огнеупорного материала, rpaHji которой расположены против устьев 6 каналов 4.
Пример. Разливка стали на трехручьевой МНЛЗ в слитки сечением 270x370 мм.
Для разливки используют трехка- нальное бесстопорное разливочное устройство, устанавливаемое неподвижно под-кристаллизаторами. Для подачи стали в приемную воронку 3 устройства используют воронку, в днище кото-рой выполнено отверстие диаметром 100 мм. Подающая воронка установлена в механизме, обеспечивающем ее вращение вокруг оси, совпадающей с осью выпускного отверстия, при этом расстояние от оси вращения до оси отверстия регулируется в пределах 10- 40 мм (0,1 - 0,4 диаметра струи). Вращение воронки осуществляется с помощью тиристорного электропривода постоянного тока.
Указанный электрогфивод позволяет . регулировать скорость вращения воронки плавно от О до 60 об/мин.
В процессе разливки ось отверстия подающей воронки смещают на 20 мм относительно оси вращения, проходящей по вершине пирамиды . 5, установленной в приемной воронке 3, а подающую воронку вращают со скоростью 5 об/мин, при этом непрерывно контролируют уровень металла в кристаллизаторах.
При пошшении (повышении) уровня MBTaJuia в каком-либо из кристаллр1за- торов при движении струи металла над соответствующей гранью пирамиды скорость вращения снижают (увеличивают) на 1 об/мин на каждые 20 I-IM изме
5
0
5
0
5
0
5
0
56
нения уровни Металла в кристаллизаторе. Подающую воронку в таком режиме вращают в течение 8 с со скоростью 5 об/мин, а 4 с - с меньшей (большей) скоростью в зависимости от величины снижения (увехмчения) уровня металла в кристаллизаторе до выравнивания уровней металла в кристаллизаторах.
Использование предлагаемого способа позволяет регулировать подачу металла в кристаллизаторы многоручьевой МНЛЗ, при этом струя металла, вытекающая из металлопроводов устройства в кристаллизаторы, распространяется вдоль фронта затвердевания заготовки, не размьшая формирующуюся корочку, что способствует повышению качества непрерьшно-литых слитков по горячим трещинам и исключению прорыва жидкого металла через корочку.
Формула изобретения
1.Способ многоручьевой непрерывной разливки металлов и сплавов, включающий подачу струи металла в каналы приемной воронки промежуточного бесстопорного разливочного устройства, а через металлопроводы - в установленные под ними кристаллизаторы, контроль уровня металла в кристаллизаторах и его регулирование, отличающийся тем, что, с целью повьшения качества непрерывно-литых заготовок и стабилизации процесса разливки, по центру приемной воронки устанавливают вершиной вверх пирамиду из огнеупорного материала, обращая ее грани в сторону металлопроводов,подаваемую в приемную воронку струю металла вращают вокру г вершины пирамиды со смещеним относительно ее, а регулирование уровня, металла осуществляют, путем изменения скорости вращения струи металла, причем при понижении уровня металла
в каком-либо из кристаллизаторов временно уменьшгшт скорость вращения струи металла во время ее прохождения через грань пирамиды, находящуюся напротив металлопровода, подводящего металл в этот кристаллизатор, а.при повышении уровня увеличивают, при этом регулирование ведут до выравнивания уровня во всех кристаллизаторах.
2.Способ по п.1, отличающийся тем, что относительно
1326391 ,,
вершины пирамиды струю металла сме- 3. Способ по пп.1 и 2, о т л и щают на 0,1-0,4 величины ее диаметра .
4
-т а ю щ И й с я тем, что грани пирамиды выполняют вогнутыми.
-т а ю щ И й с я тем, что грани пирамиды выполняют вогнутыми.
Фи. 1
А А
us,2
Составитель А. Попов Редактор Н. Швыдкая Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 3228/10 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4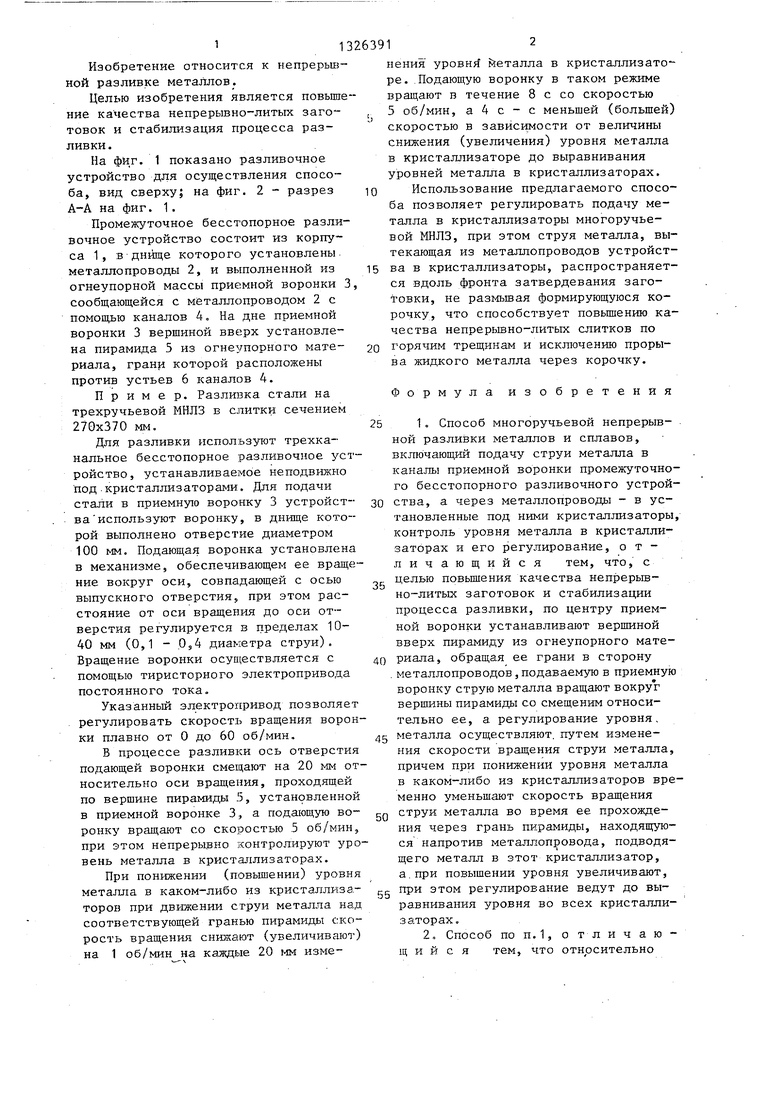
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья заготовок | 1978 |
|
SU770650A1 |
| Погружной стакан для непрерывной разливки сортовых заготовок | 1982 |
|
SU1046007A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2218235C2 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| Устройство для непрерывного литья заготовок | 1980 |
|
SU876272A2 |
| Способ непрерывной разливки металлов | 1972 |
|
SU446351A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛИВКИ СТАЛИ С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2011 |
|
RU2477197C1 |
| КОНСТРУКЦИЯ ДВУХРУЧЬЕВОГО КОВША С КАМЕРАМИ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА ЖИДКОГО МЕТАЛЛА | 2010 |
|
RU2454295C2 |
| ПРОМЕЖУТОЧНЫЙ КОВШ МНЛЗ ДЛЯ ПЛАЗМЕННОГО ПОДОГРЕВА МЕТАЛЛА | 2011 |
|
RU2478021C1 |
Изобретение относится к непрерывной разливке металлов. Целью изобретения является повышение качества непрерывно-литых заготовок и стабилизация процесса разливки. Промежуточное бесстопорное разливочное устройство состоит из корпуса, в днище которого установлены металлопроводы. и приемной воронки, сообщающейся с металлопроводами с помощью каналов. На дне приемной воронки вершиной вверх установлена из огнеупорного материала, грани которой расположены против устьев каналов. Подающая в оронка установлена в механизме, обеспечивающем ее вращение с переменной скоростью вокруг оси, не совпадающей с осью выпускного отверстия. При.изменении уровня металла в каком-либо из кристаллизаторов соответственно изменяют скорость вращения так, что изменение количества металла, попадающего на соответствующая грань пирамиды, компенсирует изменение уровня. 2 з.п. ф-лы, 2 ил.а (Л ОТ ю О5 ОО О
