Изобретение относится к металлургической промышленности, в частности, к установкам непрерывной разливки металла.
Из уровня техники известен комбинированный бесстопорный промежуточный ковш машины непрерывного литья заготовок (МНЛЗ). Ковш содержит футерованную огнеупором емкость, выполненную из трех частей с одним подом двух боковых и центральной, служащей для приема металла, сливные патрубки, опорные катки, цилиндрический гидропривод и вакуумную установку для вакуумирования расплава в потоке при разливке его по отдельным кристаллизаторам (см. RU 2063829 C1, B 22 D 11/10, 20.07.1996).
Недостатками известного устройства являются громоздкость установки, потеря тепла металла за счет невозможности уменьшения струи металла, поскольку сталеразливочный ковш не может быть опущен ниже выступающих над промежуточным ковшом конструкций оборудования, кроме того, значительная часть оборудования находится выше уровня металла в промежуточном ковше, что в свою очередь создает угрозу появления аварийных ситуаций.
Техническим результатом предлагаемого изобретения является упрощение конструкции промежуточного ковша (МНЛЗ), уменьшение габаритов устройства, уменьшение потерь тепла при разливке металла, сведение к минимуму угроз появления аварийных ситуаций.
Желаемый технический результат достигается тем, что комбинированный бесстопорный промежуточный ковш МНЛЗ содержит футерованную огнеупором емкость, выполненную из трех частей с одним подом, двух боковых и центральной, служащей для приема металла, сливные патрубки, опорные катки, цилиндрический гидропривод и вакуумную установку для вакуумирования расплава в потоке при разливке его по отдельным кристаллизаторам. Боковые части емкости выполнены в виде отдельных вакуум-камер, нависающих своими внутренними отверстиями над кристаллизаторами и сообщающиеся с центральной посредством каналов, выполненных на уровне подины. Промежуточный ковш выполнен с возможностью его перемещения вверх или вниз, или вверх или вниз одной из его торцевых сторон посредством домкратов, опирающихся на катки. Катки выполнены с возможностью перемещения промежуточного ковша вдоль кристаллизаторов посредством гидроцилиндров. Каждая из вакуум-камер снабжена порогами и газоплотной крышкой с вмонтированным в ней подводом. Подвод предназначен для гибкой магистрали вакуумного разряжения.
Предложенная установка позволяет вакуумировать металл в потоке при разливке его по отдельным кристаллизаторам. Увеличивать или уменьшать подачу расплава в каждый из кристаллизаторов или прекращать подачу металла, делая паузы в разливке.
Накапливать металл в процессе разливки, при ожидании очередного разливочного ковша в процессе разливки плавка на плавку. Освобождать значительную часть объема металла из ковша путем максимального наклона ковша в сторону расположения отводов. Освобождать ковш от расплава металла через специальное отверстие в подине ковша по временно установленному под промежуточным ковшом лотку.
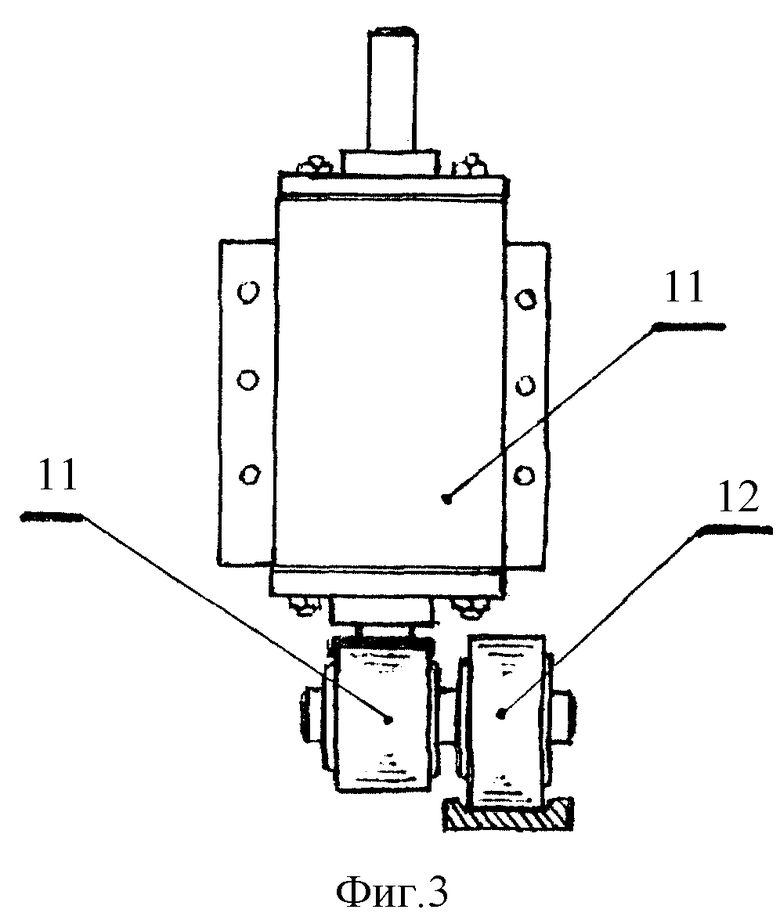
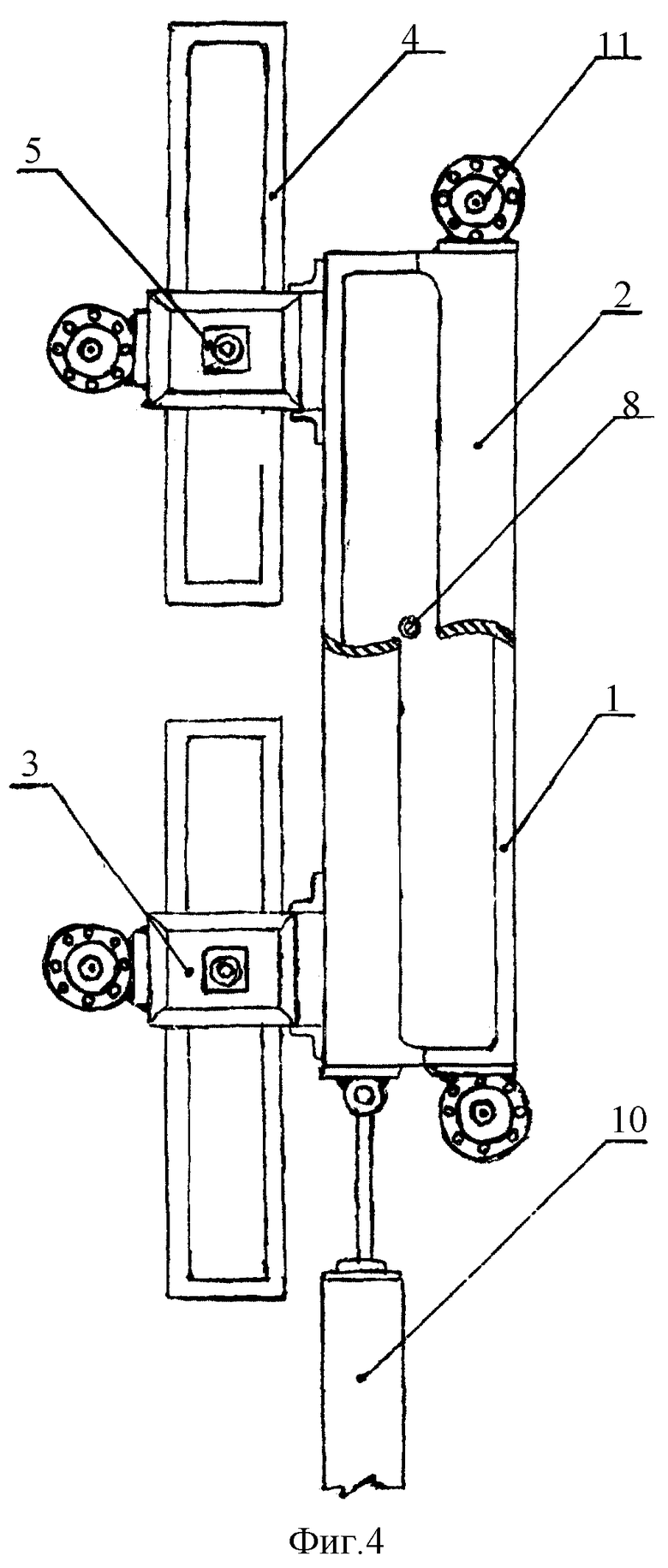
На фиг. 1 показан общий вид комбинированного бесстопорного промежуточного ковша МНЛЗ и расположение его между кристаллизаторами. На фиг. 2 показан поперечный разрез промежуточного ковша по сечению А-А. На фиг. 3 показан домкрат в сборе с опорным катком, установленным на корытообразный путевой рельс. На фиг. 4 показана разновидность размещения кристаллизаторов по отношению к промежуточному ковшу.
Комбинированный бесстопорный промежуточный ковш МНЛЗ содержит футерованную огнеупором емкость 1, двухстворчатую теплоизоляционную крышку 2, установленную на емкости 1, и образующую продольную щель для приема металлического расплава из разливочного ковша, отводы 3, установленные на торцевых сторонах ковша, и выполненные в виде вакуумных камер, кристаллизаторы 4, сливные патрубки 5, опорный каток 6, установленный на торце ковша, газоплотные крышки 7, шиберный стакан 8, предназначенный для аварийного слива металла в кристаллизаторы, соединительную гайку 9, предназначенную для подвода гибкой магистрали вакуумного разряжения, цилиндрический гидропривод 10, домкраты 11, опирающиеся на опорный каток 12, который установлен на корытообразный путевой рельс 13, охлаждаемые полости 14, струеобразующей перегородки 15.
Пример работы устройства
После футеровки промежуточного ковша 1 и сушки его огнеупорной кладки ковш прогревают газовоздушными горелками до температуры приема металла и устанавливают его на его рабочее место при помощи опорных катков 12, установленных на корытообразные рельсы 13. На месте установки проводят полный монтаж оборудования и проверяют его в работе.
Так как в процессе транспортировки промежуточного ковша 1 на рабочее место и во время монтажа оборудования сливные патрубки 5 и некоторые части промежуточного ковша могут потерять часть своего тепла, то на месте установки продолжают нагрев ковша газовоздушными горелками до поступления на рабочее место разливочного ковша с металлом для разливки его в кристаллизаторы 4.
Перед началом заполнения промежуточного ковша 1 металлом на сливные патрубки 5 одевают легкоплавкие жестяные колпачки и уплотняют их для удержания вакуумного разряжения. Затравки в кристаллизаторах поднимают до упора с торцом колпачков, предварительно подложив листовой асбест для смягчения касания затравки с торцами колпачков и сливных патрубков 5.
Во время начала заполнения ковша металлом ковш устанавливают так, чтобы пороги струеобразующих перегородок 15 приняли горизонтальное положение. Контроль заполнения боковых частей емкости металлом осуществляется через специальные гляделки, встроенные в крышках боковых частей (на чертеже не показаны).
После того как расплав металла закроет соединительные каналы между центральной частью промежуточного ковша и боковыми, включают вакуумные насосы и ведут контроль подъема уровня металла в боковых частях емкости.
Когда уровни расплава в боковых частях емкости достигнут уровня струеобразующих перегородок 15, одновременно вводят в работу оба домкрата 11 для ускоренного опускания вниз торцевой стороны ковша, с наклоном его в сторону отводов 3. После этого расплав металла начинает интенсивно переливаться через пороги и заполнять сливные патрубки 5. Уровень металла над сливными патрубками поднимают до тех пор, пока не накопится объем, способный образовать устойчивый барометрический феррозатвор на участке над сливными патрубками 5. С началом образования барометрического феррозатвора затравки опускают до уровня их рабочего положения, а с расплавлением уплотнительных колпачков и началом заполнения кристаллизаторов 4 вводят в работу всю систему действия механизма МНЛЗ, в том числе возвратное поступательное перемещение промежуточного ковша 1 вдоль кристаллизаторов.
Регулирование расхода расплава металла по отдельным кристаллизаторам осуществляется путем наклона промежуточного ковша в ту или иную сторону, а полное прекращение поступления металла в кристаллизатор осуществляется путем подъема одного торца ковша вверх.
Полное освобождение ковша от расплава осуществляется путем максимального наклона ковша в сторону сливных патрубков 5, а оставшуюся часть расплава сливают в кристаллизаторы при помощи аварийного шибера 8 через временно установленный лоток под днищем ковша.
При наличии датчиков показания расположения уровней расплава в кристаллизаторах управление распределением расплава по кристаллизаторам может быть поручено автоматическому режиму управления разливкой.
Скорость возвратно-поступательного перемещения ковша вдоль кристаллизатора подбирается в зависимости от температуры перегрева металла, поступающего в кристаллизатор и от размеров длины и ширины кристаллизаторов. Форма погружной части сливных патрубков должна быть выполнена с учетом гидравлического сопротивления погружной части сливного патрубка движению расплава.
В основу изобретения положен прием вакуумирования расплава металла в потоке при разливке его на МНЛЗ. Не менее важным вариантом изобретения является возможность формирования широких слябинговых непрерывных слитков, достигающих двух и более метров в ширину.
Равномерное распределение расплава металла по всему проему кристаллизаторов позволит увеличить скорость разливки не менее чем в полтора-два раза, в сравнении с достигнутыми известными результатами. Улучшаются условия газоотвода из расплава и условия для всплытия к поверхности расплава шлаковых включений, а также позволит снизить ликвации и осевую пористость в слитке. Кроме того, позволяет устранить такие нарушения сплошности непрерывных слитков, как трещины, которые не устраняются полностью при деформации слитков прокаткой в горячем состоянии.
Это обусловлено изменением характера кристаллизации слитка по всему объему расплава металла в кристаллизаторе, за счет повышения степени отбора тепла стенками кристаллизаторов по всему его периметру. Жидкая лунка расплава в кристаллизаторе равномерно распределяется по всей ширине формирующего слитка.
В известных условиях разливки металла по кристаллизаторам жидкая лунка в формирующемся слитке имеет форму факела, уходящего в глубь формирующего слитка до 15 метров. А в предложенном изобретении, при получении весьма широких литых заготовок и относительно небольшой толщины, расплав металла кристаллизуется почти полностью до выхода его из кристаллизатора.
Предложенное изобретение может быть внедрено без вложения в него больших капитальных затрат и дать высокий экономический эффект при его внедрении в металлургической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 1991 |
|
RU2025200C1 |
| Установка для внепечного рафинирования | 1981 |
|
SU1041580A1 |
| СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 1993 |
|
RU2071977C1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| СТЕНД ДЛЯ ОБРАБОТКИ СТАЛИ РАФИНИРОВОЧНЫМИ ШЛАКАМИ | 1997 |
|
RU2130497C1 |
| СПОСОБ НЕПРЕРЫВНОГО НАМОРАЖИВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2264276C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |

Изобретение относится к металлургической промышленности, в частности к установкам непрерывной разливки металла. Промежуточный ковш содержит емкость, выполненную из трех частей с одним подом, двух боковых и центральной. Центральная часть служит для приема металла. Боковые части выполнены в виде отдельных вакуум-камер, нависающих своими выпускными отверстиями над кристаллизаторами. Боковые части сообщаются с центральной посредством каналов, выполненных на уровне подины. Промежуточный ковш выполнен с возможностью его перемещения вверх или вниз или перемещения вверх или вниз одной из его торцевых сторон. Промежуточный ковш выполнен с возможностью его перемещения вдоль кристаллизаторов. Изобретение позволяет упростить конструкцию промежуточного ковша, уменьшить габариты устройства, уменьшить потери тепла при разливке металла, свести к минимуму угрозы появления аварийных ситуаций. 4 ил.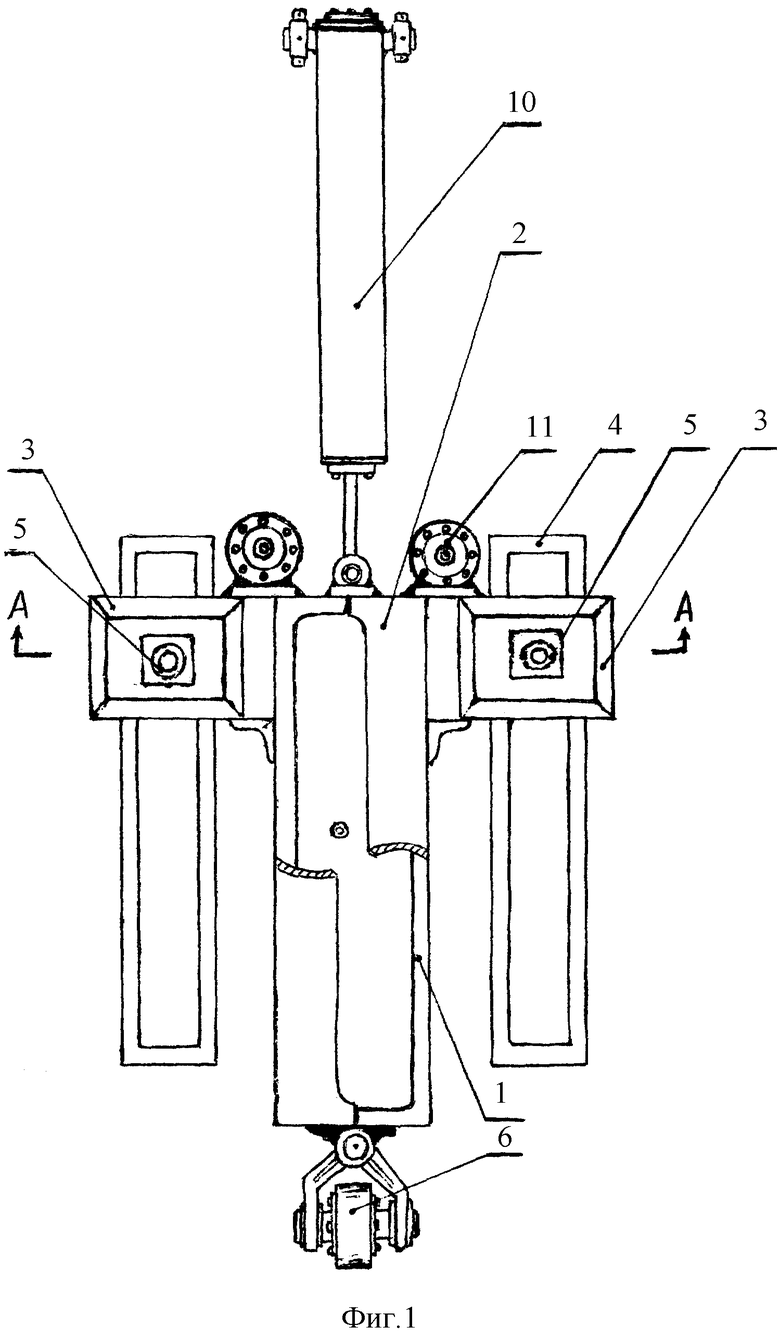
Комбинированный бесстопорный промежуточный ковш машины непрерывного литья заготовок, содержащий футерованную огнеупором емкость, выполненную из трех частей с одним подом, двух боковых и центральной, служащей для приема металла, сливные патрубки, опорные катки, цилиндрический гидропривод и вакуумную установку для вакуумирования расплава в потоке при разливке его по отдельным кристаллизаторам, отличающийся тем, что боковые части емкости выполнены в виде отдельных вакуум-камер, нависающих своими выпускными отверстиями над кристаллизаторами и сообщающихся с центральной посредством каналов, выполненных на уровне подины, при этом промежуточный ковш выполнен с возможностью его перемещения вверх или вниз или вниз или вверх одной из его торцевых сторон посредством домкратов, опирающихся на катки, выполненные с возможностью перемещения промежуточного ковша вдоль кристаллизаторов посредством гидроцилиндров, а каждая из вакуум-камер снабжена порогами и газоплотной крышкой с вмонтированным в ней подводом, предназначенным для гибкой магистрали вакуумного разряжения.
| RU 2063839 C1, 20.07.1996 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1993 |
|
RU2029657C1 |
| RU 94003906 A1, 27.08.1996 | |||
| US 3840062 A, 08.10.1974 | |||
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2060858C1 |
| Огнетушитель | 0 |
|
SU91A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

