10
15
мере обкатки () увеличивается, степень отделения стенки трубы от оправки, т.е. уменьшается усилие Р. , необходимое для преодоления сил трения покоя между трубой и оправкой. Начало извлечения, т.е. относительного смещения трубы и оправки (V V ), йроисходит в тот момент, когда тормозное осевое усилие и уменьшающаяся с каждым проходом сила Р трения покоя станут равными, где i - номер минимально необходимого количества проходов при обкатке (в отличие от известного способа);
Использование предлагаемого способа позволяет повысить производительность процесса извлечения оправок за счет сокращения количества проходов.
Формула изобретения
Способ извлечения оправок после от; максимального тянущего усилия вал- 25 прокатки труб, включакнций винтовую ков. Косорасположенные валки 1, на- обкатку валками трубы с закатанной
вниз оправкой в несколько проходов и стягивание трубы валками с удерживаемой в осевом направлении оправки, отличающийся тем, что, с целью повышения производительности, при каждом проходе к оправке прикладывают тормозное усилие, составляющее О,4...О,8 от наибольшего тянущеИзобретение относится к трубопрокатному производству, в частности к извлечению закатанных оправок из труб.
Цель изобретения - повьш1ение производительности.
На чертеже приведена схема, поясняющая сущность способа.
При каждой винтовой обкатке трубы с закатанной в ней оправкой к последней прикладывают тормозное осевое усилие, составляющее 0,4-0,8 от максимально возможного в каждом конкретном случае тянущего усилия валков. Тормозное усилие F, приложенное к оправке, не превышает 0,8 от максимального тянущего усилия валков для обеспечения надежного и безостановочного (V ) извлечения. Для обеспечения извлечения оправки с одного нагрева и увеличения производительности процесса тормозное усилие к оправке прикладывают не менее 0,4
строенные по наружному диаметру обкатываемой трубы 2, с обжатием по диаметру в пределах 1-1,5 мм захватывают и обкатывают трубу с закатанной в ней оправкой 3. После захвата трубы и начала ее обкатки к оправке при- кладывают тормозное усилие F, сос20
30
тавляющее 0,4-0,8 от максимально возможного тянущего усилия валков. По
го усилия валков.
Составитель Л. Матурина
Редактор В. Петраш Техред А.Кравчук Корректор М. Демчик
....--.-.---..-j.«-.-
Заказ 3427/11 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.. 4/5
, Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
го усилия валков.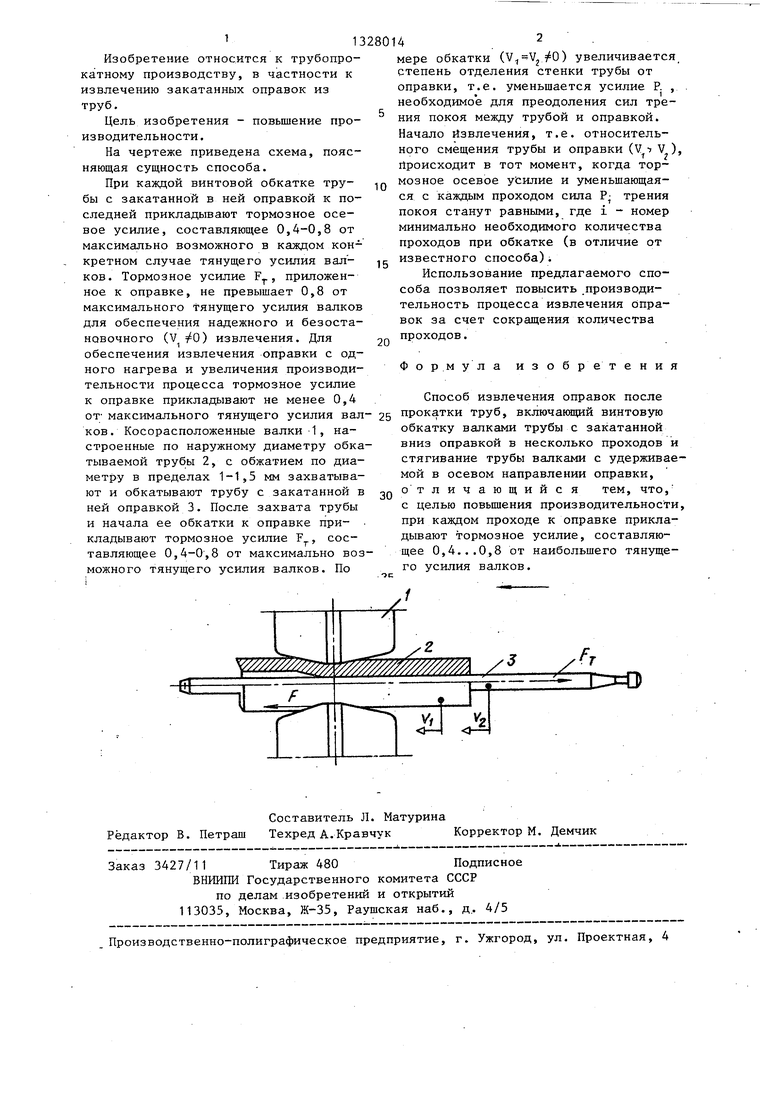
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2311978C2 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2318622C2 |
| Способ прокатки труб | 1983 |
|
SU1113193A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2288057C1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
Изобретение относится к трубопрокатному производству и касается извлечения оправок из труб после прокатки. Цель изобретения - повышение производительности. После прокатки трубу с закатанной оправкой подвергают винтовой обкатке валками в несколько проходов. При каждом проходе к оправке прикладывают тормозное усилие, составляющее О,4...О,8 от наибольшего текущего усилия валков . Это позволяет сократить число проходов и тем самым время операции. 1 ил.
| Механизм для извлечения оправок | 1960 |
|
SU135458A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
