(54) ЗАДНИЙ СТОЛ НЕПРЕРЫВНОГО ТРУБОПРОКАТНОГО
ОТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного оправочного трубопрокатного стана | 1991 |
|
SU1794512A1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1984 |
|
SU1222337A1 |
| Оправка для продольной прокатки труб | 1978 |
|
SU1022761A1 |
| Задний стол непрерывного трубопрокатного оправочного стана | 1986 |
|
SU1323147A1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| Способ продольной прокатки труб | 1978 |
|
SU1022760A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
Изобретение относится к трубопрокатному производству и касается усовершенствования оборудования трубопрокатной установки с непрерывным оправочным ста ном, где в технологическом потоке обязательной операции извлечения длинно оправки из трубы после непрерывного стана создаются трудности с повышением производительности, сокраш;ением времени нахождения оправки в трубе, уменьшением коэффициента расхода металла труб и энергозатрат на промежуточные подогревы труб перед их последующим редуцированием или калиброванием. Изобретение наиболее эффективно может использоваться на современных высокопроизводительных трубопрокатных установках с непрерывным станом для массового производства бесшовных труб малого диаметра с тонкой стенкой, в составе которых предусмотрены редукционно- эастяжные станы. Известен задний стол оправочного непрерывного стана, имеющий желоб приема трубы совместно с оправкой и поперечно отходящие от желоба передаточные устройства к оправкоиз.влекателю l. Недостаток известной установки низкая производительность - обусловлен использованием в нем одинарного оправкоизвлекателя. Кроме того, при существующей схеме извлечения оправки существенно деформируется задний конец трубы, который после отрезки идет в отходы, а также значительно охлаждение трубы, особенно в местах контакта ее с передаточными устройствами, подведенными к оправкоизвлекателю. Это приводит к местному схватыванию металла трубы с поверхностью оправки, обуславливающему аварийные ситуации на оправкоизвлека теле, и предопределяет значительный разогрев поверхностного слоя оправки, который, чередуясь с последующим охлаждением, приводит к растрескиванию по-. верхностного слоя оправок, сокращая срок их использования. Наряду с этим, из-аа переохлаждения труб увеличиваются энёпгоаатраты на их. подогрев перед редуцированием или калиброванием.
Известны также более производительные трубопрокатные установки, имеющие двухниточный оправкоизвлекатёль, связанный поперечным передатчиком с обычным желобом непрерывного стана С23 .
Наиболее близким к предлагаемому является задний стол непрерывного трубопрокатного стана, имеющий продольный желоб с неодинаковым наклоном сторон, дном, смещенным вниз от оси прокатки в сторону передачи труб к последующему технологическому оборудованию транспортерами поперечного перемещения 3
Основной недостаток такой трубопрокатной установки проявляется в ограничённык технологических возможностях по дальнейшему повыщению производительности. Это объясняется тем, что даже наиболее производительный сдвоенный оправкоизвлекатёль при современном уровне интенсификации производства также является узким местом технологического потока трубопрокатной установки Кроме того, в трубопрокатной установке неус ранены также такие недостатки, как повышенный коэффициент расхода меfiajtta; возможность местного переохлаждения труб, обуславливающая трудности и аварийные ситуации на операции оправко звлечения, а также повышенные энергзатраты на подогрев труб перед последующим их редуцированием или калиброванием,
Целью изобретения является расширение технологических возможностей по повышению производительности, уменьшению коэффициента расхода металла труб и увеличению срока использования оправо путем создания возможности выбора направления транспортирования гильзы с оправкой после прокатки.
Задний стол непрерывного трубопрокатного стана, содержащий продольный желоб с наклонными сторонами и транспортёр поперечного перемещения гильзы с оправкой, согласно изобретению, снабжен установленным соосно дну желоба с возможностью перемещения относительно его наклонных сторон демпфирующим меканизмом останова оправок, тянущими роликами, трубосъемочным блоком клетей и приводными рычагами, шарнирно закрепленными над желобом и образующими с ним распределительную проводку.
Таким образом, обеспечивается более гибкая технологическая схема трубопрокатной установки в целом с расширением ее возможностей на повьш ение производительности за счет возможности извлечения оправки в линии непрерывного стан и независимой от этого передачи следую.щей гильзы к оправкоизвлекателям.
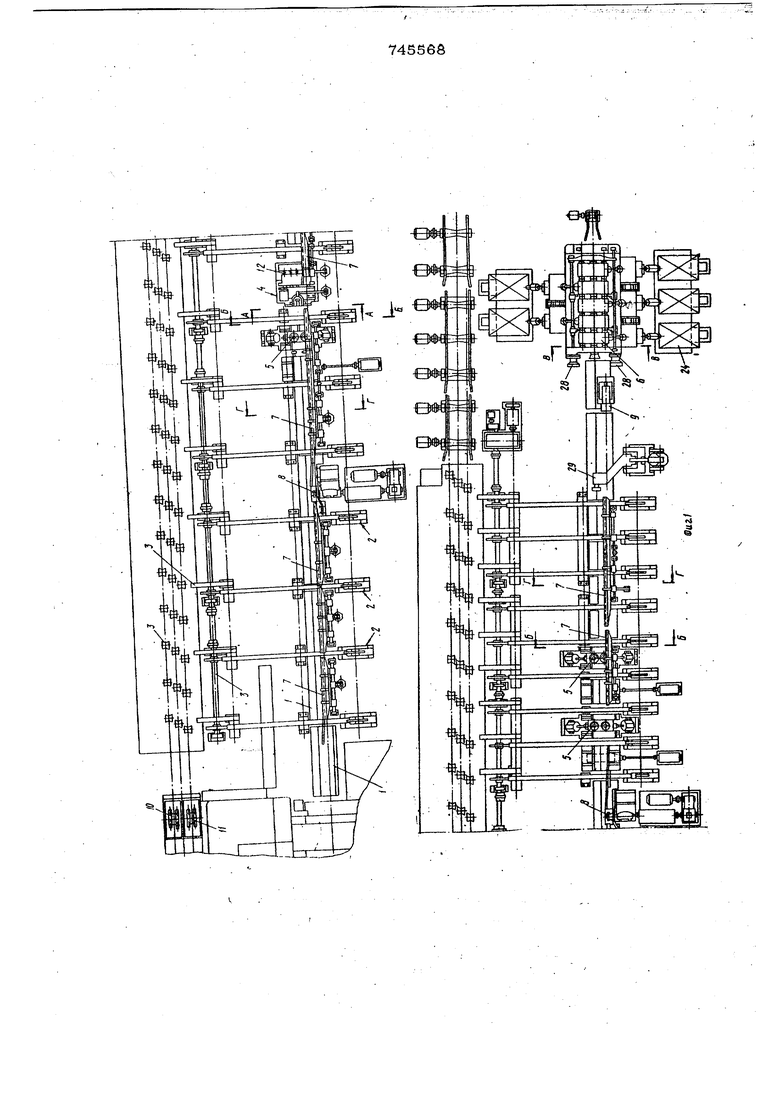
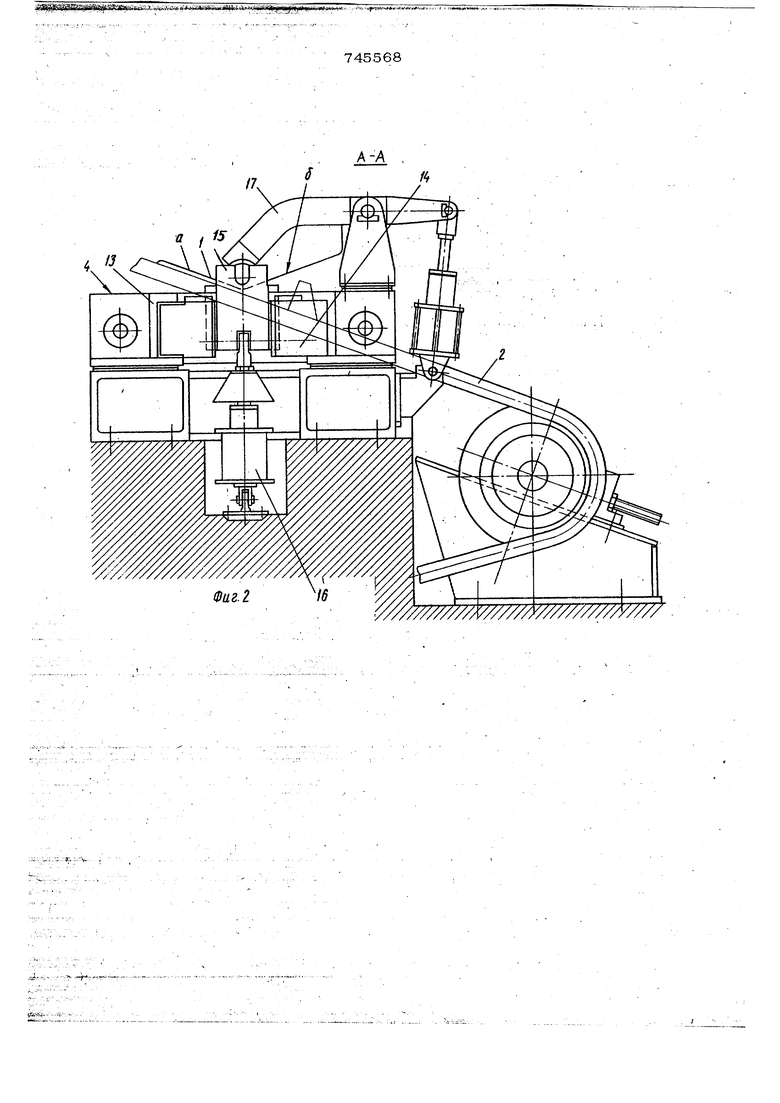
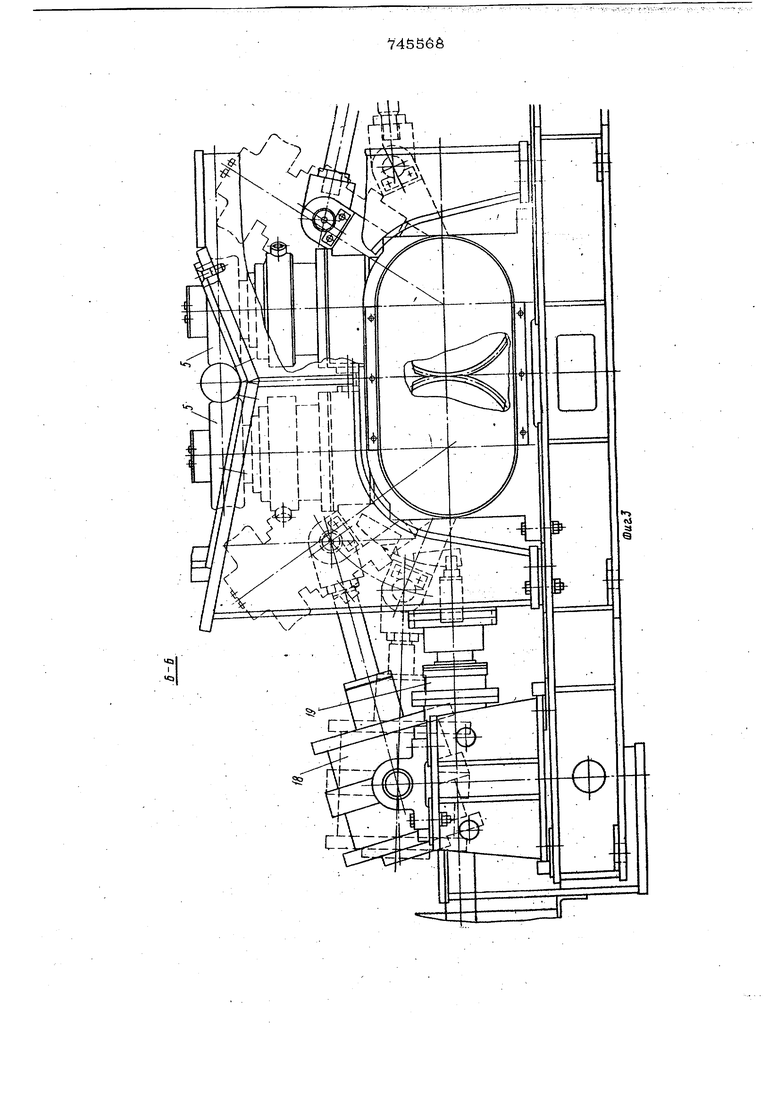
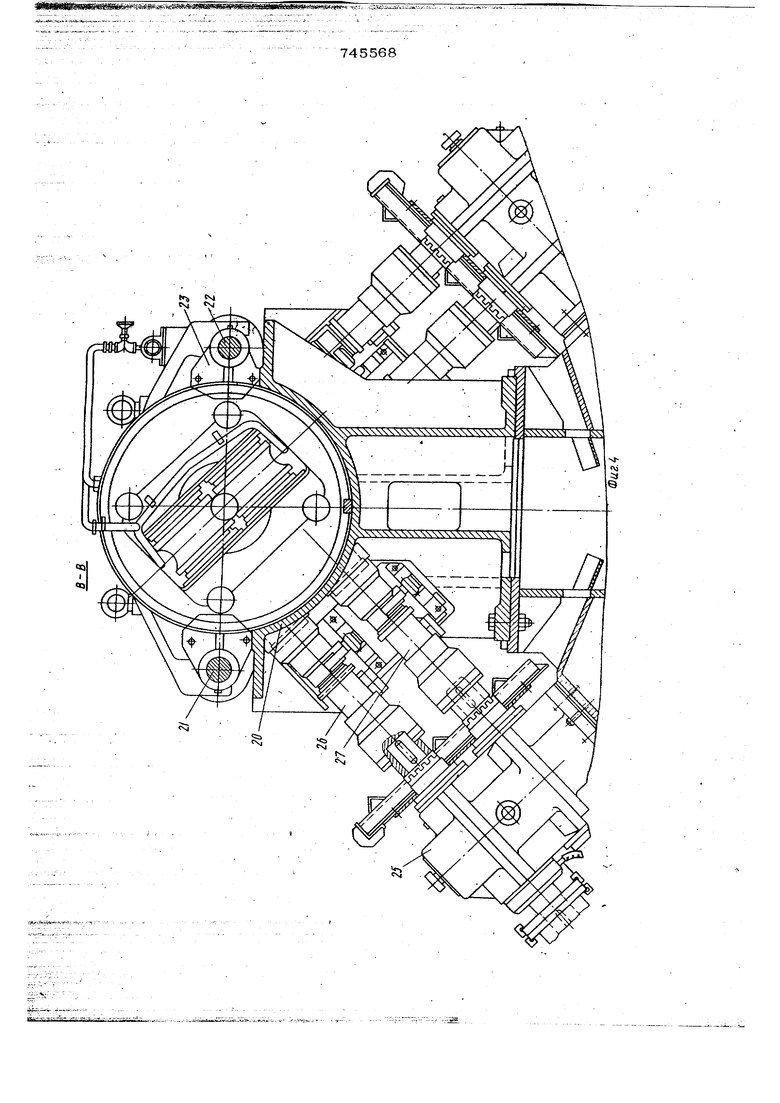
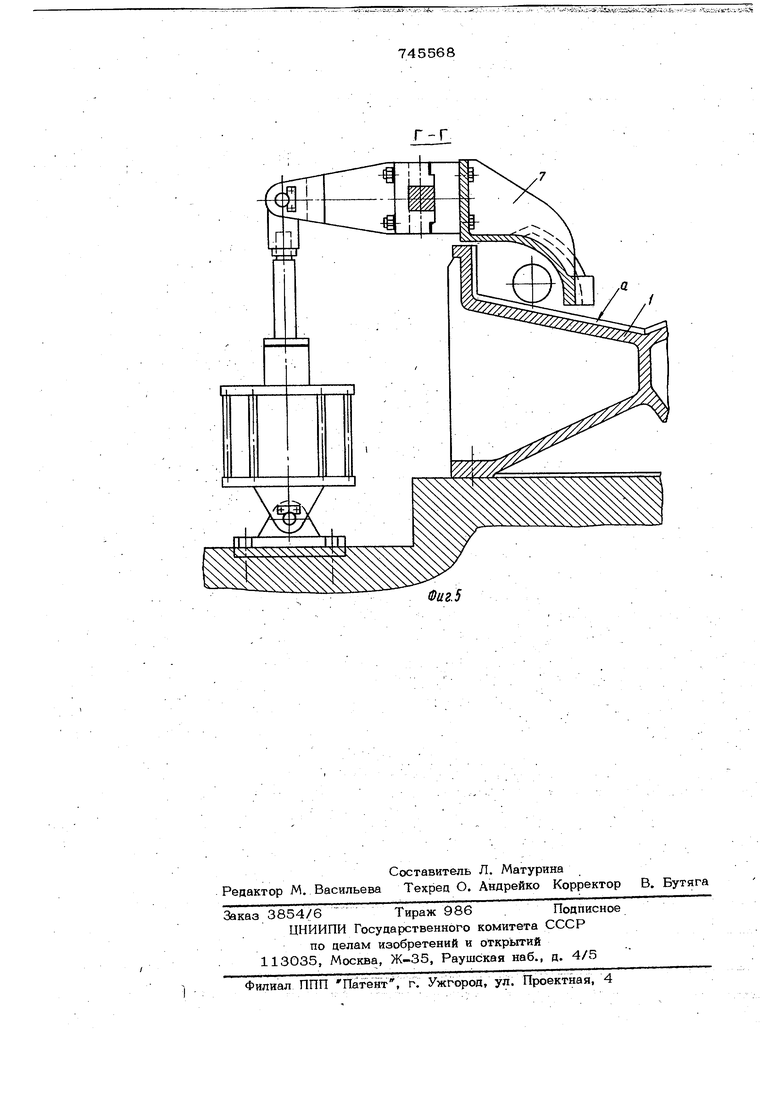
На фиг. 1 изображен задний стол непрерывного трубопрокатного стана; на фиг. 2 - разрез А-А фиг. 1; на фиг, 3 разрез Б-Б фиг. 1; на фиг, 4 - разрез В-В фиг. 1; на фиг. 5 - разрез Г-Г фиг.
дний стол непрерывного трубопрокатного стана включает V -образнЬгй желоб 1 с наклонными сторонами а и б, поперечно отходящие от желоба транспортеры 2, подведенные к передаточным устройствам 3, технологически связанным с оборудованием возврата оправок в непрерывный стан и последующего редукционного или калибровочного станов, установленные с возможностью перекрещения относительно наклонных сторон желоба демпфирующий мезсанизм 4 останова оправок, тянущие ролики 5 и размещенный за желобом трубообжимной блок клетей 6 безоправочной прокатки и шарнирно закрепленные над желобом приводные рычаги 7, образующие распределительную проводку. В проводку встроен роликовый механизм 8 и за ней размещен упор 9,
Непрерывный оправочный стан трубопрокатной установки имеет сдвоенный оправкоизвлекатёль 10, 11.
Демпфирующий механизм 4 останова оправок имеет батарею пружин 12, установленных во взаимодействии со станиной 13 и подвижным относительно станины ползуном 14, несущим приводной шибер 15. Один конец шибера шарнирно соединен с пневмоприводом 16, а другой конец выполнен с открытым вверх пазом, соответствующим утоненной части хвостовика оправки. Над шибером имеется приводной ограничитель 17, который после перемещения навстречу шиберу исключает произвольный выброс, хвостовика оправки из паза шибера. От действия пневмопривода шибер может выдвигаться выше уровня наклонных сторон а и б желоба, чтобы осуществлять захват хвостовика оправки, или опускаться ниже уровня наклонных сторон, 1тобы дать возможность попасть трубе с оправкой в смещенную в одну сторону от оси непрерывного стана постель приема трубы с оправкой, а также для обеспечения последующей передачи оправки или трубы совместно с оправкой действием транспортеров 2. 57 Тянущие ролики 5 имеют пневмоприюд 18 для их синхронного сведения и )азведения. В сведенном положении тянуцие ролики выступают йад наклонными сторонами а и б желоба, а в разведенном положении располагаются ниже его наклонных сторон. Для вращения тянущий роликов служит электропривод 19. Один комплект тянущих роликов установлен перед демпфирующим механизмом, а два комплекта размещены в промежутке между демпфирующим механизмом и трубообжимным блоком клетей. Трубообжимной блок клетей безоправочной прокатки по отношению к шиберу демпфирующего механизма останова оправок расположен на расстоянии, несколь ко превышающем длину оправки. Такое расположение позволяет прокатывать сви сающий с оправки передний конец в трёх и более клетях трубообжимного блока, чтобы обеспечить надежное тянущее усилие в трубе перед осуществлением останова оправки демпфирующим механизмом и последующим стаскиванием трубы с ос тановленной оправки. В конкретном примере осуществления в трубообжимноМ блоке предусмотрено пять круглыхклетей с двумя валками. Оси вращения валков в боседних клетях расположены под углом 90, а по отношению к горизонту под углом 45°. Все клети установлены на центрирующем постаменте 20 с возможностью перемещения вдоль постамента от действия привод ных штанг 21 и 22, несущих на себе рычаги 23, вставленные своими концайи между парами клетей. Для каждой пары валков трубообжимного блока имеется индивидуальный элек ропривод 24 с шестеренной клетью 25 и парой шнинделей 26 и 27, снабженных каждый механизмом включения - отключ Штанги 21 22 приводятся гидроци- линдром 28. В промежутке между трубообжимным блоком клетей и приводным рычагом пре дусмотрен опускающийся упор 29, перек рывающий постель,, приема труб с оправками. Устройство работает следующим обра зом. При осуществлении технологического процесса по варианту, предусматривающе му пропуск всех труб через трубообжим- нл блок клетей 6, приводные рычаги 7 S в исходном положении опущены, образуя с наклойной поверхностью а желоба распределительную проводку. Роликовые меха низмы 8 включены на транспортирование трубы, шибер 15 демпфирующего механизма 4 опущен пневмоприводом 16 ниже наклонных поверхностей а и б V -образного желоба, а приводной ограничитель 17 поднят в верхнее положение. Тянущие ролики 5 разведены пневмодилиндром 18 и вращаются электроприводом 19, валки каждой клети постоянно вращаются электроприводами 24, опускающийся упор 29 поднят в верхнее положение. Из непрерывного оправочного стана труба с находящейся в ней оправкой попадает в распределительную проводку, перемещаясьот стана роликовыми механизмами 8. При отключении роликовых механизмов и одновременном повороте силовым цилиндром приводных рычагов 7 в верхнее крайнее положение труба с оправкой, продолжая по инерции удаляться от непрерывного стана, одновременно скатывается по накло1Ь1ой поверхности а желоба и попадает в смещенную по одну сторону от непрерывного стана постель, образованную наклонными сторонами а. и б желоба. Нахождение трубы с оправкой может контролироваться и, например, по сигналу от фотореле пневмопривод 18 сводит тянущие ролики 5, которые захватывают трубу с оправкой и обуславливают подачу их к трубообжимному блоку клетей 6. Одновременно с этим роликовые механизмы 8 включаются на транспортирование последующей трубы, приводные рь1ча- ги 7 возвращаются в исходное нижнее положение, образуя с желобом распределительную проводку, и последующая труба принимается последней в то время, когда предыдущая труба начинает прокатываться в ТрубообжимноМ блоке клетей 6. При этом хвостовик оправки захватывается ся шибером 15 демпфирующего механизма .4, а приводной ограничитель 17 опущен и исключает произвольный выброс Хвостовика оправки из паза шибера. Энергия движущихся масс (труба и оправка) гасится батареей пружин 12. Свисающий с оправки передний конец трубы до момента останова оправки прокатывается не менее, чем в трех клетях трубообжимного блока, что обеспечивает достаточ- , ное тянущее усилие для стягивания трубы с остановленной оправки. Прокатанная труба из трубообжимного блока поступает по транспортному рольгангу и последующему редукционному или калибровочному стану. Шибер демпфирующего механизма 4, ограничитель 17, тянущие ролики 5 приводятся в исходное положение. Включаются транснортеры 2, которые передают оправку из постели к передаточным устройствам 3. С передаточных устройств оправка передается к оправкоизвлекателю 10 или 11, транспортирующему оправку к непрерывному стану. , По второму варианту часть труб после непрерывного оправочного стана стаскивается с остановленной оправки трубоо жимным блоком клетей 6, а другая част труб в чередовании с первой поступает к оправкоизвлекателю Ю и 11, где оправки извлекаются и возвращаются к непрерывному стану, а трубы после отрезки смятого Конца направляются к реаукционному или.калибровочному стану. По третьему варианту, когда, не прек ращая процесса производства труб, возникла необходимость перевалки клетей трубообжимного блока безоправочной прокатки, все трубы после непрерьгоного оправочноГо стана посредством транспортеров 2 могут передаваться из V .-образного желоба 1 сразу же к оправкоизвлекателю 10 или 11, где оправки извлекаются обычным путем. Смятые задние кон цы труб отрезаются ста циона:рными пилами. Перевалка клетей трубообжимного блока клетей осуществляется независимо от потока пхзпкатываемых труб. Таким образом, предлагаемое устройство обеспечит расширение copти ieнтa прокатываемых труб, увеличение производительности и снижение расходного коэффициента. Формула изобретения Задний СТОЛ непрерывного трубопрокатного стана, содержащий продольный желоб С неодинаковым наклоном сторон и транспортер поперечного перемещения, тильзы с оправкой, отличающий - с я тем, что, с целью создания возможности, выбора направления транспортировакия гильзы с оправкой после прокатки и, тем самым, расширения технологических возможностей трубопрокатного агрегата, он снабжен установленным соосно дну желоба с возможностью перемещения относительно его наклонных сторон демпфирующим механизмом останова оправок, тянущими роликами, трубосъемочным блоком клетей и приводными рычагами, шарнирно закрепленными над желобом и образующими с ним распределительную проводку. Источники информации, принятые во внимание при экспертизе 1.Спиваковский Л. Н. и др. Черная еталлургия капиталистических стран, ., 1970, с. 131-141, рис. 39. 2.Шевакин Ю. Ф. и др. Производство руб, М., 1968, с. 201, рис. 105. 3.Авторское свидетельство СССР 196693, кл. В 21 В 39/04, 1966.
745568 A-A
,.||
/////////2// ///////y/////////// ,
745568
745568
