1 1
Изобретение относится к области сварки, предназначено преимущественно для сварки конструкционных ста лей с дополнительной защитой углекис лым газом и обеспечивает получение сварных швов с высокими прочностными и пластическими свойствами и низким уровнем остаточных напряжений без проведения термообработки.
Цель изобретения - повышение сва- рочно-технологических свойств порошковой проволоки, прочностных и пластических свойств металла шва при пониженном уровне остаточных напряжений и деформаций в сварных конструкциях .
Шихта может быть использована как наполнитель порошковых проволок для сварки низкоуглеродистых и низколегированных сталей, в частности, для сварки продольных швов труб, кольцевых стыков трубопроводов, заварки де фектов труб без последующей термообработки. Предлагаемая шихта обеспечивает получение более высоких прочностных и пластических свойств сварных соединений при пониженных напряжениях и деформациях, достигаемых за счет получения металла шва со структурой низкоуглеродистого никелевого мартенсита.
При охлаждении металла шва после сварки в нем протекает мартенситное V - об -превращение, сопровождающееся увеличением объема и повышенной пластичностью метаЛла, что обеспечивает релаксацию накопленных напряжений. При сварке обеспечивается высокая стабильность горения дуги, хорошее формирование наплавленного металла, легкая отделяемость шлаковой корки и малое разбрызгивание электродного металла.
Для получения мартенсита замещения в структуре металла щва шихта содержит 16-23 мас.% никеля и 6 - 10 мас.% марганца. При.суммарном содержании никеля и марганца меньше 26 мас.% не удается получить чисто мартенситную.структуру. В наплавленном металле появляется массивньш фер рит, в результате чего металл шва имеет склонность к разрушению по типу внутрикристаллического скола. Наличие в шихте менее 16 мас.% никеля не обеспечивает необходимой пластичности, вследствие чего падает ударна вязкость металла шва. Легирование
281
10
15
20
25
30
35
40
45
50
55
242
никелем снижает сопротивляемость кристаллической решетки движению свободных дислокаций и уменьшает энергию взаимодействия дислокаций с атомами внедрения (углерода), поэтому облегчается релаксация напряжений и уменьшается склонность металла шва к хрупкому разрушению. Нижний предел содержания марганца (6 мас.%) определяется началом его положительного влияния на увеличение технологической прочности металла шва в процессе кристаллизации. Введение в шихту марганца при соблюдении отношения Ni/Mn 1,6-3,85 обеспечивает повышение стойкости наплавленного металла против образования горячих трещин за счет связывания примесной серы в тугоплавкий сульфид марганца (Тпд 1620 С), что препятствует образованию легкоплавких сульфидов железа и никеля и их эвтектик, являющихся одной из главных причин образования горячих . При отношении содержания никеля к марганцу меньшем 1,6 происходит охрупчивание металла шва, поскольку железомарганцевый мартенсит имеет пониженные пластические свойства. В результате снижается ударная вязкость металла щва и повышаются остаточные на правления и деформации .
При отношении Ni/Mn больше 3,85 снижается стойкость металла шва против образования горячих трещин за счет образования при его кристаллизации легкоплавких эвтектик сульфида железа и никеля (Т„д 690 С). Введение в шихту порошковой проволоки более 23 мас.% никеля нецелесообразно, поскольку он ухудшает пластические свойства, в частности ударную вязкость, так как в металле наблюдается межзеренное разрушение, очагами которого являются трещины кристаллизационного типа. Введение в шихту более 10 мас.% марганца ухудшает пластичность металла шва вследствие значительных искажений решетки твердого раствора и повышения твердости. При суммарном содержании никеля и марганца более 29 мас.% прочность металла шва возрастает, а пластичность и ударная вязкость падают за .счет увеличения степени закрепления дислокаций.
Хром при содержании 1-3,5 мас.% упрочняет одновременно матрицу и границу зёрен, в связи с этим при воз- i растании прочности пластичность и ударная вязкость практически не меняются. Введение хрома более 3,5мас. приводит к охрупчиванию границ зерен и межзеренных прослоек за счет появления избыточного количества карбидов, вследствие чего резко снижаются пластичность и ударная вязкость, склонность металла шва к релаксации напряжений. При содержании хрома менее 1 мас.% наблюдается межзеренное разрушение, очагами которого являются трещины кристаллизационного типа.
Молибден и ванадий, вводимые в состав шихты в виде ферромолибдена и феррованадия, связывают примесный углерод и карбиды и выводят его из твердого раствора. Необходимость свя зьшания углерода и ограничения его содержания в наплавленном металле до 0,09 мас.% вызвана тем, чтр углерод образует твердые растворы внедрения (атмосферы Котрелла), которые блокируют свободные дислокации. За- крепление дислокаций повьшает сопротивление пластической деформации и, следовательно, снижает релаксационную способность мартенсита.
При введении в шихту 1,5-3,5 мас.% 30 мельчанию зерна первичной кристаллизации. Ввиду чрезвычайно малой растворимости бора в металлах и сплавах, а также способности бора как поверхностно-активного элемента обогащать границы зерен и другие места скоп- лений несовершенств кристаллической решетки, образование боридов имеет место уже при очень малых содержаниях бора в наплавленном металле (0,001 мас.%). Образуя тугоплавкие соединения с металлами, азотом и кислородом, бор будучи активным рас- кислителем, одновременно действует как активный модификатор, особенно при совместном введении с титаном. При содержании ферробора в шихте более 1 мас.% в наплавленном металле наблюдается укрупнение зерна и появление боридной эвтектики, располага- кнцейся по границам зерен, что приводит к значительному снижению пластических свойств металла шва. Нижний предел содержания ферробора (0,05 мас.%) ограничивается началом
ферромолибдена повьш аются прочностные свойства шва, стойкость против образования горячих трещин, сопротивляемость хрупкому разрушению. При введении ферромолибдена менее 1,5 мас.% 35 существенного действия на указанные свойства не отмечено. Пов1гдиение содержания ферромолибдена в шихте свыше 3,5 мас.% вызывает охрупчивание металла шва при температурах старе- 40 ния (450-550°С).
Феррованадий, вводимьш в количестве 1-1,5 мас.% связывает примесньй углерод в карбиды, препятствует рос- ту зерна при нагреве, улучшает механические свойства металла шва при комнатной и пониженной температурах. Содержание феррованадия в шихте менее 1 мас,% не обеспечивает полного о связывания углерода в карбиды. Введение феррованадия более 1,5 мас,% сни- .жает ударную вязкость металла пша за счет выделения частиц фазы Лавеса.
Содержащийся в количестве 1-2мас. проявления модифицирующего действия, ферроиттрий позволяет повысить релак- Ферросилиций в количестве 2-4 мае.5 сационную способность мартенсита и механические свойства за счет очищения границ зерен от примесей. Иттрий,
вводимый совместно с марганцем, обеспечивает в процессе сварки растекае- мость металла, предупреждает порисобладая высоким сродством к кислоро- ду и сере, благоприятно изменяет состав, форму и расположение неметаллических включений. Нижний предел (1 мас.%) ограничивается началом эффективного действия на указанные свойства, а верхний (2 мас.%) - когда эффективность введения ферроиттри становится максимальной.
Введение в пшхту порошковой проволоки ферротитана в количестве 0,5- 4 мас.% предупреждает выгорание других легирующих элементов, обеспечивает мелкозернистую структуру металла шва, способствует разрушению сульфид ных прослоек. При содержании ферротитана в шихте более 4 мас.% в наплавленном металле появляются сложные титанистые фазы, которые колониями или группами оконтуривают границы первичных кристаллитов, что приводит к снижению СТОР1КОСТИ против образования горячих треш;ин. Введение ферротитана менее 0,5 мас.% заметного влияния на свойства металла шва не оказывает.
Г
Ферробор, вводимый в количестве 0,05-1 мас.% способствует измельчанию зерна первичной кристаллизации. Ввиду чрезвычайно малой растворимости бора в металлах и сплавах, а также способности бора как поверхностно-активного элемента обогащать границы зерен и другие места скоп- лений несовершенств кристаллической решетки, образование боридов имеет место уже при очень малых содержаниях бора в наплавленном металле (0,001 мас.%). Образуя тугоплавкие соединения с металлами, азотом и кислородом, бор будучи активным рас- кислителем, одновременно действует как активный модификатор, особенно при совместном введении с титаном. При содержании ферробора в шихте более 1 мас.% в наплавленном металле наблюдается укрупнение зерна и появление боридной эвтектики, располага- кнцейся по границам зерен, что приводит к значительному снижению пластических свойств металла шва. Нижний предел содержания ферробора (0,05 мас.%) ограничивается началом
проявления модифицирующего действия, Ферросилиций в количестве 2-4 мае.5
вводимый совместно с марганцем, обеспечивает в процессе сварки растекае- мость металла, предупреждает пористость, исключает шлаковые включения за счет образования легкоплавких продуктов раскисления. Содержание ферросилиция в шихте мене 2 мас.% оказывается недостаточным для образования легкоплавких продуктов раскисления. Введение ферросилиция более 4 мас.% повышает склонность металла -шва к хрупкому разрушению за счет дисперсионного твердения при температурах ста-10 ным положительным эффектом.
рения (450-550 С).
Шлакообразующая часть шихты, состоящая из 2-5 мас.% мрамора,7-14 мас.% рутилового концентрата и 7-17 мас.%
флюорита, позволяет интенсивно обра- 15 талл шва с лучшими эксплуатационными
ботать металл сварочной ванны шлаком и снизить содержание газов и неметаллических включений. Введение мрамора и флюорита в указанных пределах
позволяет получить шлак основного типа, 20 лаксацию напряжений в шве и основном
что благоприятно сказьшается на его способности удалять из расплавленного металла такие вредные примеси, как сера и фосфор. Введение рутилового концентрата в количестве 7-14 мае.%25 вой проволоки (составы 1-3) и сос- обеспечивает устойчивое горение тав с запредельным содержанием ком- дуги в широком диапазоне токов, улуч- понентов (составы 4-7). Хотя суммарметалле в процессе их охлаждения после сварки.
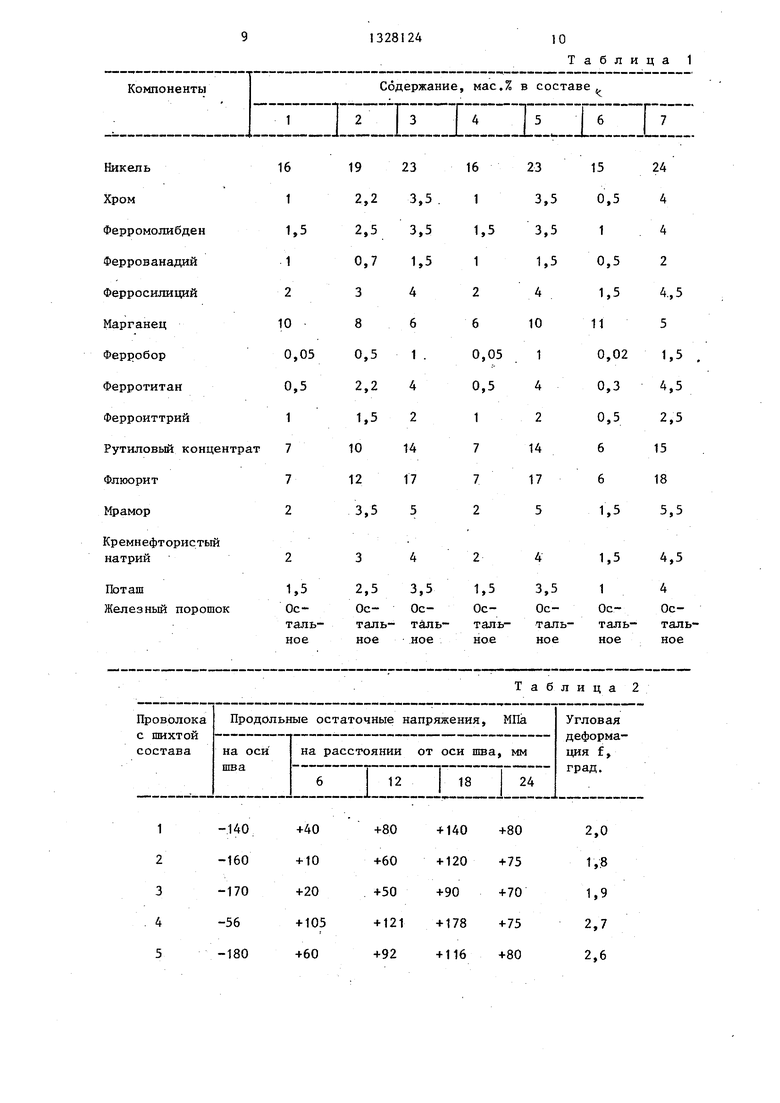
В табл.1 приведены варианты предлагаемых составов шихты для порошкошает формирование шва и уменьшает потери электродного металла на разбрызгивание. Входящий в состав шихты флюорит в количестве 7-17 мас.%, являясь флюсующим реагентом, обеспечивает минимальное содержание неметаллических включений в наплавленном металле, способствует равномерному плавлению сердечника и оболочки.При содержании мрамора менее 2 мас.% наблюдается образование жидкотекуче- го шлака, не обеспечивающего защиту
расплавленного металла. Введение мра- 40 волоки составляет 25-28%.
.мора более 5 мас.% ухудшает газопроницаемость и отделимость шлаковой корки.
Уменьшение содержания водорода в металле шва достигаетс я введением в состав шихты кремнефтористого натрия в количестве 2-4 мас.%. Введение кремнефтористого натрия более 4 маСо% вызывает нарушение стабильности горения дуги. При содержании кремнефтористого натрия менее 2 мас.% эффективность его действия оказывается недостаточной, возможно появление пор в металле шва.
С целью улучшения переноса электродного металла и снижения потерь на разбызгивание в состав шихты вводится поташ в количестве 1,5-3,5 мас.
1246
При плавлении оболочки и ишхты порошковой проволоки, содержащей поташ, значительно уменьшается время существования капель, их размеры. Нижний предел содержания поташа (1,5 мас.%) определяется началом заметного влияния на уменьшение разбрызгивания, а верхний предел С3,5 мас.% ) определяется максимальТаким образом, предлагаемь й состав шихты для порошковой проволоки наряду с повышенными сварочно-технологически- ми свойствами позволяет получить мехарактеристиками. В наплавленном металле достигается стуктура пластичного низкоуглеродистого никелевого мартенсита, который обеспечивает ревой проволоки (составы 1-3) и сос- тав с запредельным содержанием ком- понентов (составы 4-7). Хотя суммарметалле в процессе их охлаждения после сварки.
В табл.1 приведены варианты предлагаемых составов шихты для порошконое содержание никеля и марганца в составах 6 и 7 отвечает требованию
30 получения мартенситной структуры, однако отношение Ni/Mn не соответствует предлагаемому. Для составов 4 и 5 выполняется условие отношения Ni/Mn, но не выполнено условие сум35 марного их содержания.
В качестве оболочки для изготовления порошковой проволоки используют ленту из стали 08КП размером 15x0,8 мм Коэффициент заполнения порошковой проЛабораторные испытания порошковых проволок с известной и предлагаемой шихтой проводят путем определения остаточных напряжений и угловых дефор45 маций в сварных стыковых соединениях пластин размером 350x150x32 мм с V-образной разделкой кромок, стойкости металла шва против образования горячих трещин, ударной вязкости, проч50 ностных и пластических свойств металла шва при нормальной температуре, потерь на угар и разбрызгивание.
Определение остаточных напряжений и угловых деформаций производят по методике МВТУ 1J. Критерием оценки служит величина остаточных напряжений &о(.(МПа) и деформация от углового излома f (град).
71
Испытание на сопротивляемость металла шва образованию горячих трещин проводят на машине ЛТП 1-бМ. Критерием оценки является критическая скорость деформирования А (мм/мин).
Определение прочностных и пластических свойств металла шва проводят в соответствии с ГОСТом. Критерием оценки служит предел прочности бй(МПа) и относительное удлинение
в s(%).
При определении ударной вязкости из сварных соединений изготовляют об разцы Менаже (тип 1) размером ЮхЮх х55 мм с надрезом по центру шва. Критерием оценки служит величина ударной вязкости КСи (даДЖ/см).
Определение потерь электродного металла на угар и разбрызгивание про водят по известной методике. Критерием оценки служит коэффициент потер
Ч р(%).
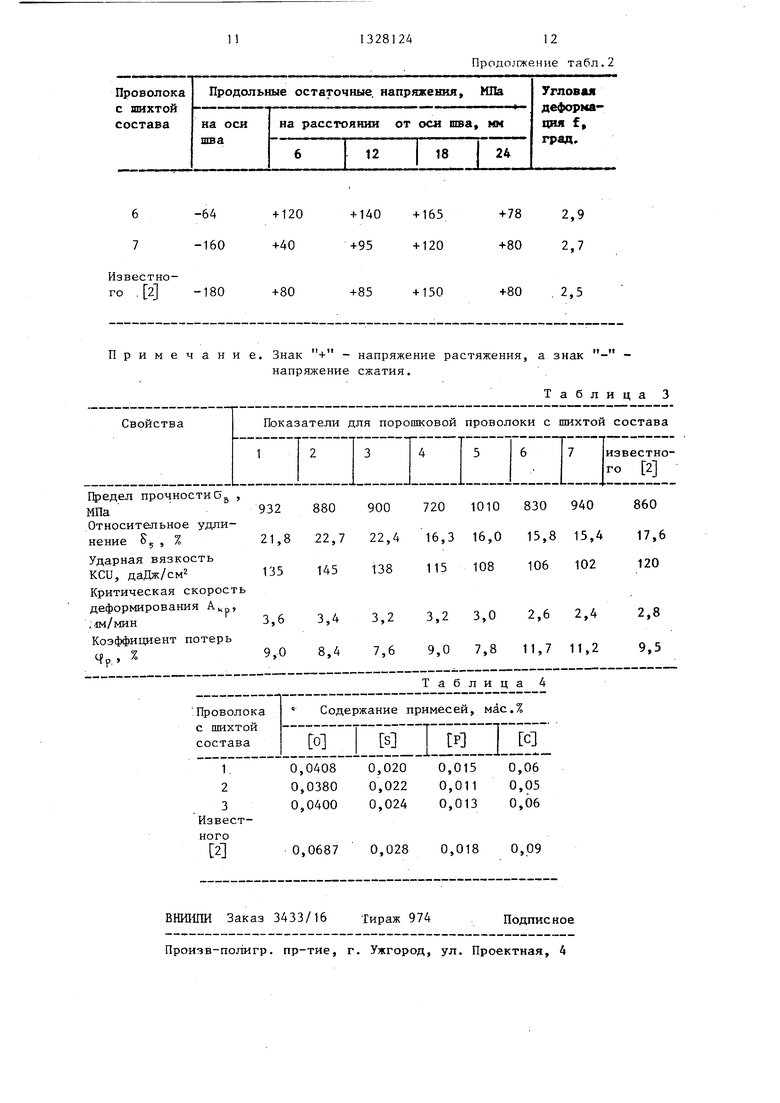
В табл.2 приведены результаты измерения остаточных напряжений и уг левых деформаций в сварных стыковых соединениях.
В табл.3 приведены результаты испытания сварочных проволок.
В табл.4 приведено содержание примесей в металле шва.
Анализ результатов испытаний позвляет заключить, что металл шва, полученный порошковой проволокой с шихтой предлагаемого состава, обладает по сравнению с известным следующими преимуществами: остаточные напряжения в шве и околошовной зоне в 1,1-2 раза ниже; угловая деформация 1,2-1,4 раза меньше , ударная взякост мета.ш1а шва в 1,1-1,2 раза большеJ сопротивляемость образованию горячих трещин в 1,1-1,3 раза вьш1е; металл шва обладает лучшими прочностными и пластическими свойствами, при сварке порошковой проволокой с шихтой предлагаемого состава потери электродного металла на 5-25% меньше
Предлагаемый состав шихты обеспечвает получение металла шва со структ рой низкоуглеродистого никелевого матенсита (твердый раствор замещения), обладающего значительной пластичност и потому менее склонного к образованию холодных трещин, содержание угле
8
Q
0
5
о
5
5
0
5
0
рода в нем не превышает 0,05-0,06%. Тем не менее, при разработке шихты порошковой проволоки учитывалось вредное влияние водорода на склонность металла шва к замедленному разруше- нию - образованию холодных трещин. Для предотвращения фиксации и уменьшения содержания водорода в наплавленном металле в состав шихты введен кремнефтористый натрий в количестве 24%.
Формула изобретения
Шихта порошковой проволоки, содержащая хром, никель, ферромолибден, рутиловый концентрат, марганец, ферросилиций, ферроиттрий, феррованадий, флюорит, кремнефтористый натрий, железный порошок, отличающая- с я тем, что, с целью повьш1ения сва- рочно-технологических свойств порошковой проволоки, повышения прочности и пластичности металла сварного шва при снижении остаточных напряжений . и деформаций в нем, шихта дополнительно содержит ферробор, ферротитан, мрамор, поташ при следующем соотношении компонентов, мас.%:
Никель16-23
Хром1,0-3,5
Ферромолибден1,5-3,5
Феррованадий1,0-1,5
Ферросилиций2-4
Марганец6-10
Ферробор0,05-1
Ферротитан0,5-4
Ферроиттрий1-2 Рутиловый
концентрат7-14
Флюорит7-17
Мрамор2-5
Кремнефтористьй
натрий2-4
Поташ1 5-3,5
Железный
порошокОстальное
причем отношение содержания никеля к марганцу находится в пределах ( 1,6-3,85) , а суммарное их содержание составляет (,+0 26- 29%).
Примечание. Знак + - напряжение растяжения, а знак - напряжение сжатия.
Таблица 3
Продолжение табл.2


| название | год | авторы | номер документа |
|---|---|---|---|
| Состав шахты порошковой проволоки | 1990 |
|
SU1706817A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2011 |
|
RU2478030C1 |
| Состав электродного покрытия для сварки низколегированных высокопрочных сталей | 1986 |
|
SU1320040A1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| Порошковая проволока для дуговой наплавки подслоя | 2024 |
|
RU2830087C1 |
| Порошковая проволока | 2016 |
|
RU2632505C1 |
| Порошковая проволока для механизированной наплавки сталей | 2020 |
|
RU2750737C1 |
| Электродное покрытие | 1990 |
|
SU1756081A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
Изобретение относится к области сварки и может найти применение при изготовлении порошковых проволок (ТШ) используемых для механизированной сварки конструкционных сталей. Целью изобретения является повышение сва- рочно-технологических свойств ПП, прочностных и пластических свойств металла шва при пониженном уровне остаточных напряжений и деформаций в сварных конструкциях. Добавление в состав шихты, содержащей, мас.%: никель 16-23; хром 1-3,5; ферромолибден 1,5-3,5; феррованадий 1-1,5; ферросилиций 2-4; марганец 6-10; .ферро- иттрий 1-2; рутиловый концентрат 7- 14; флнюрит 7-17; кремнефтористый натрий 2-4; железный порошок - остальное, ферробора 0,05-1; ферроти- тана 0,5-4 мрамора 2-5 и поташа 1,5- 3,5 мас.%, обеспечивает повьш1енные сварочно-технологические свойства ПП (сопротивляемость образованию горячих трещин в 1,1-1,3 раза вьше). Ударная вязкость сварного шва увели- чивается в 1,1-1,2 раза, остаточные напряжения в шве и околошовной зоне понижаются в 1,1-2 раза. 4 табл. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
