Изобретение относится к электрохимической обработке поверхности металлов, точнее к формированию аноди- зационных пленок на поверхности легких металлов, и может быть использовано на предприятиях приборо- и авиа. строения для покрытия мелких деталей
f
шению к деталям перераспределяется: к деталям, находящимся на нижнем уч стке, т.е. на. pafuiefl стадии обработ он подводится через участок трубы с высоким электросопротивлением (без накладки 4), а далее - с низким эле ктросопротивлением (через накладку) Это обеспечивает регулировку силы 10 тока, т.е. на первой стадии обработ когда на деталях практически не образовалась окисная пленка, сила ток ограничивается дополнительным сопро тивлением - участком наруясного эле,из легких сплавов.
Целью изобретения яв,пяется повышение производительности.
На чертеже представлена схема устройства для электрохимической обработки.
Устройство содержит ванну 1 с ра- 15 ктрода 3 без накладки 4. На следую- бочим раствором 2, в котором разме- щих стадиях на деталях образуется щена пара электродов, выполненных в виде коаксиальных труб и установленных под углом к зеркалу ванны так, чт.о их верхние концы находятся вне
20
окиспая пленка, обладающая высоким электросопротивлением, но па эти уч стки благодаря наличие накладки 4 ответвляется ток большей силы, по тому процесс обработку- деталей -продолжается с той же интенсивностью. Надежность контакта между деталями и токоподводом обеспе . ивается центр 25 бежными силачи, возникающими в результате вращения труЕ Ы. Дно 8 пред вращает случаи падения: деталей на дно ванны, отверстия пропускают рабочий раствор внутрь трубы, а их ко
ванны. Наружный электрод 3 выполнен из материала с удельным сопротивлением не меньше Ом-м и вклю- tien в цепь анода, через накладку 4, выполненную из материала с yдeльньпvl сопротивлением не более О,,01 7-10 Ом-м.
окиспая пленка, обладающая высоким электросопротивлением, но па эти у стки благодаря наличие накладки 4 ответвляется ток большей силы, п тому процесс обработку- деталей -про должается с той же интенсивностью. Надежность контакта между деталями и токоподводом обеспе . ивается цент 25 бежными силачи, возникающими в результате вращения труЕ Ы. Дно 8 пред вращает случаи падения: деталей на дно ванны, отверстия пропускают ра бочий раствор внутрь трубы, а их к
Накладка установлена на наружной поверхности электрода так, что ее нижний край не доходит до нижнего торца ма размер не менее разности радиусов ЗО ческая форма повышает уровень жид трубчатых электродов наружньй элект- кости в ванне по сравнению с общим
род изолирован от рабоч-его раствора уровнем ее в ванне,
слоем диэлектрика 5, Этот элек трод
снабжен приводами вращения и вибрации
Пример , Устройство для ан дирования алюминиевых заклепок пред
(не показаны). Внутренний электрод 6, о,, ставляет собой два коаксиально соб36
квляюпдийся одновременно склизом (траспортирующим лотком, обеспечивающим сколъяение по нему за счет угла наклона) для деталей 7, смещен по оси относительно наружного электрода, перекрытого перфорированным дном 8, отверстр я 9 которого выполнены кони- чес сими с вершиной конуса, направленной к верхнему тори.у.
Устройство работает следуюши1 образом,,
Детали 7 загружа5отся через верхни торец электрода - склиза 6. скользят по его внутренней поверхтшсти и попадают на нижний конец электрода 3, врага.аюшегося вокруг собственной оси и тюлучающего продольные колебания. Благодаря колебаниям и детали поднимаются в направлении верхнего торца, находясь постоянно под напряжением., так как двигаются по межэлектродному пространству. Ток, подведенньш к электроду 3 через то- о съемник 10 и накладку 4,, по отношению к деталям перераспределяется: к деталям, находящимся на нижнем участке, т.е. на. pafuiefl стадии обработки, он подводится через участок трубы с высоким электросопротивлением (без накладки 4), а далее - с низким электросопротивлением (через накладку). Это обеспечивает регулировку силы тока, т.е. на первой стадии обработки, когда на деталях практически не образовалась окисная пленка, сила тока ограничивается дополнительным сопротивлением - участком наруясного электрода 3 без накладки 4. На следую- щих стадиях на деталях образуется
окиспая пленка, обладающая высоким электросопротивлением, но па эти участки благодаря наличие накладки 4 ответвляется ток большей силы, поэтому процесс обработку- деталей -продолжается с той же интенсивностью. Надежность контакта между деталями и токоподводом обеспе . ивается центро- бежными силачи, возникающими в результате вращения труЕ Ы. Дно 8 предотвращает случаи падения: деталей на но ванны, отверстия пропускают рабочий раствор внутрь трубы, а их коническая форма повышает уровень жидПример , Устройство для анодирования алюминиевых заклепок представляет собой два коаксиально соб
ранных трубчатых элек -рода/внешний
из которых выполнен иг титана, имеющего удельное сопротивление 0,8- 40 OM.MJ размерами: диаметр 200 мм,
,цлипа 900 мм, толщина 0,01 мм„ На внешней поверхности электрода установлена накладка из меди, имеющей удельное сопротивление 0,017-10 ® Ом-м, толщиной 1 мм, не доходящая до нижнего
среза трубы на 100 мм, Вся наружная поверхность титанового электрода с накладкой изолирована слоем фторопласта толщиной 5 мм, Hиж}iий торец трубы закрыт пластиной из фторопласта
толщиной 5 мм, имеющей конические отверстия, вершиной конз са направленные в сторону верхнего среза. Внутренний электрод выполнен из с внутренним диаметром 20 и его нижний
торец смешен относительно нижнего торца BHeuiHei o электрода на 50 мм.
Применение предлагаемого устройства позволяет осуществить в нем высокопроизводительные электрО5:имические процессы, автоматизировав их, например, посредством бункерной загрузки,
Формул.а изобретения
1. Устройство для электрохимичес- кой обработки деталей, содержащее вану для рабочего раствора и пару наклонно, коаксиапьно расположенных в ней электродов, наружный из которых установлен с возможностью вращения и вибрации, отличающееся тем, что, с целью повьшения производительности, внешний электрод выполнен из металла с удельным электросопротивлением не менее 0,8-10 Ом-м и снабжен накладкой из металла с
удельным электросопротивлением не более 0,01 7- 10 Ом-м, расположенной от нижнего торца на расстоянии, равном не менее разности радиусов трубчатых электродов, при этом внутренний электрод смещен относительно наружного вверх по оси.
2. Устройство по п. 1, отличающееся тем, что, наружный электрод снабжен диэлектрическим кожухом для изоляции его от раствора и перфорированным дном,
. 3. Устройство по пп. 1 и 2, отличающееся тем, что перфорация выполнена в виде конических отверстий, вершина которых обращена в сторону верхнего торца.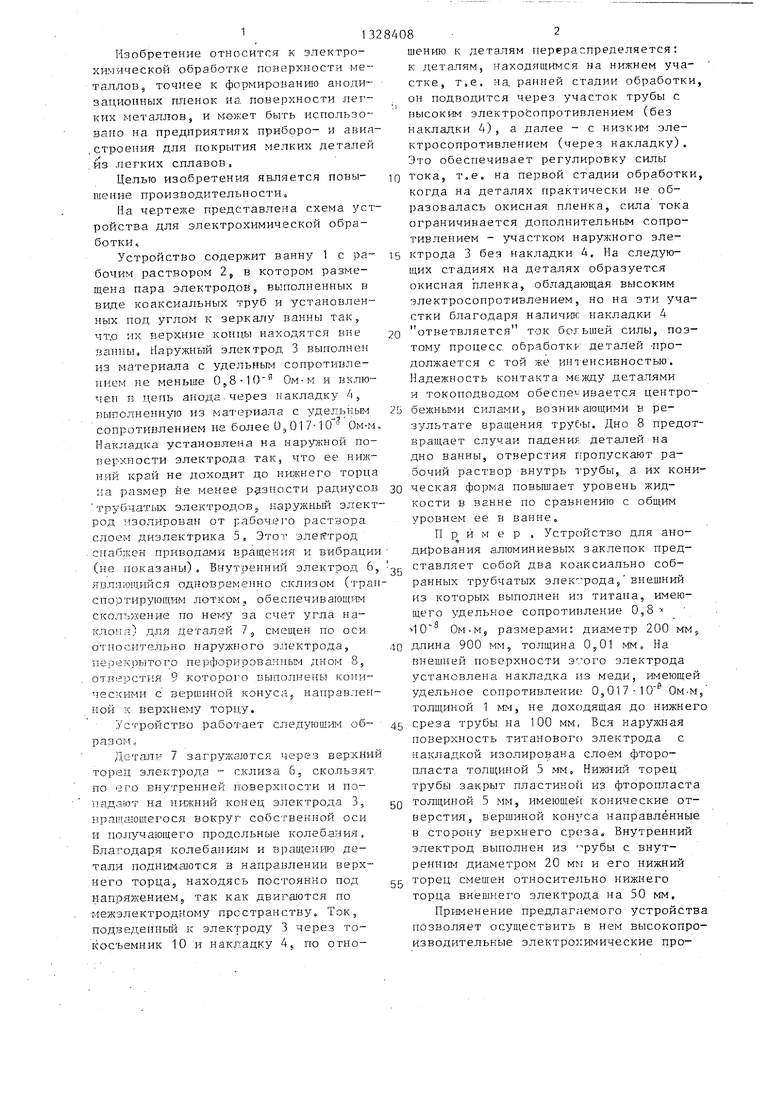
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки деталей | 1987 |
|
SU1497293A1 |
| Способ получения гибридного материала на основе прозрачной проводящей графеновой пленки | 2017 |
|
RU2662535C1 |
| Электрод стекловаренной печи и способ его изготовления | 1981 |
|
SU1008162A1 |
| Инструмент для электромеханической упрочняющей обработки | 1989 |
|
SU1776547A1 |
| Способ контроля технологического режима магниевого электролизера поточной линии | 1988 |
|
SU1569355A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМЕННОГО ЭЛЕМЕНТА ЯЧЕЙКИ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ВОДНЫХ РАСТВОРОВ И ДИАФРАГМЕННЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2256729C1 |
| Установка для электролитической обработки металлографических шлифов | 1984 |
|
SU1180409A1 |
| Устройство для регенерации травильного раствора | 1983 |
|
SU1088160A1 |
| Электрод стекловаренной печи | 1983 |
|
SU1094854A1 |
| Устройство для нагрева | 1980 |
|
SU1170975A3 |
Изобретение относится к «области электрохимической обработки мелких деталей. Цель изобретения - повышение производительности. В процессе эксплуатации детали 7 загружаются через верхний открытый торец внутреннего электрода склиза 6 и вновь поднимаются благодаря вибрации и вращению по внутренней поверхности наружного электрода 3, постоянно находясь под напряжением. Б процессе движения детали анодируются. Регулирование процесса обеспечивается тем, что на наружной поверхности электрода 3 установлена накладка 4 с низким удельным электросопротивлением. 2 з.п. ф-лы, 1 ил. (Л со | о 00
| Установка дляя гальванопокрытий порошков | 1973 |
|
SU464664A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для регенерации травильного раствора | 1983 |
|
SU1088160A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
