Изобретение предназначено для автоматической сварки горизонтальных швов, кра- терную часть которых выводят за пределы свариваемого изделия, преимущественно при использовании процессов сварки, характеризующихся большой протяженностью сварочной ванны, в частности многодуговых процессов сварки под флюсом.
Цель изобретения - снижение длины дефектной части конца шва (кратерной части), что обеспечивает снижение расхода металла на изготовление выводных технологических планок или самого изделия.
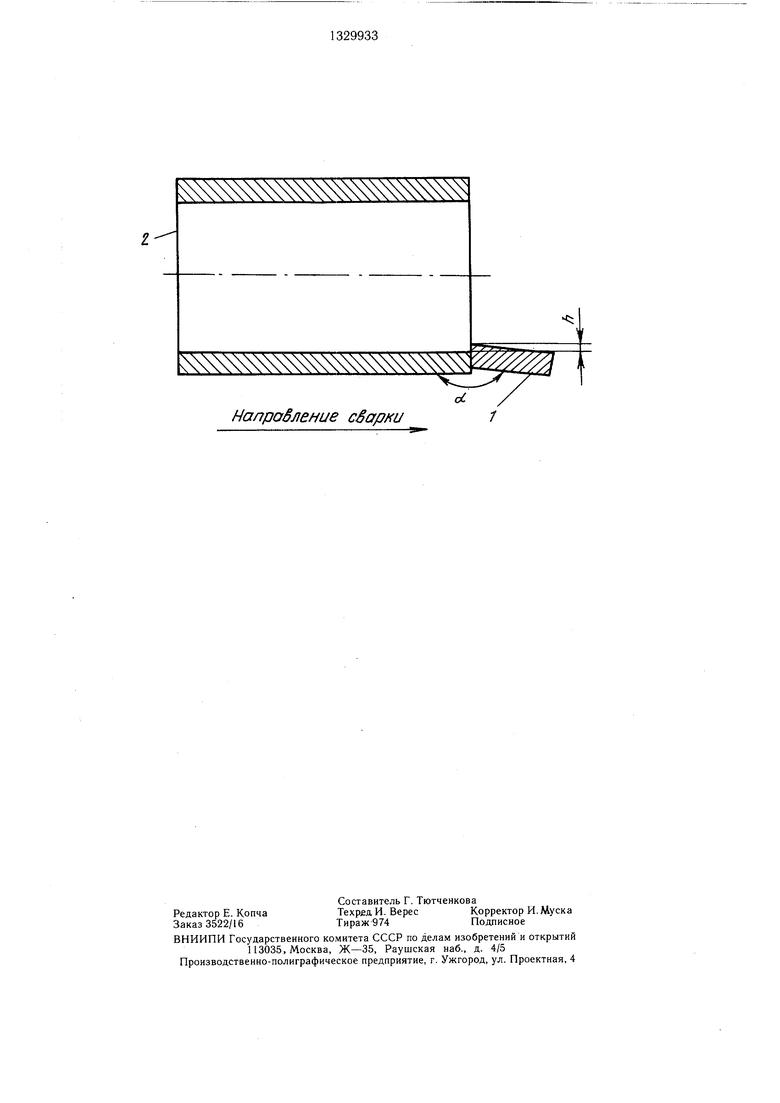
На чертеже изображен пример установки выводной планки при сварке двухстороннего соединения трубы большого диаметра.
Планка 2 устанавливается под углом а, образуемым поверхностью планки и наружной поверхностью трубы 1 с превышением h кромки планки над внутренней поверхностью трубы. В процессе завершения сварки внутреннего щва, который в рассматриваемом случае выполняется при первом проходе, при переходе сварочной ванны через выступ, образуемый планкой, последний играет роль барьера для перетекания жидкого металла сварочной ванны в кратер. Процесс сварки прекращается после перехода последней дуги через указанный выступ.
В дальнейшем при сварке наружного шва трубы 1 и выхода электродов на планку 2 уровень жидкого металла в сварочной ванне сначала понижается, так как планка 2 расположена с уступом. Однако через некоторое время на определенном расстоянии от торца труОы дуги оказываются на участке, поверхность которого выше основной свариваемой поверхности. С этого момента жидкий металл начинает наполнять хвостовую часть ванны и при выключении сварки перетекания его в кратер не происходит.
Горизонтальное, без выступа (по прототипу)
Горизонтальное, с
выступом 1,0 мм
0
5
Кратерная часть как внутреннего, так и наружного швов оказывается короче, чем при использовании обычной горизонтальной планки.
Для внутреннего шва ее длина определяется расстоянием между первым и третьим электродом, для наружного - расстоянием от торца изделия до точки на планке, расположенной выше поверхности изделия плюс расстояние между первым и третьим электродом.
В целом длина планки определяется длиной дефектной части конца шва при сварке трубы с наружной стороны, так как она больше, чем при сварке внутри трубы.
Необходимый момент выключения сварки при использовании наклонной планки легко определяется по снижению напряжения на других за счет уменьшения вылетов электродов на участке планки, превышающем уровень свариваемой поверхности трубы.
Длина дефектной части картера при сварке этого шва трехдуговым процессом составляет 100-120 мм, т. е. примерно в 2 раза меньше, чем при сварке с горизонтальной планкой. При сварке других изделий, например, балок, полотнищ и т. п., имеющих односторонние соединения, планка, может устанавливаться только с выступом или только с наклоном. В этих случаях сокращение длины планки еще значительнее, чем при сварке двухсторонних соединений.
Пример. К торцам пластин низколегированной стали толщиной 12 и 18 мм приваривали горизонтальные выводные планки с различной высотой выступа (от О до 5 мм) или без выступа, но с различным наклоном (от 180 до 175°). Посередине каждой с пластины осуществляли сварку трехдуговым процессом под флюсом на режиме /i 1050 А; ц 35 В; 1, 950 А; и 40 В; 1 850 В; 1, 48 B;Vc 120 м/ч. Расстояние между 1-м и 3-м электродами составляло 48 мм.
Результаты сварки приведены в таблице.
0
5
0
Хорошее
Удовлетворительное, отдельные подрезы
Горизонтальное, выступом 1,6 мм
Горизонтальное, выступом 2,4 мм
Горизонтальное, выступом 3,0 мм
Горизонтальное, выступом 4,0 мм
Горизонтальное, с выступом 5,0 мм
Без выступа, с
наклоном 179°30
Без выступа,с наклоном 179°
Без выступа, с
наклоном 1 78
Без выступа, с
наклоном 176°
Без выступа, с
наклоном 175°
Без выступа, с наклоном 174
Применение предлагаемого способа сварки с выводными планками позволяет снизить расход металла, используемого на изготовление самого изделия или выводных планок. При трехдуговой сварке расход металла на изготовление выводных планок может уменьшиться более чем на 50%.
Формула изобретения
1. Способ автоматической дуговой сварки, преимущестенно многодуговой, при котором кратерную часть шва располагают на выводной планке, отличающийся тем, что, с целью снижения металлоемкости путем уменьшения длины кратерной части шва, на выводной планке создают участок с поПродолжение таблицы 4
IZI
2,2 Хорошее
2,6 Хорошее
Хорошее
Удовлетворительное, небольшие неровности на поверхности шва
Неудовлетворительное, бугристость, наплывы
1,8 Хорошее
2,2 То же
2,4
2,8 - Удовлетворительное, не- 3,4 ровности отдельные на поверхности
Неудовлетворительное, 554,2наплывы, бугристость
5
0
5
верхностью выше поверхности свариваемого изделия, а процесс прекраш.ают после прохождения последней дугой этого участка.
2.Способ по п. 1, отличающийся тем, что выводную планку устанавливают с выступом относительно поверхности свариваемого изделия, равным высоте усиления шва.
3.Способ по п. 1, отличающийся тем, что выводную планку устанавливают под углом 176-179° к поверхности свариваемого изделия.
4.Способ по п. 1, отличающийся тем. что при двухсторонней сварке выводную планку устанавливают с выступом относительно поверхности первого прохода и под углом относительно поверхности второго прохода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Выводная планка | 1977 |
|
SU622599A1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ | 2005 |
|
RU2293001C1 |
| Сварочный аппарат | 1983 |
|
SU1079390A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ многодуговой сварки | 1987 |
|
SU1516269A1 |
| Способ трехдуговой сварки под флюсом прямошовных труб | 1989 |
|
SU1720826A1 |
| Способ заварки кратера | 1984 |
|
SU1234095A1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
Изобретение относится к области сварки горизонтальных швов с выводными пленками и может быть использовано при изготовлении труб большого диаметра для магистральных трубопроводов. Целью изобретения является снижение металлоемкости конструкции путем уменьшения длины кра- терной части шва. Для этого на выводной планке создают участок, поверхность которого превышает поверхность свариваемого изделия. Процесс сварки прекрашают после прохождения дуги над этим участком. Такой участок создают за счет установки планки с выступом относительно поверхности свариваемого изделия, величина которого равна высоте усиления свариваемого шва. Это может быть достигнуто наклоном планки к поверхности свариваемого изделия под углом 176-179°. При сварке изделий с двухсторонним швом устанавливают планку с выступом относительно первого прохода и под углом относительно поверхности второго прохода. Участок выводной планки с поверхностью выше поверхности свариваемого изделия создает барьер, препятствуюший перетеканию жидкой сварочной ванны в кратер, и тем самым снижается кратерная дефектная часть шва. 3 з.п.ф-лы, 1 ил., 1 табл. i (Л со to со со со со
Направление сварки
| Технология электрической сварки плавлением / Под ред | |||
| Б | |||
| Е | |||
| Патона | |||
| М.: Маш- гиз, 1962, с | |||
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
