Предлагаемый способ многоДуговой автоматической сварки относится к производству сварные труб среднего и большого диаметров с одним и Двумя продольными швами, кругойых и прямоугольных гнутосварных профилей развитого и замкнутых сечений, образованных попарным соединением горячекатаных швеллеров, уголков, двутавров и зетов (элементов металлоконструкций промышленных зданий и соорул ений, шахтных стоек, хребтовых балок и элементов тележек вагонов и ряда других элементов металлических конструкций). Этот способ может быть применен в различных отраслях промышленности при серийном производстве металлических конструкций, имеюших угловые и стыковые швы преимуы1.ественно равной протяженности (сварные двутавры, коробчатые элементы мостовых конструкций и кранов, обечайки сосудов и емкостей, стыки листов и полотниш и т. п.).
Предлагаемый способ обеспечивает равномерное тепловложение по длине соединения и может быть применен для сварки черных и цветных металлов и их сплавов.
Известен способ многодуговой автоматической сварки, осупдествляемой последовательным сплавлением кромок соединения по всей его протяженности. Сварочные дуги на протяжении всего процесса создают одну общую или раздельные сварочные ванны. В последНем случае максимальное расстояние дугами определяется временем пребывания шлака в жидком состоянии. Скорость сварки при таком способе ограничивается 180 .
Значительная тепловая мощность дуг приводит к необходимости постановки выводных планок большей длины ( длина кратера достигает 200-300 мм), а неравномерное тепловложение по длине соединения увеличивает
влияние концевого эффекта, что часто приводит к образованию продольных трещин в концевых участках шва. Известный способ осуществляется только при использовании плавящихся электродов.
Предлагаемый способ позволяет повысить производительность сварки и выполнять ее как плавящимся, та.к и неплавящимся электродами. Для этого изделие разбивают на
определенное число участков, в каждом из которых, за исключением двух крайних, размещают по два сварочных электрода, и после возбуждения дуги разводят их в противоположные стороны до встречи с электродом рядом расположенного участка, а два крайних электрода перемещают до конца изделия.
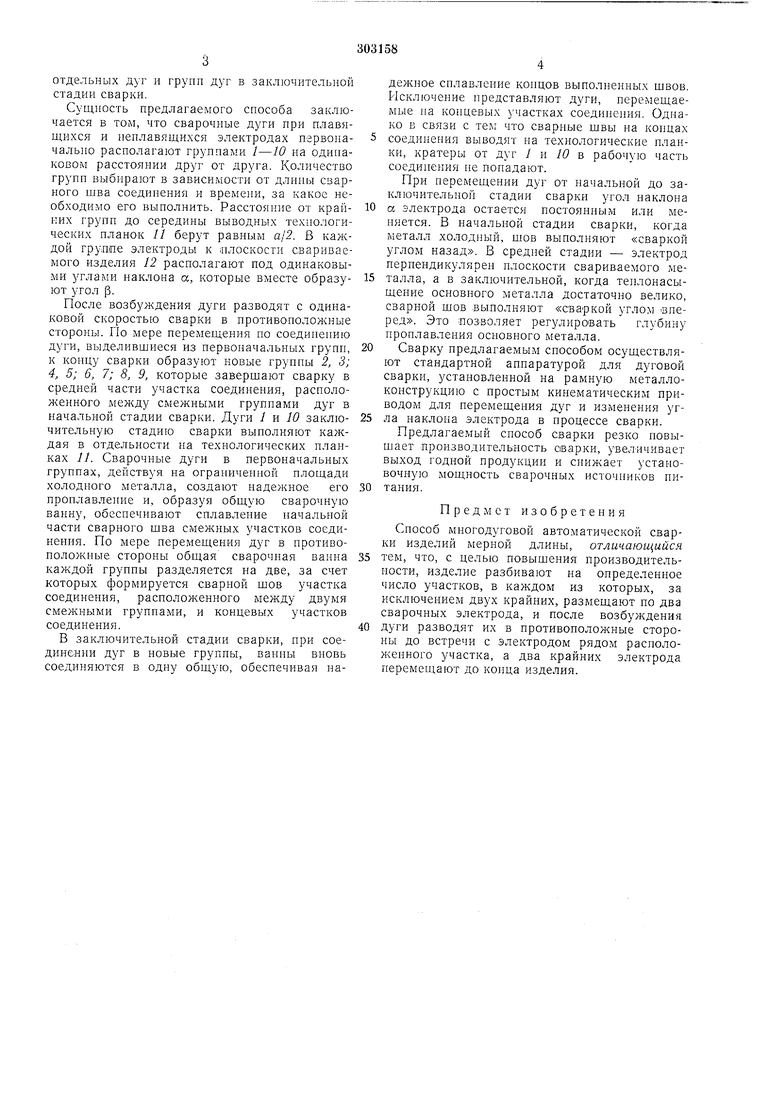
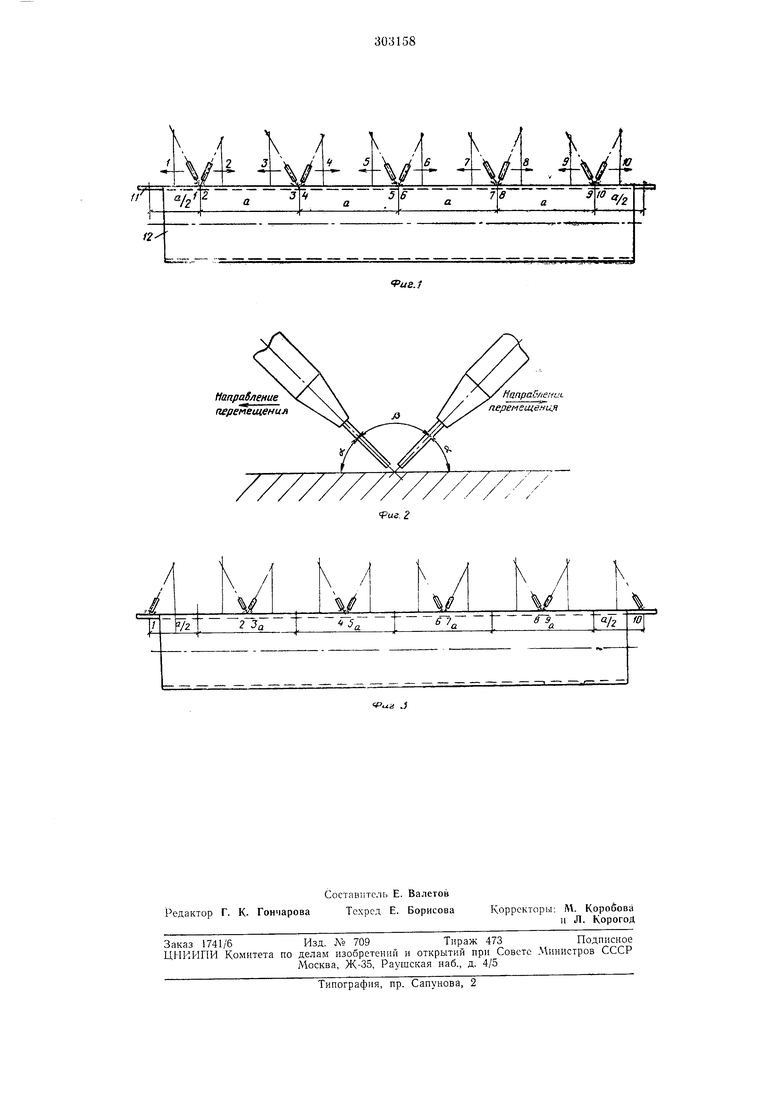
На фиг. 1 показано располол ение групп дуг в начальной стадии сварки; на фиг. 2 - схема расположения электродов в первонаотдельных дуг и групп дуг в заключительной стадии сварки.
Сущность предлагаемого способа заключается в том, что сварочные дуги при плавящихся и неплавящихся электродах первоначально располагают группами /-10 на одинаковом расстоянии друг от друга. Количество групп выбирают в зависимости от длины сварного шва соединения н времени, за какое необходимо его выполнить. Расстояние от крайних групп до середины выводных техпологнческих планок // берут равным а/2. В каждой грулпе электроды к олоскости свариваемого изделия 12 располагают под одинаковыми углами наклона а, которые вместе образуют угол р.
После возбуждения дуги разводят с одинаковой скоростью сварки в нротивоноложные стороны. По мере перемещения по соедииению дуги, выделивщиеся из первоначальных групп, к концу сварки образуют новые группы 2, 3; 4, 5; 6, 7; 8, 9, которые заверщают сварку в средней части участка соединения, расположенного между смежными группами дуг в начальной стадии сварки. Дуги 1 и 10 заключительную стадию сварки выполняют каж;дая в отдельности на технологических планках //. Сварочные дуги в первоначальных группах, действуя на ограниченной площади холодного металла, создают надежное его проплавление и, образуя общую сварочную ванну, обеспечивают сплавление начальной части сварного щва смежных участков соединения. По мере перемещения дуг в противоположные стороны общая сварочная ванна каждой группы разделяется на две, за счет которых формируется сварной щов участка соединения, расположенного между двумя смежными группами, и концевых участков соединения.
В заключительной стадии сварки, при соединении дуг в новые группы, ванны вновь соединяются в одну общую, обеспечивая надежное сплавление концов выполненных щвов. Исключение представляют дуги, перемещаемые на концевых участках соединения. Однако в связи с тем что свариые щвы на концах соеди 1епия выводят на технологические планки, кратеры от дуг / н W в рабочую часть соединения пе попадают.
При перемещении дуг от начальной до заключительной стадии сварки угол наклона
а электрода остается постоянным или меняется. В начальной стадии сварки, когда металл холодный, гиов выполняют «сваркой углом назад. В средней стадии - электрод перпендикулярен нлоскости свариваемого металла, а в заключительной, когда тенлонасыщение основного металла достаточно велико, сварной щов .выполняют «сваркой углом -внеред. Это позволяет регулировать глубину нронлавления основного металла.
Сварку предлагаемым способом осуществляют стандартной аппаратурой для дуговой сварки, установленной на рамную металлоконструкцию с простым кинематическим приводом для перемещения дуг и изменения угла наклона электрода в процессе сварки.
Предлагаемый снособ сварки резко новыгнает производительность аварки, увел-ичивает выход годной продукции и снижает установочную мощность сварочных источников питания.
Предмет изобретения
Способ многодуговой автоматической сварки изделий мерной длины, отличающийся
тем, что, с целью повыщения производительиости, изделие разбивают на определенное число участков, в каждом из которых, за исключением двух крайних, размещают по два сварочных электрода, и после возбуждения
дуги разводят их в противополол ные стороны до встречи с электродом рядом расположенного участка, а два крайних электрода перемещают до конца изделия.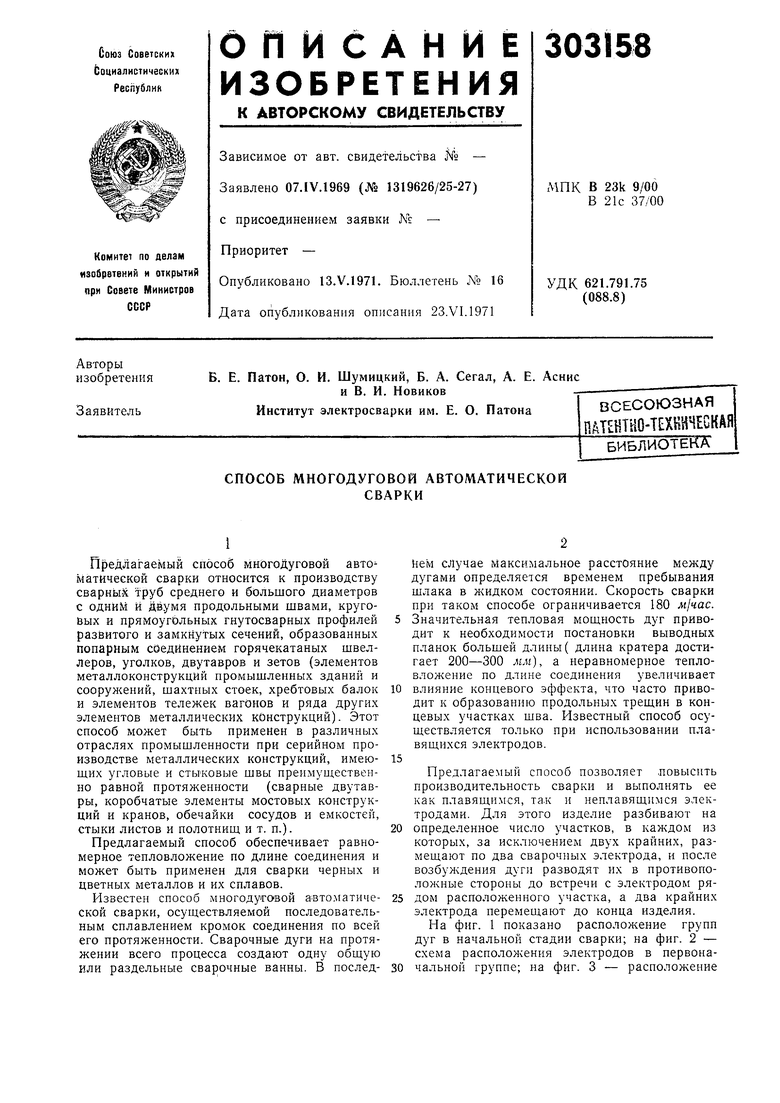
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| Способ двухдуговой автоматической сварки | 1974 |
|
SU522927A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ | 1972 |
|
SU332965A1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Способ электрошлаковой сварки высокотеплопроводных материалов | 1980 |
|
SU929368A1 |
Направление перемещенил
2 Jfl
5г.
/2
Напр /ienuL перемещения
i
р/г
М.
6 7„
