(54) ВЬШОДНАЯ ПЛАНКА;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ окончания процесса автоматической сварки плавящимся электродом | 1987 |
|
SU1542737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫВОДНЫХ ПЛАНОК | 1972 |
|
SU349513A1 |
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| Устройство для подачи и останова ферромагнитной дроби | 1978 |
|
SU740435A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва | 1988 |
|
SU1660918A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
Изобретение-относится к дуговой сварке и может быт$. нсполадовано прн изготовлении прямсяаовных труб и други .изделий И9 заготовок конечной дливы. Известны вьгаодные планки, длина ко торых менее длины сварочной ванны, а толщина равна толии не свариваемого металла l . Недостатком их является необходимость применения дополнительных технологических операций для выве дения сварочного кратера за пределы свариваек&вс кромок. Наиболее близким по технической сущности и достигаемому зффекту к опи сываемому изобретению являются выводные планки из металлической крупки/ толщина слоя которой больше толщины свариваемого металла на величину,/определяемую соотношением удельного веса свариваемого металла и насыпного веса металлической, крупки, а длина пропорциональна длине металлической сварочной ванны .{2J . Для полного вывода кратера за предеди изделия длина насыпного слоя (длина планки) должна быть не менее длины сварочной ванны. В противном случае часть кратера остается на изделии. Использование же длинных выводных пл нок создает неудобства в производстенных условиях и приводит к повышеному расходу металлической крупки. Целью изобретения является экономия еталлической крупки. Поставленная цель достигается тем, то ддйна планки 1/3 - 2/3 длины металлической сварочной ванны, ширина слоя крупки установлена в пределах 1,5-2,5 ширины сварочной ванны, а толщина слоя.крупки увеличена на размер, определяемый соотношенкем: fv. 0,25 г 0,( ) CD. где П(1, г размер увеличения толщины слоя крупки; (f- - толщина свариваемого металла;удельный вес свариваемого металла; T. - насыпной вес металлической крупки; С-- длина сварочной ваннь) g - длина расплавляемого слоя крупки. Таким образом, длину расплавляемого слоя крупки (длину планки) уменьшают при некотором увеличении ее толщины. Причем, чем короче насыпка, тем больше должна быть ее высота. « При увеличении толщины насыпаемого слоя крупки сварочная ванна в зоне
ее расплавлений поднимается на определенную высоту.
При этом дополнительный расплав крупки благодаря избыточному гидростатическому давлению перемегчается из головной части сварочной ванны, находящейся на планке, в ее хвостовую части, находящуюся на изделии, и обеспечивает заштавление оставшейся на ,,иэделии части кратера. Числовые коэф фициенты в соотношении (I) определены экспериментально /на основании исследований, проведенных при двухдугр вой сварке труб диаметром 530-820 мм и трехдуговой сварке труб диаметром 4220-1420 мм.
Общая величина превьааения крУпки над уровнем свариваемого металла 111, складывается из номинальной (определяемой по прототипу) и дополнительной величины:
.;.с,..-о,(41.,),л.„)1,„
Таким образом, в изобретении вёли чина превышения слоя крупки над уровнем свариваемого металла выбирается в зависимости не только от соотношения насыпного веса крупки и ее расплава, но и от соотношения длин сварочной ванны и насыпаемого слоя Ддлины планки}.
Собтношение (2) может быть использовано для выбора величины превышения над уровнем свариваемого металла и сплошной планки,т.е. при j€« TТогда lig. 0,,(.(3) где titt. - величина превьдиения сплош- , ной выводной планки над уровнем CBspti ваемого металла.
В случае, когда подъем планки над уровнем свариваемого металла осуществляют под углом, ft liq- в формуле (3) следует понимать превышение над уровнем свариваемого металла середины планки по ее длине.
Ширина насыпаемого слоя должна быть в 1,5-2,5 раза больше ширины шва чтобы избежать растекания расплавляемой крупки без использования формирующих устройств;
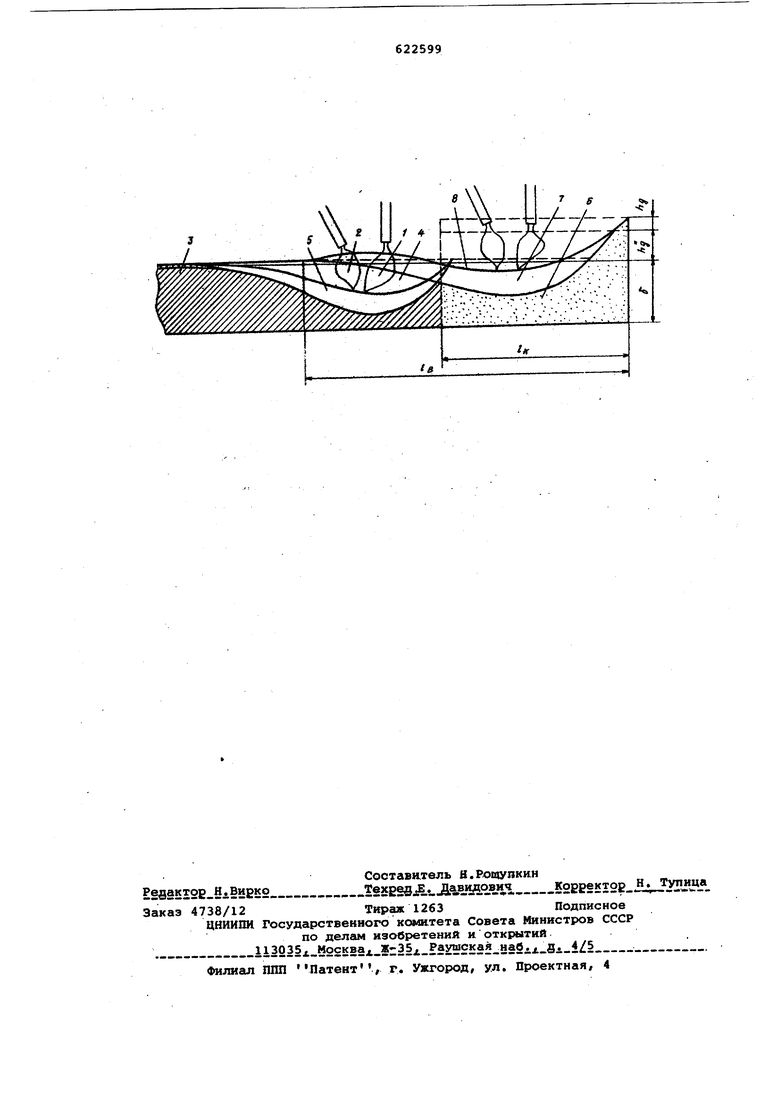
На чертеже схематично показан меха низм ликвидации кратерной части шва на изделии при использовании слоя крупки (выводной планки) длиной менее длины сварочной ванны.
При горении дуг 1 и 2 металл изделия 3 расплавляется и под действием давления дуг перемещается в направлеНИИ, обратном направлению сварки. В результате образуется беспрерывно перемещающийся вместе с дугами кратер шва 4. Из неуспевшего закристаллизоваться метадша образуется сварочная ванна 5.. ,
При подходе дуг 1 и 2 к слою крупки 6 и при ее плавлении уровень сварочной ванны 7 повышается,и расплавленный металл из головной части ванны перемещается в ее хвостовую асть не только под действием давления дуг, но и под действием дополнительного, гидростатического давления. В результате уровень сварочной ваНны поднимается на всей ее длине в том числе и на изделии 3. После прекращение прбцесса сварки и некоторого выравнивания уровня металла в ванне 8 кратер на изделии заполняется полностью.
Предлагаемый способ изготовления .выводных планок был опробован на трубном опытно-экспериментальном заводе УравНИТИ и дал положительные результаты.
.Использование предлагаемого способа рбеспечивает следующие преимущества:
а)технологичность процесса сварки с укороченными сплошными планками (меньше загибаются или обла иваиотся при -транспортировке);
б)экономию материала, идущего на изготовление планок;
.в) улучшение качества Формирования шва на концевых участках изделий.
Формула изобретения
Выводная планка из металлической крупки, толщина слоя которой больше толщины свариваемого металла на величину, определяемую соотношением удельного веса свариваемого металла и насыпного веса металлической крупки, отличающаяся тем, что, с целью экономии металлической крупки, длина планки равна 1/3-2/3 длины ме.тапличеЬкой сварочной ванны, ширина Слоя крупки установлена в пределах ,5 ширины сварочной ванны, а тоящина слоя крупки увеличена на размер определяемый соотношением:
0,25 0,(-|f-0 , где Tlrt,- размер увеличения толадк.J ны слоя крупки; О - толщина свариваемого металла;Зм удельный вес свариваемого
металла;
/Уц - насы,пной вес металлической крупки;
л. длйна сварочной ванны; . С - длина расплавляемого слоя крупки.
Источники информации, принятые во внимание при экспертизе: ,
