Изобретение относится к металлургии железа и предназначено для обработки поковок сплошного поперечного сечения диаметром или стороной квадрата более 300 мм, изготовленных из флокеночувствительньк марок сталей мартенситного класса.
Цель изобретения - улучшение обрабатываемости поковок резанием.
Пример. Предлагаемый способ .опробован на поковках диаметром 660 мм и весом до 5 т из флокеночув- :Ствительной марки стали 38ХНЗМФА мар13301862
при 640-660°С 50 ч; охлаждение до 6 ч; охлаждение на воздухе.
Поковки обтачивались на станке модели РТ-628 с установкой следующих режимов резания: глубина резания - 7 мм, подача - 36 м/мин, скорость резания - 48 м/мин.
Обтачивание выполняют проходными плане 45.
10 резцами с углом в
оснащенных пластинами твердого сплава марки Т15К6 из одной партии поставки.
Обрабатываемость резанием оценивают величиной износа резцов после
тенситного класса. Для проверки пред- 15 одного прохода каждой из поковок. За лагаемого способа и сравнения его с известным откованы пробы (20 шт.) диаметром 660 мм и длиной 1180 мм. Пробы откованы из слитка весом 4800 кг под прессом 3000 т. Слиток 20 получен из стали, выплавленной в мартеновской печи. Затем слиток с температурой около 600-650 С подан в вагоне-термосе в цех, где загружен в печь для нагрева под ковку.
Откованные поковки подвергались термообработке по известному и предлагаемому способам.
Режимы предварительной термической обработки указанных поковок приведены (для стали 38ХНЗМФА Ас, и Acj 780°С).
25
Режим № 1 (по известному способу) „Еьщержка после ковки при 640-660 С 2 4J охлаждение на воздухе до 300- 320°С 10 ч; вьщержка при 300-320°С 12 ч; нагрев до 800-820°С 15 ч; выдержка при 800-820 с 5 ч; охлаждение на воздухе до 200-250 0 22 ч; вьщерж
критерий износа резцов принята величина затупления режущей кромки по- задней грани. Усилие резания при обтачивании поковок определяют с помощью ваттметра по величине приращения мощности, потребляемой электродвигателем главного привода согласно общеизвестной методике.
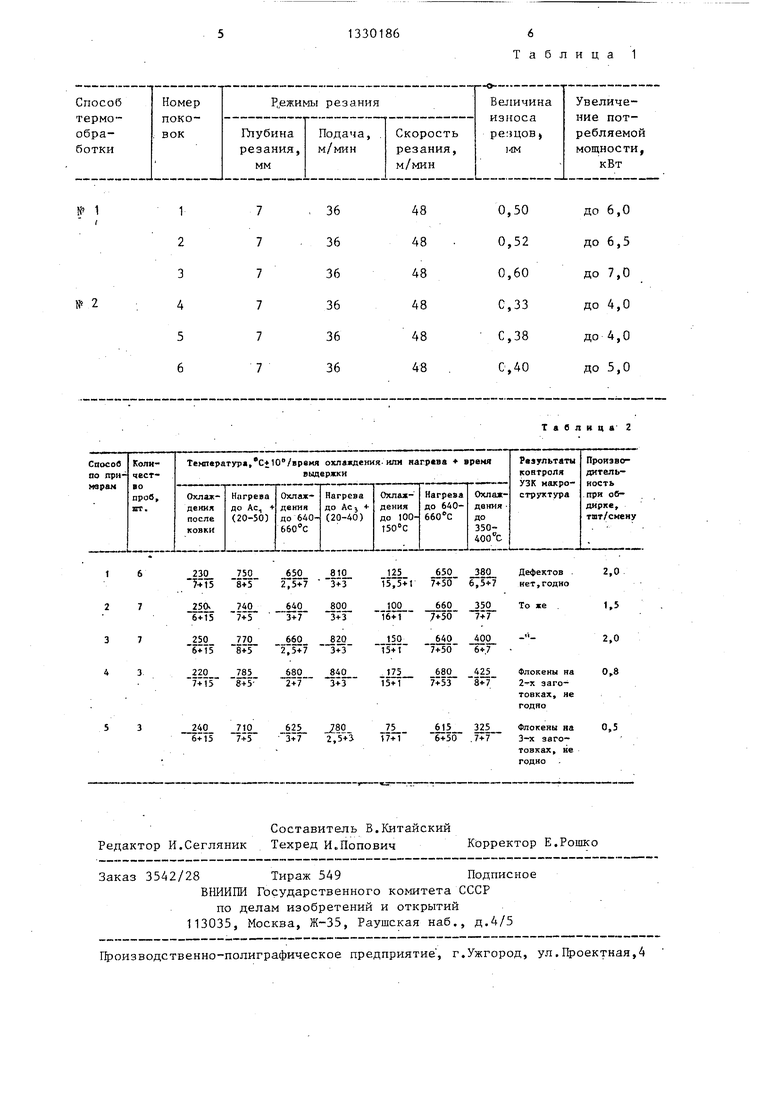
Результаты испытаний представлены в табл. 1.
Из табл. 1 видно, что обрабатьша- емость резанием поковок из стали 38ХНЗМФА, обработанных по предлагаемому способу (способ № 2), улучшается на 25-82% (отношение величины износа резцов) по сравнению с обрабатываемостью резанием поковок, обработанных по известному способу (способ № 1) или на 20-75% (отношение 35 увеличения потребляемой мощности) соответственно.
Для обоснования предлагаемых пределов технологических параметров в табл. 2 приводятся результаты обра30
ка при 200-250 С 15 ч; нагрев .до 740-40 ботки по режимам 1-3 и по режимам, 760°С 10 ч; охлаждение до 640-660 с 4 ч; выдержка при 640-6. 15 ч; 1ЩКЛ вьтолняется 3 раза,со 2 раза составляет 2 ч; охлаждение до 400°С Со скоростью :30°/ч 10 ч; охлаждение до со скоростью ;15 /ч 20 ч.
Режим № 2 (по предлагаемому способу): охлаждение после ковки до 200- 250 С 7 ч; вьщержка при 200-250 С Т5 ч- нагрев до 740-760°С 8 ч; выдержка при 740-760 С 5 ч; охлаждение до 640-660°С 2 ч; выдержка при 640- 660°С 7 ч; цикл выполняется 3 раза, со 2-го раза составляет 2 часа; вы- 55 держка при 640-660 С 53 ч; нагрев до 820-840°С. 3 ч; выдержка при 820-84Cfc 3 ч; охлаждение до 100-150 С 15 ч; нагрев до 640-660°С 7 ч; выдержка
выходящим за предлагаемые пределы 4 и 5. .
Циклический нагрев и охлаждение с изотермическими выдержками при 45 Ас, +(20-50)°С и 640-660°С повторя ют три раза.
По результатам контроля качества металла поковок-проб, термообработа ных по предлагаемому способу (1-3) установлено, что все они не имеют дефектов (флокенов), а производител ность при обработке их резанием (об дирке) Составляет 1,5-2 пробы в сме ну.
Из табл. 2 видно, что при термо- обработке по вариантам 4 и 5 обраба тываемость поковок-проб резанием со тавляет 0,5-0,8 шт. в смену. При эт
50
Обтачивание выполняют проходными плане 45.
10 резцами с углом в
оснащенных пластинами твердого сплава марки Т15К6 из одной партии поставки.
Обрабатываемость резанием оценивают величиной износа резцов после
одного прохода каждой из поковок. За
критерий износа резцов принята величина затупления режущей кромки по- задней грани. Усилие резания при обтачивании поковок определяют с помощью ваттметра по величине приращения мощности, потребляемой электродвигателем главного привода согласно общеизвестной методике.
Результаты испытаний представлены в табл. 1.
Из табл. 1 видно, что обрабатьша- емость резанием поковок из стали 38ХНЗМФА, обработанных по предлагаемому способу (способ № 2), улучшается на 25-82% (отношение величины износа резцов) по сравнению с обрабатываемостью резанием поковок, обработанных по известному способу (способ № 1) или на 20-75% (отношение увеличения потребляемой мощности) соответственно.
Для обоснования предлагаемых пределов технологических параметров в табл. 2 приводятся результаты обра
ботки по режимам 1-3 и по режимам,
выходящим за предлагаемые пределы 4 и 5. .
Циклический нагрев и охлаждение с изотермическими выдержками при Ас, +(20-50)°С и 640-660°С повторяют три раза.
По результатам контроля качества металла поковок-проб, термообработан- ных по предлагаемому способу (1-3) установлено, что все они не имеют дефектов (флокенов), а производительность при обработке их резанием (обдирке) Составляет 1,5-2 пробы в смену.
Из табл. 2 видно, что при термо- обработке по вариантам 4 и 5 обрабатываемость поковок-проб резанием составляет 0,5-0,8 шт. в смену. При этом
в заг отовках обнаружено наличие фло- кенов.
Техническая сущность изобретения поясняется следующим.
Циклический нагрев и охлаждение с изотермическими выдержками при Ас, +(20-50)С и 640-660°С непосредственно после охлаждения поковок, проведенного после ковки, позволяют обеспечить благоприятные для диффузии водорода факторы. 640-660°С обеспечиваются условия для наиболее полного распада непревращенного аус- тенита в перлит, который обладает повьшенной водородопроницаемостью и максимальной диффузией водорода из металла. При этом при нагревах вьпие Ас на 20-50 С устраняется отрицательное влияние выдержки на стабилизацию аустенита и обеспечивается более полньй и интенсивный его распад при последующем охлаждении до 640- .
Проведение указанного циклического нагрева и охлаждения с изотермическими вьщержками дает новые импульсы для ускорения диффузии водорода от глубинных слоев к поверхности и далее в атмосферу, количество которых зависит от легированНости стали ее флокеночувствительности и массивности поковки.
Последующий нагрев до Acj +(20- 40)р с выдержкой после изотермической вьщержки при 640-660 С, заканчивающей многократный нагрев и охлаждение от Ас +(20-50) С до 640-660°С и последукщее охлаждение после Ас + + (20-40)0 до 100-150 С, позволяют практически полностью осуществить превращение аустенита с образованием бейнита и, частично, мартенсита в поверхностном слое поковки. При последующем за этим нагревом (отпуском) 45 после выдержки при Ас +(2040)0 ведут до 100-150 С, после чего поковки нагревают до 640-660 0, выдерживают, охлаждают до 350-400°С, выдерживают и окончательно охлаждают
до 640-660 0 и выдержкой происходит полньй распад бейнита в перлит или сорбит отпуска, обладакщие мягкой структурой, что приводит к снижению
твердости поверхностного слоя (НВ 217-230), в результате чего обрабатываемость резанием повьшается.
Г|)едшествующая нагреву до Ас + (20-40) изотермическая выдержка при 640-660 с позволяет при глубоком переохлаждении до 100-150°С избежать флокенообразования, а также способствует перераспределению и удалению водорода, вследствие чего снижается флокеночувствительность поковок.
Нагрев до 640-660°С с выдержкой после охлаждения до 100-150 С.с последующим охлаждением до 350-400 С позволяет сохранить мягкую структуру поверхностного слоя и обеспечить-.незначительную величину остаточных -тгряжений в поковках и требуемое качество противофлокенной обработки.
Формула изобретения
Способ термической обработки поковок из флокеночувствительных марок сталей мартенситного класса, включающий охлаждение после ковки с последующей выдержкой, нагрев до Ас, -f-(2040) С с последующей вьщержкой и охлаждением, цик:шческий нагрев до Ас +(20-50)С и охлаждение до 640-660 С с изотермическими выдержками при этих температурах и окончательное охлаждение, отличающийся тем, что, с целью улучшения обрабатьшае- мости поковок резанием, циклический нагрев и охлаждение с изотермически- ми выдержками проводят непосредственно после охлаждения поковок после
ковки, нагрев до Ас +(20-40)°С проводят после изотермической вьщержки при 640-660 С, заканчивающей циклический нагрев и охлаждение, а охлаж
после выдержки при Ас +(2040)0 ведут до 100-150 С, после чего поковки нагревают до 640-660 0, выдерживают, охлаждают до 350-400°С, выдерживают и окончательно охлаждают,
Заказ 3542/28Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
фоизводственно-полиграфическое предприятие , г.Ужгород, ул. Щ)оектная,4
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки крупных поковок | 1984 |
|
SU1382861A1 |
| Способ термической обработки крупных поковок | 1980 |
|
SU927859A1 |
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
| Способ термической обработки поковок | 1979 |
|
SU885295A1 |
| Способ изотермического отжига заготовок из легированных сталей | 1978 |
|
SU779412A1 |
| Способ предварительной термической обработки поковок из высоколегированных конструкционных сталей мартенситного класса | 1985 |
|
SU1323582A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРОТИВОФЛОКЕННОЙ ОБРАБОТКИ ПОКОВОК | 2004 |
|
RU2252268C1 |
| РОТОР ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2805951C1 |
| Способ противоводородной термической обработки заготовок из сталей и сплавов | 2017 |
|
RU2667111C2 |
| Способ определения физико-механических свойств материала поковок | 1983 |
|
SU1202676A2 |
Изобретение относится к области металлургии железа и предназначено для обработки поковок сплошного поперечного сечения диаметром или стороной квадрата более 300 мм, изготовленных из флокеночувствительных марок сталей мартенситного класса. Цель - улучшение обрабатываемости поковок резанием. После ковки поковку охлаждают до 200-250 0 и выдерживают при этой температуре, затем циклически нагревают, до Ас +(20-50)С и охлаждают до 640-660 С с изотермическими вьщержками при этих температурах, затем нагревают до Ас,, +(20- 50) С, выдерживают, охлаждают до 100- , нагревают до 640-660 С, вьщер- живают, охлаждают до 350-400°С, вы- .держивают и окончательно охлаждают до комнатной температуры. 2 табл. со 00 00 Oi
| Способ термической обработки крупных поковок | 1980 |
|
SU927859A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
