«О
Изобретение относится к термической обработке, в частности к способам противофлокенной обработки поковок из высоколегированных сталей с особо устойчивьм аустенитом.
Цепь изобретения - уменьшение длительности и энергоемкости обработки.
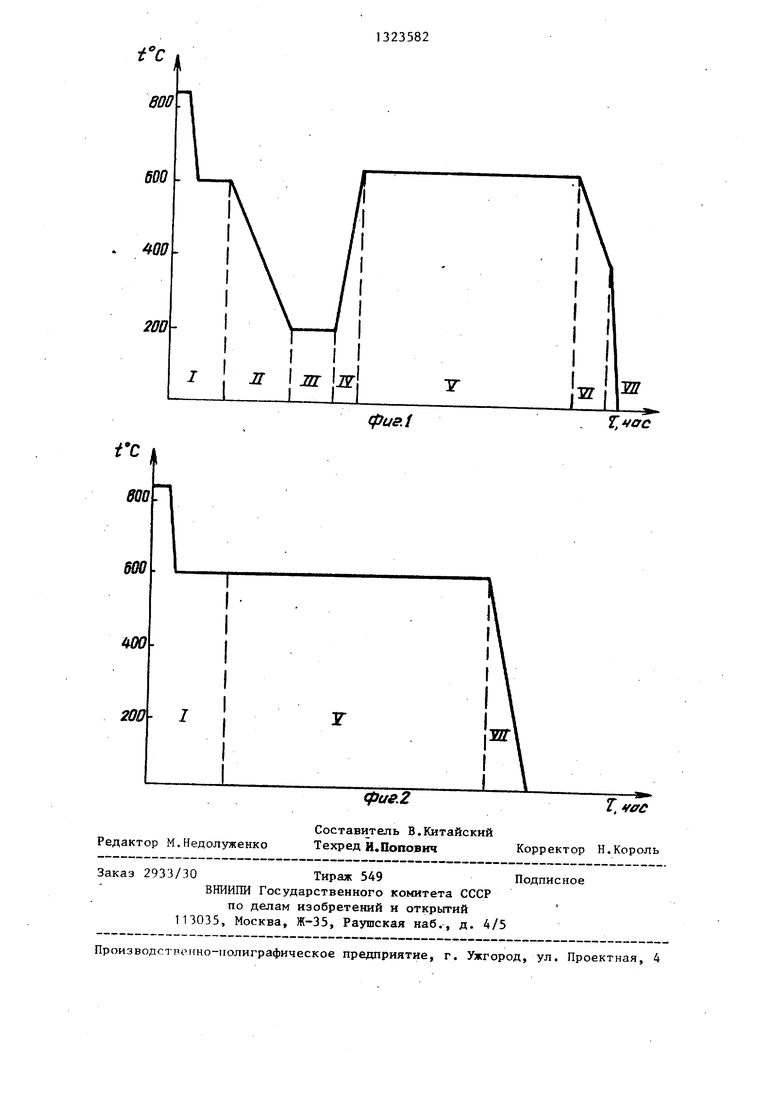
На фиг.1 показан график известного режима; на фиг.2 - то же, предлагаемого режима.
Способ осуществляют следующим образом.
Термической обработке подвергали цилиндрические образцы диаметром 20 и высотой 30 мм из стали 18Х2И4М, 15 дпя которой АС,, 800°С, Ас, . Образцы нагревали до в лабораторной камерной печи СУОЛ-0,251/ /12-1М1, выдерживали 7 мин и деформировали осадкой на прессе П-50. За- 20 тем деформированные образцы переносили в лабораторную камерную печь СНОЛ 1.6.2.51/9-1ИЗ, температура которой соответственно составляла
Из таблицы видно, что длительност процесса по предлагаемому варианту значительно меньше за счет исключения ряда операций, присущих известному способу. Варьирование температурами изотермической выдержки и .скоростями охлаждения в пределах предлагаемых интервалов обеспечивают распад переохлажденного аустенита на феррито-карбидную смесь, но время процесса несколько увеличивается за счет увеличения времени завершения перлитного превращения. Превышение верхних пределов предлагаемых интервалов температуры изотермической выдержки и скорости охлаждения сокраща ет длительность процесса, однако по- вьшенная скорость охлаждения, в част ности при увеличении сечения, может привести к трещинообразованию. Выход за нижние границы предлагаемых температурных и скоростных интервалов удлиняет технологический процесс и не обеспечивает получение одно.ЗЗО-бОО С, где производилась изотер- родной феррито-карбидной структуры.
мическая вьщержка с последующим регулируемым охлаждением со скоростью V 150-250 С/ч.
С целью изучения кинетики изотермического распада и времени завершения перлитного превращения переохлажденного аустенита после деформации осуществляли вьщержку при 580 С в интервале 30-160 мин с фиксированием структуры зай:алкой по истечении каждых 30 мин. Для получения сравнительных данных проводили обработку образцов по известному режиму - охлаждение с температуры конца деформации с печью до 200 С, выдержка 0,9 мин на 1 мм сечения, высокий отпуск 650°С в течение 2 ч, охлаждение с печью до , далее на воздухе. Дополнительно в качестве сравнительных примеров опробовали режимы с температурами изотермической выдержки вьппе и ниже оптимальной и охлаждение со скоростями, выходящими за граничные пределы предлагаемого интервала.
Во всех девяти вариантах после охлаждения С температур изотермической выдержки степень распада аустенита контролировали по микроструктуре и твердости. Полученные результаты испытаний сведены в таблицу.
5 0
Из таблицы видно, что длительность процесса по предлагаемому варианту значительно меньше за счет исключения ряда операций, присущих известному способу. Варьирование температурами изотермической выдержки и .скоростями охлаждения в пределах предлагаемых интервалов обеспечивают распад переохлажденного аустенита на феррито-карбидную смесь, но время процесса несколько увеличивается за счет увеличения времени завершения перлитного превращения. Превышение верхних пределов предлагаемых интервалов температуры изотермической выдержки и скорости охлаждения сокращает длительность процесса, однако по- вьшенная скорость охлаждения, в частности при увеличении сечения, может привести к трещинообразованию. Выход за нижние границы предлагаемых температурных и скоростных интервалов удлиняет технологический процесс и не обеспечивает получение одноДостижение поставленной цели на поковке диаметром 300 мм подтверждается следующим образом. На фиг.1 и 2 приведены схе1чы сравниваемых процессов, где приняты следующие обозначения этапов:
I - этап накопления садки, длительность одинакова в сравниваемых процессах;
II охлаждение (V 50°С/час);
III- вьщержка (0,9 мин на 1 мм сечения);
IV- нагрев ();
V- изотермическая выдержка (4,2-7,2 шн/мм сечения);
VI- охлаждение с печью (V );
VII- внепечное охлаждение.
Из сравнения схем видно, чтовы- игрьш во времени для одинаковыхпоковок и оборудования представляетсумму длительностей этапов:
лг 7,
+ I-,
ч- + Т
V(
Для поковок сечением 300 мм:
600°С - 200 С „ 50 С7ч - -
С„, 0,9 мин/мм 300 мм 270 мин
111 - 4,5 ч;
200°C
Д,2 ч;
4,4 ч;
d i; 8 + 4,5 + 4,2 + 4,4 21,1
Из сравнения схем на фиг.1 и 2 следует, что по энергозатратам процессы отличаются только по количеству тепла, необходимого для реализации этапов III (поддержание температуры садки на уровне 200°С) и IV (нагрев с 200°С до температуры изотермической выдержки), так как они исключены из предлагаемого режима, этапы I и V по .энергоемкости идентичны, а этапы II и VI не требуют затрат энергии (охлаждение). Таким образом, эффект экономии энергии
звестный 1
Ьц 11001 , выдержка, tn , посадка в печь с t 600° С, охлаждение с печью с V до 200°С, вьщержка, нагрев с V до 620°С,
выдержка, охлаждение с печью с V 100°С/ч до , охлаждение на воздухе с V .
t 1100t10 C, выдержка, t j. , посадка в печь с t 600°С, изотермическая вьШержка, охлаждение с V
t« 1100l10 C, выдержка 7 мин, ti.a.13235824
равен энергозатратам на этапах 1П
и IV.
Формула изобретения
Способ предварительной теркичес- кой обработки поковок из высоколегированных конструкционных сталей мар- тенситного класса, преимущественно с особо устойчивым аустенитом, включающий нагрев, ковку, охлаждение в печи с температуры конца ковки до 550- 600°С, изотермическую вьщержку 4,2- 7,2 мин на 1 мм сечения и-окончательное охлаждение, о т л и ч а ю щ и йс я тем, что, с целью уменьшения
длительности и энергоемкости обработки, изотермическую вьщержку проводят непосредственно после охлаждения поковок с температуры конца ковки, а
кончательное охлаждение осуществляют со скоростью 150-250°С/ч.
37
10 мин - нагрев 7 мин - вьщержка 1 мин - деформация 4 час - охлаждение 18 мин - выдержка
ит + фер+ бейнит
29
4 ч. 1 2 мин - нагрев 2 ч - вьщержка 2 ч. 12 мин - охлаждение
1 ч 20 мин - охлаждение1 14 ч 20 мин
- 28
30
10 мин - нагрев 7 мин - выдержка
1мин - деформация
2ч - выдержка
3ч.12 мин - охлаждение
5 ч. 30 мин
6 ч 36 мин
2
, посадка в печь с t 580°С, изотермическая выдержка 2,6 ч, охлаждение с V 150°С/ч.
t, 1100t104, выдержка 7 мин, t
;-з
1000°С, посадка в печь с t ЗЗО С, изотермическая выдержка 3,5 ч, охлаждение с V 250°С/ч.
t nOOtlO C, выдержка 7 мин, 11 „ , посадка в печь с t 680°С, изотермическая вьщержка 3 ч, охлаждение с V З20 с/ч
t nOOllO C, выдержка 7 мин, tKj посадка в
печь с t 5bO C, изотермическая вы- держка 3 ч, охлаждение с V .
Примечание, t - температура нагрева, t, .
мации (кОвки),
Продолжение таблицы
идизированный цементит
Перлит + феррит
31
I 6 ч
Феррит + пер- 32 лит + мартенсит
5 ч 24 мин
Бейнит + феррит + перлит
ЗД,5 8 ч 6 мин
- температура конца дефорBOO
600
400
200
cpu&.i
T.fOC
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки крупных поковок | 1980 |
|
SU927859A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРОТИВОФЛОКЕННОЙ ОБРАБОТКИ ПОКОВОК | 2009 |
|
RU2394921C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТАЛЬНЫХ ШТАМПОВЫХ СТАЛЕЙ | 2008 |
|
RU2371488C1 |
| Способ термической обработки быстрорежущей стали | 1981 |
|
SU996476A1 |
| Способ обработки заэвтектоидных легированных инструментальных сталей | 1980 |
|
SU985086A1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| Способ термической обработки поковок | 1979 |
|
SU885295A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРОТИВОФЛОКЕННОЙ ОБРАБОТКИ ПОКОВОК | 2004 |
|
RU2252268C1 |
| Способ обработки стальных заготовок | 1985 |
|
SU1381172A1 |
| Способ термической обработки поковок из флокеночувствительных марок сталей мартенситного класса | 1985 |
|
SU1330186A1 |
Изобретение относится к термической обработке, в частности к способам противо4шюсовой обработки поковок из высоколегированных конструкционных сталей с особо устойчивым аустенитом. Цель - уменьшение длительности и энергоемкости обработки. После нагрева и пластической деформации ковкой осуществляют охлаждение поковки с температуры конца ковки до 550-600 С с изотермической вьщержкой при этой температуре в течение 4,2-7,2 мин на 1 мм сечения с последующим окончательным охлаждением со скоростью 150-250 С/ч. 2 ил., 1 табл. с С/)
200
Редактор М.Недолуженко
(fJuff.Z
Составитель В.Китайский Техред Й.Попович
Заказ 2933/30Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открьггий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производстпегшо-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
m
T.VffC
Корректор Н.Король
| Металловедение и термическая обработка стали | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М.Л.Борнштейна, А.Г.Рахштадта | |||
| М.: Металлургия, 1983, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
