Изобретение относится к машиностроению, в частности к способам получения антифрикционных и износостойких покрытий на поверхностях трущихся деталей узлов и агрегатов машин и оборудования, улучшения их эксплуатационных характеристик, надежности и долговечности.
Одной из современных проблем машиностроения является разработка методов повышения несущей способности поверхностных слоев деталей, т.к. возникающие, в первую очередь, в них разрушения лимитируют работоспособность и долговечность машин и оборудования. Эффективным методом, позволяющим решить описанную проблему, является формирование на поверхностях трущихся деталей специальных полимерных покрытий, способных предотвратить износ, снизить коэффициент трения поверхностей и уменьшить контактные напряжения.
Известные исследования в указанной области чаще всего относятся к использованию при получении покрытий традиционных способов вулканизации полимеров, таких как термостатирование. При этом чаще всего не удается достигнуть требуемых высоких эксплуатационных свойств, например адгезионных и триботехнических. Кроме того, эти способы получения покрытий не технологичны и имеют высокую трудоемкость.
Известен способ модифицирования поверхностей трения подшипников качения, обеспечивающий улучшение некоторых триботехнических показателей их работы, где в качестве полимерного покрытия используются поверхностно-активные фторсодержащие вещества (эпиламы) [Потеха В.Л., Напреев B.C. Исследование триботехнических характеристик эпиламированных подшипников качения // Вестник машиностроения. -1998. -N5. - С.16-18.].
Причиной, препятствующей достижению требуемого уровня всего комплекса триботехнических свойств при реализации этого способа, является термическое структурирование. Кроме того, технологические особенности процесса формирования покрытия не позволяют использовать его для модификации крупногабаритных деталей трения.
В настоящее время наиболее эффективным источником энергии для вулканизации и придания требуемых свойств полимерным покрытиям является лазерное излучение.
Известен способ получения покрытий, включающий нанесение на металлическую поверхность смеси раствора винилсилоксанового каучука в органическом растворителе и органической перекиси, удаление растворителя сушкой в естественных условиях и вулканизацию нанесенной смеси с воздействием лазерного излучения [Патент РФ N1819270 C 08 J 3/28, C 09 D 183/07 опубл. БИ N20, 1993] - прототип.
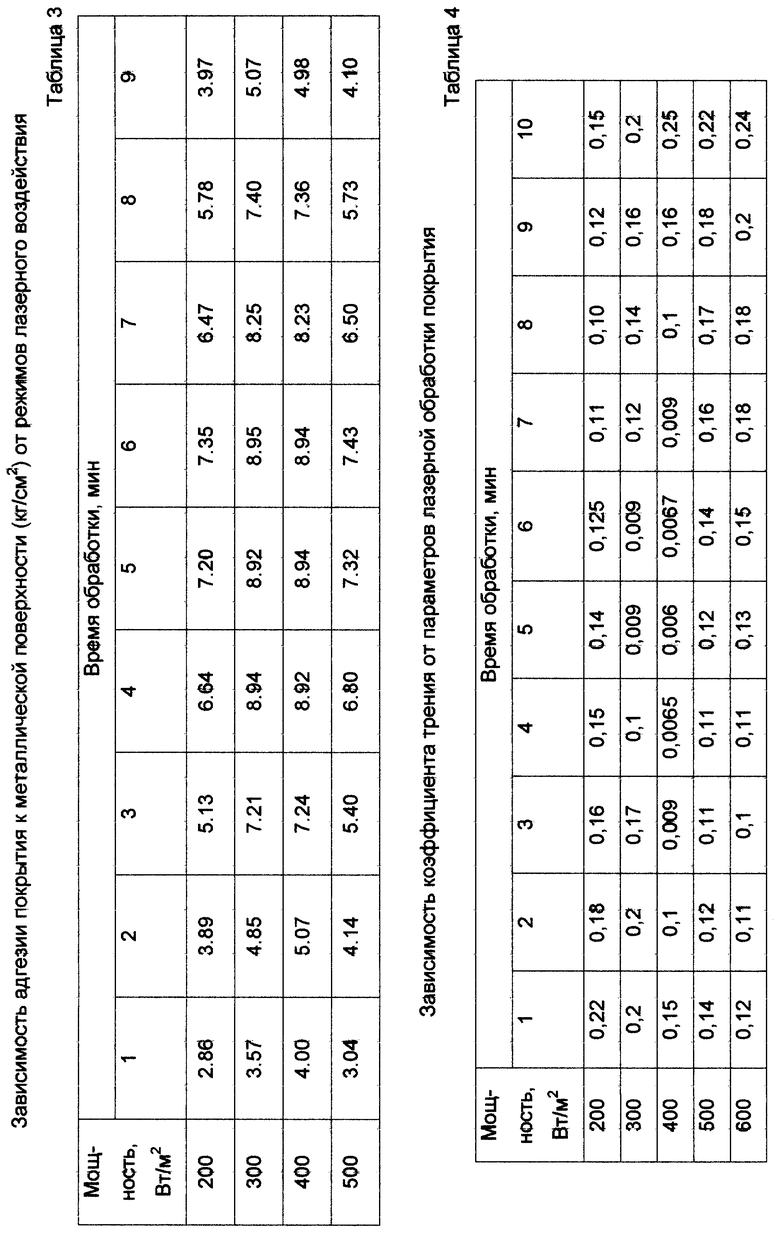
Причинами, препятствующими достижению требуемого технического результата, является то, что по предложенному методу авторы получают покрытия не для повышения износостойкости и других технических показателей, а для защиты изделий от воздействия агрессивных сред, т.е. повышения коррозионной стойкости. Поскольку получаемые при реализации этого способа покрытия не предназначены для работы в условиях длительных механических воздействий, то они не обладают требуемыми физико-механическими характеристиками и не могут быть использованы в условиях трения, а следовательно, и не могут обеспечивать повышение износостойкости и снижение коэффициента трения. Так, показатель адгезии покрытия, полученного по известному способу, к металлической подложке составляет 6,95 кг/см2, что в 1,2-1,3 раза ниже, чем у покрытия, полученного по заявляемому способу (табл. 3).
Задачей изобретения является разработка способа формирования на металлических поверхностях трения специальных полимерных покрытий.
Технический результат заключается в получении на поверхностях трущихся деталей полимерного покрытия, позволяющего повысить износостойкость деталей, надежность и долговечность узлов трения, путем уменьшения коэффициента трения и увеличения нагрузочной способности деталей.
Поставленный технический результат достигается тем, что в способе получения покрытий, включающем нанесение на металлическую поверхность раствора каучука, удаление растворителя сушкой в естественных условиях и вулканизацию под воздействием лазерного излучения, причем используют каучук марки СКФ-32, представляющий собой сополимер винилиденфторида с трифторхлорэтиленом, а в качестве растворителя используют смесь ацетона и метилэтилкетона в массовом соотношении (1,5-1):1, при этом частота лазерного излучения совпадает с частотой собственных валентных колебаний связей между химическими элементами каучука, плотность мощности излучения составляет 300 - 400 Вт/м2, время лазерного воздействия 4 - 6 мин, а толщина наносимого полимерного слоя определяется соотношением:
h = k•λ•p+Rz,
где k - коэффициент, зависящий от отношения d/L;
L - длина контактирующих поверхностей;
d - диаметр детали;
λ = μ•Vε/Fпог - характеристика режима работы узла трения;
μ - динамическая вязкость материала покрытия;
Vε - скорость скольжения;
Fпог - погонная нагрузка;
p - приведенный радиус кривизны;
Rz - высота микронеровностей поверхности.
Полученные условия повышения триботехнических показателей, уменьшения коэффициента трения, увеличения нагрузочной способности, надежности и долговечности узлов трения основаны на следующем.
Необходимость выполнения условий, при которых в качестве наносимого на металлическую поверхность полимера используется фторкаучук марки СКФ-32, представляющий собой сополимер винилиденфторида с трифторхлорэтиленом, объясняется следующим.
Объектом исследований были выбраны фторэластомеры, т.к. помимо хороших физико-механических показателей они обладают высокой стойкостью к агрессивным средам, термостойкостью, антифрикционными свойствами. Это объясняется необходимой прочностью внутримолекулярных связей.
Полярность и межмолекулярное взаимодействие фторкаучуков обусловливают их исключительную стойкость к набуханию в углеводородных маслах. Одной из причин высокой термической стабильности этих соединений по сравнению с углеводородами и хлоруглеводородами является повышенная энергия C-C-связей между фторированными атомами углерода. Во фторкаучуках достаточно сильное межмолекулярное взаимодействие (наибольшее у СКФ-32), что придает им повышенную когезионную прочность.
Из анализа структурных особенностей можно предположить, что под действием лазерного излучения с частотой волны 940 см-1 - 950 см-1 и оптимизированными значениями плотности мощности и времени облучения в этих полимерах будет происходить разрыв химических связей и образование поперечных сшивок (показано ниже).
Кроме того, к достоинствам выбранных фторэластомеров можно отнести так же их растворимость в кетонах и сложных эфирах. Это позволяет получать пленочные покрытия на поверхности детали из раствора, что значительно упрощает технологию.
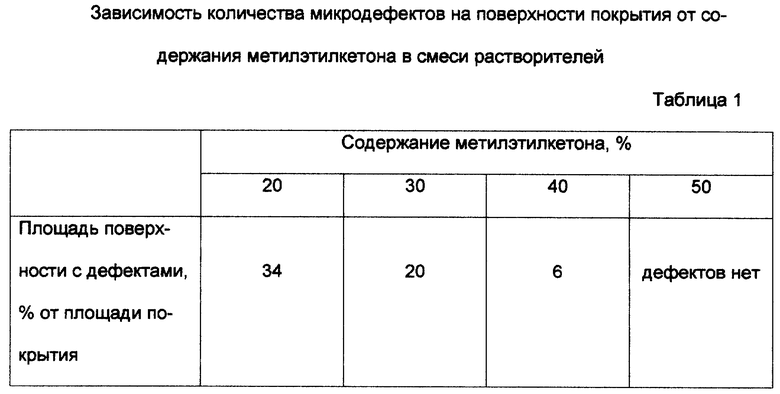
Необходимость выполнения условий, при которых в качестве растворителя используется смесь ацетона и метилэтилкетона в массовом соотношении (1,5-1): 1, объясняется следующим.
Указанное соотношение было выбрано исходя из экспериментальных данных, полученных по однородности поверхности покрытия, после его предварительной просушки в естественных условиях (см. табл. 1). При уменьшении в смеси количества метилэтилкетона (МЭК) до 30% масс. около 20% от единицы поверхности (1 см2) покрытие содержит микродефекты (трещины и воздушные карманы), которые могут привести к быстрому разрушению пленки покрытия в процессе эксплуатации. При добавлении 40% масс. МЭК микродефекты наблюдаются на 5 -7% от единицы поверхности, а при концентрации 50% масс. МЭК микродефектов не наблюдалось.
Необходимость выполнения условий, при которых частота лазерного излучения совпадает с частотой собственных валентных колебаний связей между химическими элементами, входящими в состав каучука, объясняется следующим.
Механизм воздействия лазера заключается в том, что волна лазерного излучения, падающая на поверхность формируемого покрытия, взаимодействует с колебаниями химических связей каучука. Это взаимодействие тем более эффективно, чем ближе частота падающей волны к характеристической частоте колебания соответствующей связи. Следует ожидать наибольшей степени поглощения излучения в случае совпадения этих частот (явление резонанса).
При действии мощного лазерного излучения поглощается большое число квантов (фиг. 1) и поэтому среднее расстояние между колеблющимися атомами "r" увеличивается из-за ангармонического характера потенциальной кривой. Это увеличение может происходить вплоть до диссоциации химической связи на соответствующие радикалы.
Для явления резонанса существует понятие расстройки резонанса - Δ = |ω-ωmn|. При выполнении неравенства Δ ≪ ω соблюдается условие применимости резонансного приближения, при котором резонансные колебания возникают, но имеют меньшую силу, чем при точном резонансе (Δ = 0).
Можно утверждать, что выполнение условий возникновения резонансных колебаний определяет эффективность лазерной модификации полимера, т.к. только в этом случае будет происходить разрыв химических связей с последующим образованием поперечных сшивок.
Эти условия реализуются при воздействии излучения непрерывного CO2-лазера на покрытие на основе СКФ-32.
Макромолекулы СКФ-32 состоят из повторяющегося мономерного звена -[CH2-CF2-CF2-CFCl] -. В соответствии с данными ИК-спектроскопии излучение поглощается колебаниями связи C-F в области 1000-1300 см-1, C-H - 2860-2940 см-1, C-Cl - 700-810 см-1, C-C - 850-1210 см-1.
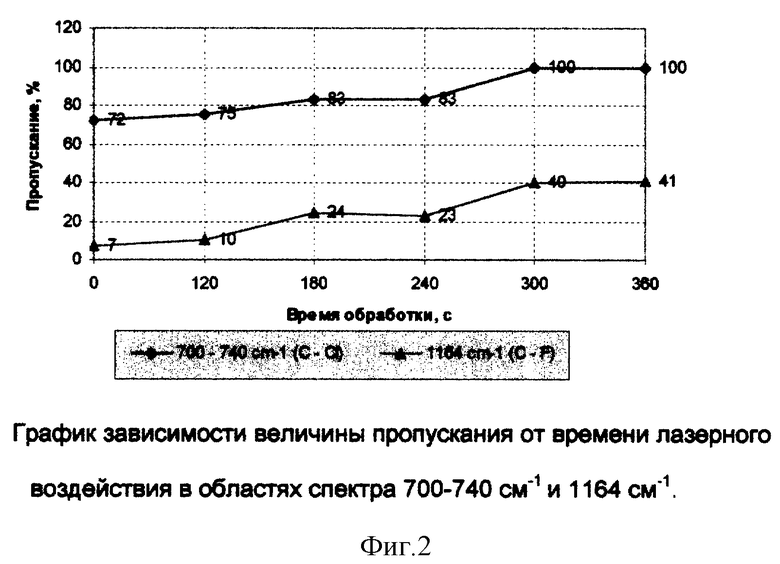
Используемое в наших экспериментах ИК-излучение непрерывного CO2-лазера имеет частоту 943,6 см-1. Следовательно, описанные выше условия в наибольшей степени будут соблюдаться для связей C-F, C-Cl и частично C-C. Вышесказанное подтверждается данными ИК-спектроскопии и экспериментальных исследований по определению степени структурирования покрытия (фиг.2).
Из данных ИК-спектроскопии видно, что с увеличением времени лазерного воздействия на материал покрытия возрастает интенсивность пропускания в областях спектра, соответствующих связям C-C, C-Cl и C-F.
Это обусловлено уменьшением количества этих связей в структуре материала. Так, например, количество C-F-связей уменьшается на 34% по сравнению с исходным, а C-Cl-связи исчезают полностью. Полученные данные подтверждают выводы о том, что в результате лазерного воздействия на полимерное покрытие действительно происходит разрыв указанных типов связей, в результате чего образуется большое количество радикалов и поперечных сшивок.
Результаты исследований степени структурирования свидетельствуют о том, что лазерное излучение позволяет увеличить плотность сшивки более чем в 1,5 раза по сравнению с традиционным термическим способом структурирования. Показано также, что структурирование покрытия при выбранных параметрах излучения можно производить без пероксидного инициатора.
Таким образом можно заключить, что излучение непрерывного CO2-лазера с частотой волны 943,6 см-1 позволяет получить большое количество дополнительных поперечных сшивок и сформировать фторполимерное покрытие с высокой степенью структурирования.
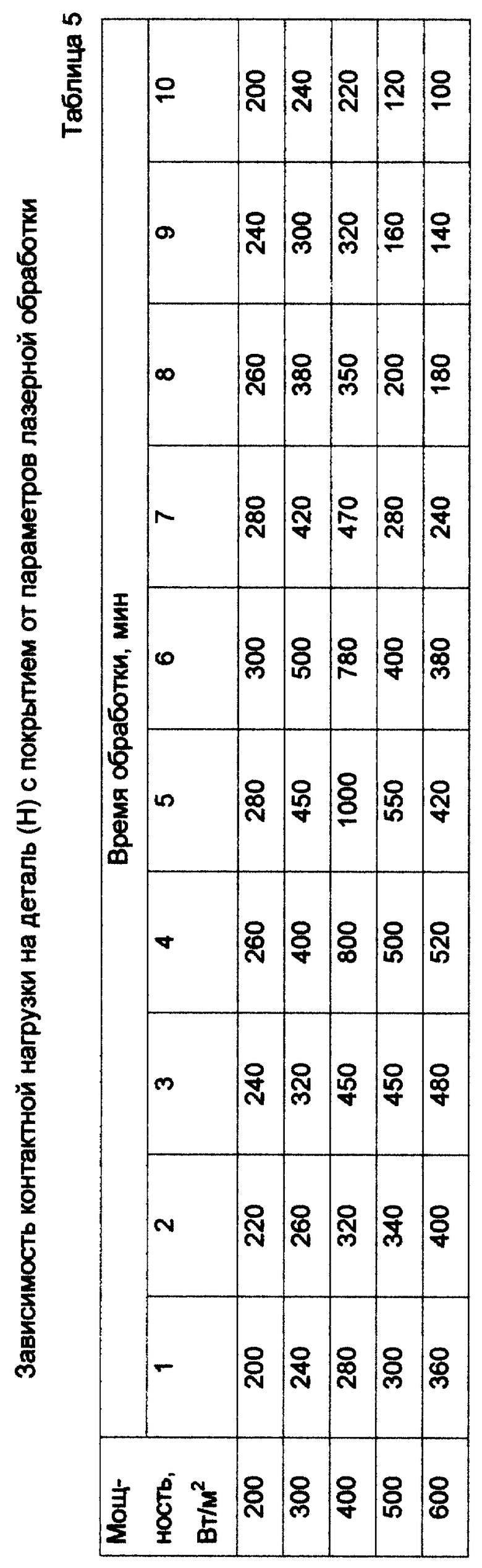
Необходимость выполнения условий, при которых плотность мощности излучения составляет 300 - 400 Вт/м2, а время лазерного воздействия 4 - 6 мин объясняется экспериментальными данными, представленными в табл. 4, 5.
В табл. 4 приведены результаты экспериментальных исследований по влиянию плотности мощности лазерного излучения на триботехнические свойства трущихся поверхностей. В качестве основного показателя свойств принят коэффициент трения.
Из табл. 4 видно, что область оптимальных значений коэффициента трения удается достичь при лазерной обработке по режимам: плотность мощности 300-400 Вт/м2, время облучения 4 - 6 мин. Уменьшение значений плотности мощности и времени воздействия приводит к увеличению коэффициента трения, что вызвано недостаточной степенью структурирования и недостаточной адгезией покрытия к металлической поверхности. В этом случае при испытаниях наблюдалось разрушение пленочного покрытия, вследствие чего имел место контакт микронеровностей металлических поверхностей и резкие колебания (увеличение) момента трения.
Дополнительным подтверждением выбора оптимальных условий формирования пленочного покрытия являются данные табл.5. Из представленных данных видно, что детали с покрытием, обработка которого проводилась по предлагаемым режимам, остаются работоспособными при высоких контактных нагрузках до 1000 Н.
Необходимость выполнения условий, при которых толщина покрытия определяется соотношением h = k•λ•p+Rz объясняется следующим.
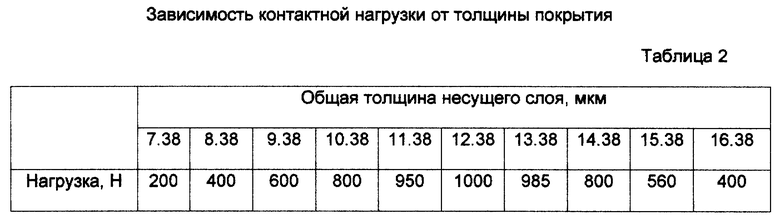
Для предотвращения контакта микронеровностей металлических поверхностей, улучшения условий трения, уменьшения коэффициента трения и увеличения нагрузочной способности деталей толщина несущего полимерного слоя должна определяться из соотношения hH.C= k•λ•p и для всех цилиндрических поверхностей должна находиться в пределах 9,5-12 мкм.
Высота микронеровностей металлической поверхности зависит от способа ее обработки, так, например, при шлифовании она обычно составляет около 1,88 мкм. Таким образом общая высота несущего полимерного слоя с учетом высоты микронеровностей должна составлять 11,38 - 13,38 мкм, что подтверждается экспериментальными данными (табл.2).
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволили установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения, а определено из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволили выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объеме, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
Предлагаемый способ осуществляется следующим образом. Готовят композиционный раствор, для чего к 10 г СКФ-32 приливают 50 мл ацетона, смесь тщательно перемешивают до гомогенного состояния, после чего приливают 50 мл метилэтилкетона и вновь тщательно перемешивают. Металлическую поверхность предварительно обезжиривают органическим растворителем (ацетон, гексан и т. п.), наносят раствор каучука для формирования полимерной пленки с последующей просушкой при температуре 20 - 30oC в течение 10-20 мин. После чего производится обработка поверхности с покрытием с помощью непрерывного излучения CO2-лазера, при плотности мощности 300 Вт/м2 в течение 4 - 6 мин, чем обеспечивается высокая степень структурирования и адгезия покрытия к металлической поверхности.
Пример 1. Готовят раствор каучука, для чего к 10 г СКФ-32 приливают 50 мл ацетона, смесь тщательно перемешивают до гомогенного состояния, после чего приливают 50 мл метилэтилкетона, массовое соотношение ацетона и метилэтилкетона (1: 1) и вновь тщательно перемешивают. Металлическую поверхность предварительно обезжиривают органическим растворителем (ацетон, гексан и т. п.), наносят композиционный раствор для формирования полимерной пленки с последующей просушкой при температуре 20-30oC в течение 10-20 мин. После чего производится обработка поверхности с покрытием с помощью непрерывного излучения CO2-лазера, в течение 4 - 6 мин, чем обеспечивается высокая степень структурирования и адгезия покрытия к металлической поверхности.
Пример 2. По методике, описанной в примере 1, наносят покрытие, при подготовке раствора каучука используют 60 мл ацетона и 40 мл метилэтилкетона при их массовом соотношении (1,5:1).
Свойства поверхности полученных покрытий представлены в табл. 1.
Пример 3. По методике, описанной в примере 1, наносят покрытие, но плотность мощности лазерного излучения составляет 200 Вт/м2, а время облучения - 9 мин.
Пример 4. По методике, описанной в примере 1, наносят покрытие, но плотность мощности лазерного излучения составляет 600 Вт/м2, а время облучения - 2 мин.
Эксплуатационные характеристики и свойства полученных покрытий представлены в табл. 4, 5.
Как видно из представленных таблиц 3, 4, 5, заявленный способ позволяет получать покрытия с высокими адгезионными и антифрикционными свойствами и тем самым увеличить нагрузочную способность деталей трения, повысить их надежность и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ОСНОВЕ ФТОРКАУЧУКА | 2002 |
|
RU2232780C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2000 |
|
RU2161211C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ, ПОКРЫТИЙ И ПЛЕНОК НА ОСНОВЕ ФТОРКАУЧУКА | 1999 |
|
RU2189992C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2087548C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ТРЕНИЕ | 2001 |
|
RU2191996C1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ МАТЕРИАЛОВ НА ТРЕНИЕ | 2005 |
|
RU2292031C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2010 |
|
RU2446198C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, ПОКРЫТИЙ И ПЛЕНОК ИЗ РАСТВОРОВ ПОЛИФЕНИЛЕНОКСИДА | 1994 |
|
RU2069674C1 |
Изобретение относится к машиностроению, в частности к способам получения антифрикционных и износостойких покрытий на поверхностях трущихся деталей узлов и агрегатов машин и оборудования, описывается способ получения антифрикционных покрытий, включающий нанесение на металлическую поверхность раствора каучука, удаление растворителя сушкой в естественных условиях и вулканизацию под воздействием лазерного излучения. Он отличается тем, что используется каучук марки СКФ-32, представляющий собой сополимер винилиденфторида с трифторхлорэтиленом, а в качестве растворителя используется смесь ацетона и метилэтилкетона в массовом соотношении (1,5-1):1, при этом частота лазерного излучения совпадает с частотой собственных валентных колебаний связей между химическими элементами, входящими в состав каучука, плотность мощности излучения составляет 300-400 Вт/м2, время лазерного воздействия 4-6 мин, а толщина наносимого полимерного слоя определяется соотношением h = k•λ•p+Rz, где k - коэффициент, зависящий от отношения d/L; d - диаметр детали; L - длина контактирующих поверхностей; λ = μ•Vε/Fnor - характеристика режима работы узла трения, μ - динамическая вязкость материала покрытия; Vε - скорость скольжения; Fпог- погонная нагрузка; р - приведенный радиус кривизны; Rz - высота микронеровностей поверхности. Технический результат заключается в получении на поверхностях трущихся деталей полимерного покрытия, позволяющего повысить износостойкость деталей, надежность и долговечность узлов трения путем уменьшения коэффициента трения и увеличения нагрузочной способности деталей. 2 ил., 5 табл.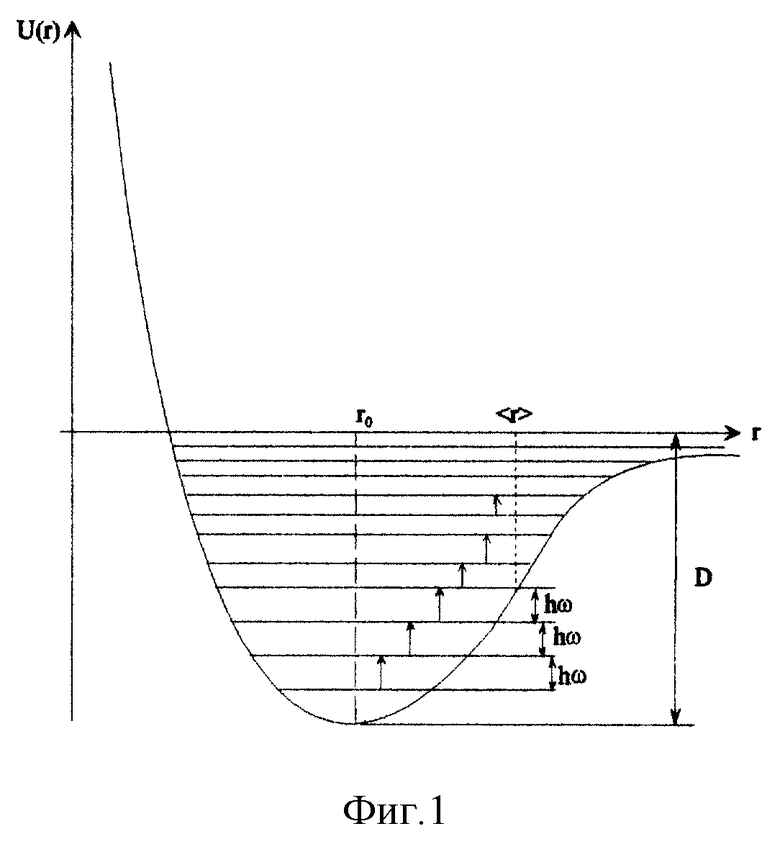
Способ получения антифрикционных покрытий, включающий нанесение на металлическую поверхность раствора каучука, удаление растворителя сушкой в естественных условиях и вулканизацию под воздействием лазерного излучения, отличающийся тем, что используют каучук марки СКФ-32, представляющий собой сополимер винилиденфторида с трифторхлорэтиленом, а в качестве растворителя используют смесь ацетона и метилэтилкетона в массовом соотношении 1,5 - 1 : 1, при этом частота лазерного излучения совпадает с частотой собственных валентных колебаний связей между химическими элементами каучука, плотность мощности излучения составляет 300 - 400 Вт/м2, время лазерного воздействия 4 - 6 мин, а толщина наносимого полимерного слоя определяется соотношением
h = k•λ•p+RZ,
где k - коэффициент зависящий от отношения d/L;
d - длина детали;
L - длина контактирующих поверхностей;
λ = μ•Vε/Fnor - характеристика режима работы узла трения;
μ - динамическая вязкость материала покрытия;
Vε - скорость скольжения;
Fnor - погонная нагрузка;
p - приведенный радиус кривизны;
RZ - высота микронеровностей поверхности.
| Способ получения покрытия | 1990 |
|
SU1819270A3 |
| SU 648588 A, 25.02.1979. | |||

