Изобретение относится к технике нагрева газов до высоких температур (плазмотронам) с помощью электрической дуги и может быть использовано в металлургических, металлообрабатывающих технологических процессах, плазмохимии и в исследовательских целях.
Целью настоящего изобретения является увеличение ресурса составного цилиндрического катода за счет повышения качества соединения эмиссионных вставок с медной обоймой.
Хорошее качество соединения эмиссионных сердечников с материалом обоймы обеспечивается выбраной схемой деформации заготовки: при достижении усилия, превышающего предел прочности меди, происходит ее радиальное течение (к оси) при закрытии центрального отверстия и обжатие активных вставок. Опытным путем установлена оптимальная величина деформации заготовки, которая связана со следующей зависимостью: d1/d2 ≥ 2, где d1 диаметр центрального отверстия, d2 диаметр радиального отверстия (и активной вставки).
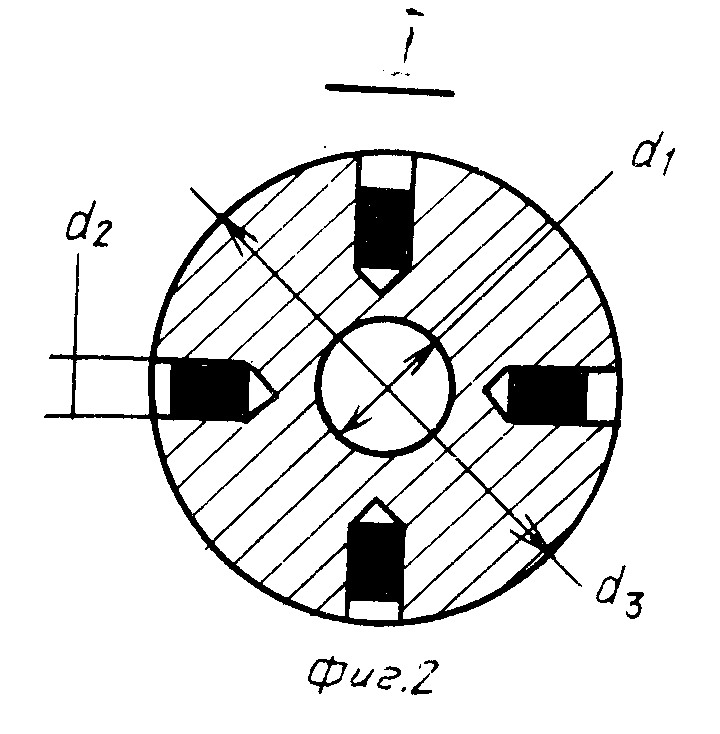
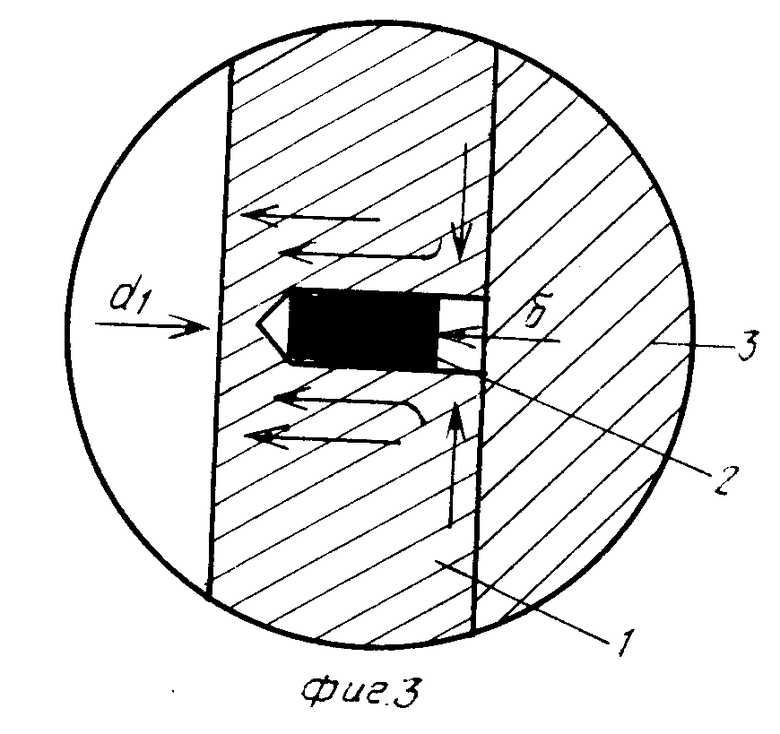
На фиг. 1 представлена заготовка катода; на фиг. 2 узел I на фиг. 1; на фиг. 3 вариант размещения эмиссионных вставок.
В медной цилиндрической обойме 1 Т-образной внешней формы имеется центральное отверстие d1=5 мм, а в плоскости А-А радиальные отверстия d2=2,5 мм, куда вставлены активные вставки 2 из иттрированного гафния. Наружный диаметр d3 обоймы составлял 21 мм. Заготовка помещается в цельную матрицу 3 и через пуансон 4 деформируется с помощью гидравлического пресса до закрытия центрального отверстия (для указанных размеров d3 общее усилие Р составляло 40 т). После прессования полости над вставками полностью закрываются (стрелками показано течение материала обоймы). Следует особо подчеркнуть, что при соблюдении условия d1/d2 ≥ 2, полное закрытие центрального отверстия при деформации заготовки является одновременно гарантией качественного изготовления катодов, и своеобразным контролем, особенно важным при массовом производстве.
Экспериментальный катод. выполненный по предлагаемому способу, проработал 3,5 ч с общим током дуги 850 А.
В нем были запрессованы сразу 12 вставок по 6 шт. в двух плоскостях. В целях сопоставительного анализа по качеству соединения активных вставок с обоймой были изготовлены катоды по известному методу: гафниеые штабики впрессовались в отверстия с посадкой по ГОСТу 7713-62 и предлагаемым способом. После 15 мин работы электродов их разрезали и делали шлифы. Микрошлифы показывают, что качество обжатия вставок по предлагаемому способу несравненно выше.
В стационарном режиме работы удельная эрозия каждой единичной вставки в цилиндрическом катоде понижается в 10-20 раз по сравнению с торцевым серийным катодом при одинаковых токах разряда на эмиссионые сердечники в том и другом случае.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2000 |
|
RU2172662C1 |
| ЭЛЕКТРОД ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 2003 |
|
RU2239532C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 1983 |
|
SU1136735A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Неплавящийся электрод для дуговыхпРОцЕССОВ | 1978 |
|
SU841871A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА С ИЗНОСОСТОЙКОЙ ВСТАВКОЙ | 2001 |
|
RU2187416C1 |
| СПОСОБ И УСТРОЙСТВО ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННОГО РЕСУРСА ПЛАЗМЕННО-ДУГОВОЙ ГОРЕЛКИ | 2013 |
|
RU2659803C2 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ПЛАЗМАТРОНА | 1985 |
|
SU1335128A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ШАРОВОГО ГИРОСКОПА | 2005 |
|
RU2286535C1 |
Изобретение относится к области электронной техники. Цель увеличение ресурса составного цилиндрического катода (ЦК) за счет повышения качества соединения эмиссионных вставок (ЭВ) с медной цилиндрической обоймой (МЦО). Способ изготовления ЦК поясняется чертежом. Цель достигается тем, что в МЦО 1 Т-образного долевого сечения имеется несквозное осевое отверстие, а в полости А А радиальное отверстие, туда вставляется ЭВ 2 из иттрированного гафния, размещают МЦО 1 в матрицу 3 и деформируют ее через пуансон 4 до полного закрытия осевого отверстия, после чего в МЦО 1 выполняют осевое отверстие диаметром, достаточным для вскрытия ЭВ 2 со стороны внутренней поверхности катода. 1 з. п. ф-лы, 3 ил.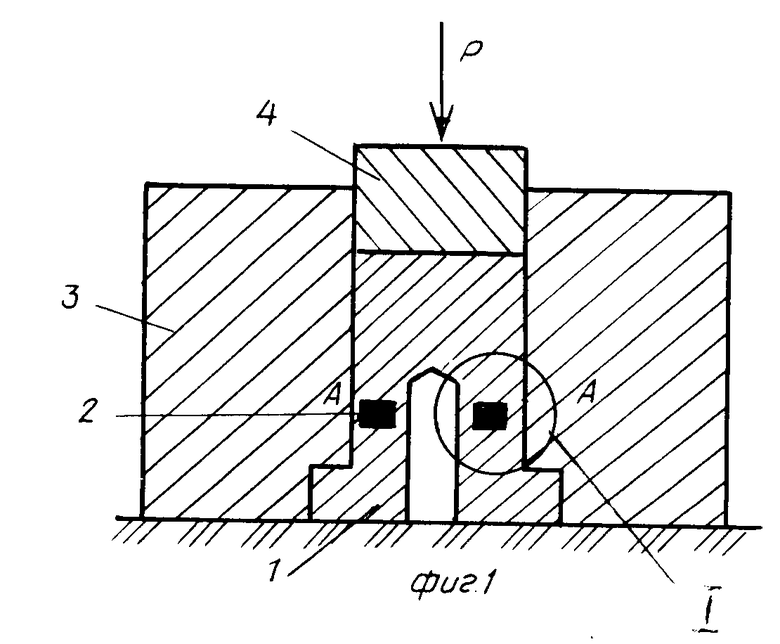
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 1983 |
|
SU1136735A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
