Изобретение относится к металлургии, а именно к способам для обработки металлов давлением.
Известно, что деформация материала вызывает в нем значительно меньшие повреждения, если она выполняется в условиях высоких сжимающих напряжений. Из этого следует, что возможно достижение более интенсивной деформации металлов и сплавов без разрушения. Сжимающие напряжения могут быть созданы внешним воздействием, например, сжатой жидкостью или пластичным твердым телом или реакциями стенок, ограничивающих деформируемый материал.
Известны два типа способов, которые применяются для деформации осадкой хрупких и малопластичных материалов.
В способах первого типа для создания сжимающих напряжений, действующих на деформируемую заготовку, используется жидкость высокого давления. Эти способы не позволяют осуществлять деформацию заготовок под высоким гидростатическим давлением при низких температурах в интервале (-50-197°C) из-за замерзания жидкостей.
В способах второго типа для создания сжимающих напряжений, действующих на боковую поверхность деформируемой заготовки, используются обоймы (оболочки) из пластичного материала.
Известен способ осадки заготовок из хрупких малопластичных сплавов [Л.Н. Могучев «Использование обойм для повышения деформируемости малопластичных сплавов» Сборник «Исследования по жаропрочным сплавам» Институт металлургии им. А.А. Байкова. Издательство АН. СССР, 1956, с.118-123]. Способ осуществляют следующим образом. Заготовку из хрупкого материала, имеющую высоту, равную высоте обоймы, плотно устанавливают в отверстие обоймы. Затем осуществляют сборку обоймы с заготовкой, после чего сборку и пуансоны нагревают в электрической печи до температуры 400°C. После выдержки в печи сборку укладывают на нагретый нижний пуансон, размещенный на прессе или молоте, потом устанавливают нагретый верхний пуансон и осуществляют осадку сборки. В процессе осадки уменьшается высота сборки, и увеличиваются диаметры обоймы и заготовки.
Силы трения, возникающие при перемещении обоймы по поверхностям пуансонов, затрудняют расширение отверстия обоймы и увеличение диаметра заготовки, благодаря этому на боковую поверхность заготовки воздействуют радиальные сжимающие напряжения. Наличие радиальных сжимающих напряжений на поверхности заготовки обеспечивает процесс осадки с боковым подпором, при котором значительно повышается пластичность образца.
В статье описаны эксперименты по осадке этим способом заготовок из малопластичных сплавов магния МА2 и МАЗ, имеющих литую структуру при температуре 400°C на молоте с весом падающих частей 1500 кг. Применение этого способа горячей осадки позволило увеличить пластичность образцов с 40% до 85%.
При эксперименте по холодной осадке этим способом кольцевых обойм, было установлено, что увеличение наружного диаметра обоймы происходит значительно интенсивнее, чем уменьшение диаметра ее отверстия и возможно появление трещин на периферии обоймы, а боковое давление со стороны отверстия обоймы на поверхность деформируемого образца имеет небольшую величину.
Таким образом, способ не позволяет осуществить осадку образцов из хрупких и малопластичных материалов с большими степенями деформации в интервале комнатной и более низких температур, за одну операцию формоизменения.
Наиболее близким к заявляемому по технической сущности является способ осадки цилиндрических заготовок из малопластичных сплавов [Л.Н. Могучев «Использование обойм для повышения деформируемости малопластичных сплавов» Сборник «Исследования по жаропрочным сплавам» Институт металлургии им. А.А. Байкова. Издательство АН. СССР, 1956, с.115-118].
Способ осуществляют следующим образом: цилиндрическую заготовку из хрупкого или малопластичного материала, например, сплава магния МА2, плотно устанавливают в отверстие обоймы, и осуществляют сборку обоймы с заготовкой. Сборку и пуансоны нагревают в электрической печи сопротивления до 400°C. При первой операции нижний пуансон устанавливают на стол пресса и на него укладывают обойму своей нижней полостью. В дальнейшем в верхнюю полость обоймы устанавливают верхний пуансон и выполняют осадку сборки. Диаметр пуансона, больше диаметра заготовки, поэтому осадке с увеличением диаметров подвергаются не только заготовка, но и кольцевая, цилиндрическая поверхность обоймы. В процессе уменьшения высоты заготовки и увеличения ее диаметра возрастает и наружный диаметр обоймы, но в каждый момент осадки заготовки на ее боковую поверхность действует давление p (радиальные сжимающие напряжения) со стороны расширяющегося отверстия обоймы. Величину этого давления определяют по формуле:

где: ε - степень деформации заготовки при осадке, r и R - радиусы деформированного образца и обоймы в мм, σв - предел прочности материала обоймы при температуре проведения операции осадки в МПа.
Степень деформации заготовки при осадке определяется по формуле (2). Радиусы деформированной заготовки и обоймы r и R определяются на основании условия постоянства объема при формоизменении.

где: H1 - начальная высота заготовки в мм, H2 - конечная высота заготовки в мм.
Таким образом, осадка заготовки в этом способе выполняется при действии сжимающих напряжений на торцы и боковую поверхность, что позволяет деформировать без разрушения заготовки из хрупких и малопластичных материалов.
Однако первая операция осадки может выполняться только с такой степенью деформации, при которой диаметры торцов осаживаемой заготовки становятся примерно равными диаметрам пуансонов. Соотношения размеров: обоймы D/d=1,7 и пуансонов с образцом d1=1,3d, определяют величину степени деформации заготовки на первой операции осадки ε1~35%. Увеличение степени деформации, при которой диаметр торца заготовки станет больше диаметра пуансона, приводит к возникновению процесса обратного выдавливания заготовки с образованием полости под пуансоном и стенок вокруг пуансона. Появление процесса обратного выдавливания заготовки приводит к прекращению расширения отверстия обоймы и увеличению диаметра заготовки. После выполнения осадки с такой степенью деформации, диаметр торца заготовки dт~d1, а наружный диаметр обоймы возрастает и принимает значение D1~1,2D.
Вторая операция осадки выполнялась с использованием двух пуансонов, имеющих диаметры d2=2d. Перед началом второй операции на торцевых поверхностях деформированной обоймы растачивались полости, имеющие диаметр d2 и глубину h2=(0,1÷0,2)d2, эти полости обеспечивали центрирование пуансонов с обоих торцов обоймы. Деформация осуществлялась также после нагрева до температуры 400°С заготовок с обоймами и пуансонов. После второй операции осадки заготовок была достигнута общая накопленная степень деформации 75%, при этом диаметр торца заготовки составил dт2~d2, а наружный диаметр обоймы увеличился и принял значение D2~1,7D. Таким образом, применение этого способа позволяет при температуре 400°C достигать высоких степеней деформации 70-75% без разрушения при осадке заготовок из сплава МА2, в то время как при свободной осадке таких же заготовок при температуре 400°C максимальная степень деформации составляет 40-45%.
Способ позволяет при фиксированных значениях: радиуса заготовки r, диаметра пуансона d1 и величины предела прочности материала обоймы σв, увеличить величину давления со стороны обоймы на боковую поверхность деформируемого образца p за счет возрастания наружного радиуса обоймы R, в соответствии с формулой (1). Однако при возрастании отношения R/r в 2 раза, величина p увеличится только в 1,22 раза. Для более эффективного увеличения давления p необходимо, чтобы возрастание наружного радиуса обоймы R происходило в условиях стесненного течения материала обоймы, для осуществления которого требуется установить обойму с заготовкой в матрице с небольшим зазором z и осуществлять деформацию обоймы методом обратного холодного выдавливания. При деформации обоймы этим методом достигается повышение величины сжимающих напряжений, действующих на торцы и боковую поверхность заготовки при ее осадке.
Способ имеет следующие недостатки:
- для осадки цилиндрических заготовок из хрупких и малопластичных материалов с высокими степенями деформации требуется использование нескольких операций осадки с заменой пуансонов после каждой операции формоизменения;
- способ нельзя использовать для осадки хрупких и малопластичных образцов с большими степенями деформации в интервале комнатной и криогенных температур из-за возникновения тангенциальных растягивающих напряжений на периферии обоймы, так как их воздействие при низких температурах приводит к появлению трещин уже при малых деформациях осадки заготовки;
В основу заявляемого изобретения поставлена задача осуществления осадки цилиндрических заготовок из хрупких и малопластичных материалов с большими степенями деформации в интервале комнатной и более низких температур, за одну операцию формоизменения, благодаря повышению величины сжимающих напряжений, действующих на заготовку.
Поставленная задача решается тем, что в способе осадки цилиндрических заготовок из хрупких и малопластичных материалов, включающем установку заготовки в обойму и осадку заготовки воздействием пуансона на обойму, согласно изобретению перед установкой заготовки в обойму последнюю размещают на поверхности выталкивателя в отверстии матрицы с зазором, составляющим от 0,1 до 0,2 мм., выбранным из соотношения D1=D2+2z, где:
D1 - диаметр отверстия матрицы;
D2 - диаметр обоймы;
z - односторонний зазор между отверстием матрицы и диаметром обоймы, а деформирование осуществляют пуансоном, выполненным с нижней деформирующей частью, диаметром, выбранным из соотношения D3=d1+δ, где:
D3 - диаметр нижней деформирующей части пуансона;
d1 - наибольший диаметр заготовки после осадки на заданную степень деформации;
δ - разница диаметров деформирующей части пуансона и наибольшего диаметра заготовки после осадки,
который превышает наибольший диаметр заготовки после осадки на заданную степень деформации на величину 5-10 мм.
При этом обойма может быть выполнена разъемной.
Размещение заготовки на поверхности выталкивателя в отверстии матрицы с зазором, составляющим от 0,1 до 0,2 мм., позволяет осуществить деформацию обоймы методом обратного холодного выдавливания, что обеспечивает изменение ее внутреннего диаметра, а наружный диаметр остается равным диаметру отверстия матрицы, благодаря этому, достигается повышение величины сжимающих напряжений, действующих на торцы и боковую поверхность заготовки при ее осадке.
Заявляемый способ обеспечивает при совместной деформации обоймы и заготовки, возникновение высоких значений сжимающих напряжений, позволяющих осуществить осадку заготовок из хрупких и малопластичных материалов с большими степенями деформации при комнатной и более низких температурах.
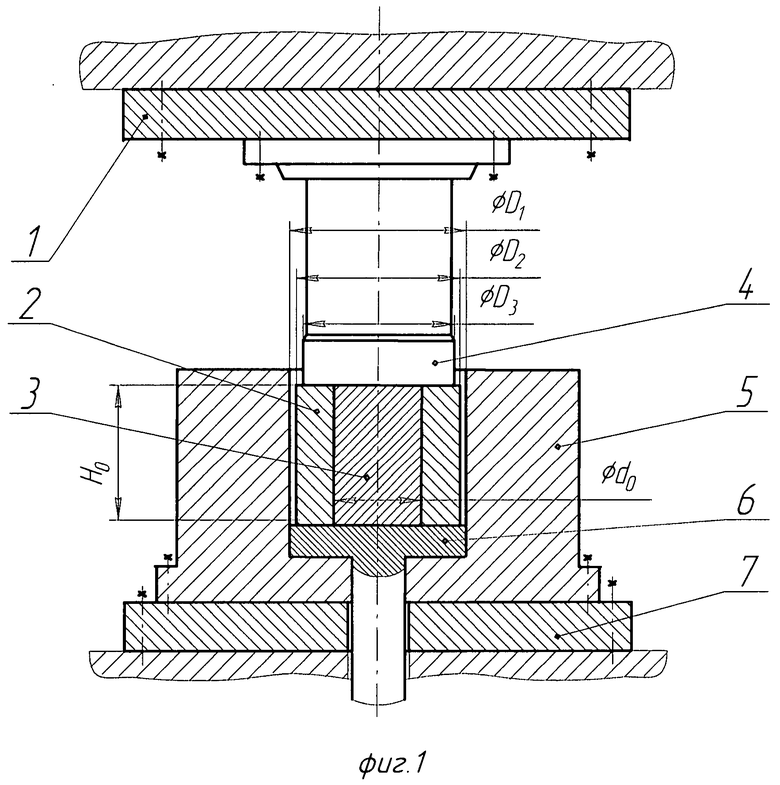
Диаметр отверстия матрицы - D1 выбирается из условия D1=D2+2z, как показано на фиг.1. В этом соотношении D2 - диаметр обоймы, z - односторонний зазор между отверстием матрицы и диаметром обоймы. Величина зазора z в зависимости от размеров обоймы составляет от 0,1 до 0,2 мм.
Диаметр нижней деформирующей части пуансона выбирается из соотношения D3=d1+δ, как показано на фиг.2. В этом соотношении d1 - наиболыпий диаметр заготовки после осадки на заданную степень деформации, δ-разница диаметров деформирующей части пуансона и наибольшего диаметра заготовки после осадки. Диаметр d1 вычисляется при заданной степени деформации из условия постоянства объема и уточняется на основании экспериментов. Величина δ в зависимости от степени деформации принимается в пределах 5-10 мм.
Выбор диаметра нижней деформирующей части D3=d1+δ, пуансона позволяет осуществить осадку заготовок из хрупких и малопластичных материалов с большими степенями деформации при комнатной и более низких температурах, изменять величину сжимающих напряжений, действующих на торец и боковую поверхность заготовки во время процесса осадки, за счет увеличения диаметра пуансона при фиксированных диаметрах обоймы и заготовки. При увеличении диаметра пуансона возрастает степень деформации материала обоймы в соответствии с формулой (3), а также величина удельных давлений на пуансоне и на боковой поверхности заготовки в соответствии с формулой (4). Возможность управлять величинами сжимающих напряжений позволяет существенно расширить класс хрупких материалов, которые будут деформироваться без разрушения при комнатной и более низких температурах.
Способ позволяет использовать составные обоймы, состоящие из двух полуколец, которые изготавливаются из листовых заготовок гибкой или из отрезков труб. Экспериментальные исследования показали, что при использовании составных обойм, возможно достижение высокого уровня сжимающих напряжений при осадке заготовок. Использование составных обойм обеспечивает быстрое извлечение деформированных заготовок (изделий) при выпуске опытно-промышленных партий.
Заявляемый способ позволяет осуществлять осадку цилиндрических заготовок для последующей горячей штамповки из магния марки Мг90, деформируемых магниевых сплавов систем: Mg-Mn, Mg-Al-Zn, Mg-Zn-Zr. Способ эффективен также при холодной осадке сплавов на основе висмута, цинка, титана, группы алюминиевых сплавов с добавками кремния и ряда других хрупких материалов, имеющих литую структуру Холодная осадка заготовок заявляемым способом обеспечивает по сравнению с традиционными технологиями сокращение количества технологических операций, экономию энергии и предотвращает окисление поверхности.
На фиг.1 показано устройство для осадки цилиндрических заготовок из хрупких и малопластичных материалов и взаимное положение его деталей в момент касания пуансоном обоймы.
На фиг.2 показано взаимное положение деталей в момент окончания процесса осадки образца.
Устройство для осадки хрупких и малопластичных материалов состоит из следующих деталей: верхней плиты 1, обоймы 2 с отверстием для установки заготовки 3, пуансона 4, матрицы 5, выталкивателя 6 и нижней плиты 7. Верхняя плита 1 скреплена с ползуном пресса. (На фиг.1 и фиг.2 фрагменты ползуна пресса показаны тонкими линиями над плитой 1). Нижняя плита 7 установлена и закреплена на столе пресса. (На фиг.1 и фиг.2 фрагменты стола пресса показаны тонкими линиями под плитой 7). Пуансон 4 установлен по оси устройства и закреплен на верхней плите 1. Диаметр нижней части пуансона 4, D3 больше максимального диаметра деформированной заготовки d1 на величину δ=5-10 мм, как показано на фиг.2. Матрица 5 закреплена на нижней плите 7. Выталкиватель 6 и пуансон 4 перемещаются по отверстию матрицы 5 по скользящим посадкам. Подъем и опускание выталкивателя 6 осуществляются от отдельного привода, имеющегося у пресса, (на фиг.1 и фиг.2 не показан).
Устройство для осадки хрупких и малопластичных материалов работает следующим образом. Обойма 2, покрытая смазкой с обоих торцов и по боковой поверхности, укладывается в матрицу 5 на поверхность выталкивателя 6, затем в отверстие обоймы 2 плотно устанавливается заготовка 3. После этого пресс включается и на холостом ходу пуансон 4 опускается до касания торцевой поверхности обоймы 2. Взаимное положение деталей устройства в этот момент показано на фиг.1. В дальнейшем пресс переключается на рабочий ход и пуансон 4 осуществляет осадку заготовки 3 и участка поверхности обоймы 2, имеющей наружный диаметр D3 с исходной высоты h0 до конечной высоты h1. Взаимное положение деталей устройства в момент окончания процесса деформации показано на фиг.2. Как показано на фиг.2 после окончания деформации заготовка 3 приняла форму бочки с максимальным диаметром d1 и высотой h1, а обойма 2 имеет форму стакана с наружным диаметром D1, внутренним диаметром D3 и дном высотой h1. Затем пуансон 4 поднимают в исходную позицию и включают механизм выталкивателя 6 пресса на ход вверх, при этом выталкиватель 6 поднимает деформированную обойму 2 с заготовкой 3 выше торца матрицы 5. В этом положении деформированную обойму 2 снимают с выталкивателя 6 и удаляют из рабочего пространства пресса, затем выталкиватель 6 опускается в нижнее положение и цикл осадки закончен. В дальнейшем делают надрезы на поверхности обоймы 2 и извлекают деформированную заготовку 3.
В Федеральном государственном бюджетном учреждении науки Ордена Трудового Красного Знамени Институте физики металлов Уральского отделения Российской Академии наук было разработано устройство для осуществления заявляемого способа осадки цилиндрических заготовок из хрупких и малопластичных материалов. Осадка без обойм при комнатной температуре цилиндрических заготовок, из хрупких и малопластичных материалов, таких как: магний марки Мг90, деформируемых магниевых сплавов систем: Mg-Mn, Mg-Al-Zn, Mg-Zn-Zr и группы алюминиевых сплавов с добавками кремния сопровождалась появлением трещин на торцах и боковой поверхности уже при степени деформации ε=5-10%. Значительное увеличение пластичности магния марки Мг90 позволяет сделать выводы о возможности холодной осадки с большими степенями деформации заготовок из магниевых сплавов систем: Mg-Mn, Mg-Al-Zn, Mg-Zn-Zr.
Цилиндрическая заготовка из магния марки Мг90 плотно устанавливалась в отверстие обоймы, размещенной в матрице. Обоймы с наружным диаметром 39,8 мм, внутренним диаметром 16 мм высотой 32 мм были изготовлены из медной поковки. Устройство состояло из следующих деталей: верхней плиты, обоймы пуансона, матрицы, выталкивателя и нижней плиты. Верхняя плита скреплена с ползуном пресса, а нижняя плита установлена и закреплена на столе пресса. Пуансон установлен по оси устройства, закреплен на верхней плите и имеет диаметр нижней части D3=34 мм. Выталкиватель и пуансон перемещались в отверстии матрицы по скользящим посадкам. Подъем и опускание выталкивателя осуществляли от отдельного привода, имеющегося у пресса. Матрицу с диаметром отверстия 40 мм, устанавливали по оси пресса, скрепляли с нижней плитой, а выталкиватель размещали в нижней части матрицы. Матрица, пуансон и выталкиватель изготавливались из стали X12M, ГОСТ 5950-87 и имели твердость HRC 50..55. Верхняя и нижняя плиты изготавливались из стали 45ХНМФА, ГОСТ 4543-71 и имели твердость HRC 35..40.
Устройство устанавливалось на гидравлический пресс марки ДБ-2240 усилием 10000 кН. Первую серию опытов по осадке заготовок из магния марки Мг90 проводили при комнатной температуре. Обойму, покрытую смазкой с обоих торцов и по боковой поверхности, укладывали в матрицу на поверхность выталкивателя, затем в отверстие обоймы плотно устанавливали заготовку. После этого включали пресс и на холостом ходу пуансон опускали до касания торцевой поверхности обоймы. В дальнейшем пресс переключали на рабочий ход и пуансон осуществлял осадку образца и участка поверхности обоймы, имеющей наружный диаметр D3=39,8 мм с исходной высоты h0=32 мм до конечной высоты h1=9,5 мм.
Таким образом была осуществлена осадка магниевой заготовки в обойме при рабочем ходе пресса 22,5 мм, со степенью деформации ε1=(32-9,5)/32=0,703~70%, определяемой по формуле (1).
Осадка пяти магниевых заготовок в обоймах была выполнена со степенью деформации 70%, при этом деформация обоймы осуществлялась методом обратного холодного выдавливания, после окончания которого, обойма принимала форму стакана с наружным диаметром D1=40 мм, внутренним диаметром D3=34 мм и дном высотой h1=9,5 мм. При деформации обоймы обратным холодным выдавливанием изменяется ее внутренний диаметр, а наружный диаметр равен диаметру отверстия матрицы, благодаря этому обеспечивается повышение величины сжимающих напряжений, действующих на торцы и боковую поверхность при осадке магниевой заготовки.
В наиболее близком способе обойма при деформации, подвергается осадке, которая сопровождается увеличением ее внутреннего и наружного диаметров. При таком формоизменении обоймы величина, сжимающих напряжений, действующих на торцы и боковую поверхность цилиндрической заготовки, значительно ниже, чем при деформации обоймы методом обратного холодного выдавливания, эти данные подтверждены на основании серии экспериментов.
Степень деформации материала обоймы при обратном холодном выдавливании определяется по формуле:

где: F0 - площадь обоймы в мм2, F1 - площадь деформированной обоймы в мм2, D1 - диаметр отверстия матрицы в мм, D3 - диаметр нижней части пуансона в мм, d0 - диаметр отверстия в обойме в мм.
В литературе [А.А. Шофман. Основы расчета процессов штамповки и прессования М, Машгиз, 1961, 350 с.] величина удельного давления на пуансоне при обратном холодном выдавливании-q», определяется по формуле:

где: F0 - площадь обоймы в мм2, F1 - площадь деформированной обоймы в мм2, σв - предел прочности материала обоймы, kc - коэффициент, имеющий следующие значения: для алюминия kc=3,5-4,0, для меди, латуни и малоуглеродистой стали kc=2,5-3,0.
Степень деформации материала обоймы при обратном холодном выдавливании, для диаметра нижней части пуансона 34 мм составит:
ε2=(342-162)/(402-162)=0,67=67%.
Таким образом, осадка магниевой заготовки в обойме пуансоном с диаметром 34 мм была выполнена со степенью деформации 70%, а деформация обоймы осуществлялась методом обратного холодного выдавливания со степенью деформации 67%.
Затем обойму разрезали и извлекли деформированную заготовку, которая приобрела следующие размеры: диаметры верхнего и нижнего торцов 28 мм, диаметр средней части заготовки 31 мм, высота 9,5 мм. Микротрещин и других дефектов на боковой поверхности и торцах заготовки не обнаружено. Остальные четыре образца деформировались в таких же условиях и не имели микротрещин и других дефектов на боковой поверхности и торцах образцов. При осадке заготовок диаметром 16 мм, с использованием пуансона с диаметром нижней части 34 мм максимальное усилие пресса составляло 740 кН, а удельное давление на пуансоне 820 МПа.
Вторую серию опытов по осадке магниевых заготовок проводили с использованием обойм, состоящих из двух кольцевых частей. Боковые и торцевые поверхности кольцевых частей покрывались смазкой, после чего они плотно устанавливались в матрицу, образуя обойму с внутренним диаметром Л 6 мм. Затем в отверстие такой обоймы плотно устанавливали магниевую заготовку и осуществляли осадку при комнатной температуре. Эксперименты по осадке проводили при таких же режимах, как и в первой серии опытов: степень деформации магниевых образцов ε1=70%, степень деформации составной обоймы ε2=67%. Всего деформировали три заготовки, которые после деформации извлекали из составных обойм. Все заготовки не имели микротрещин и других дефектов на боковой поверхности и торцах. При осадке заготовок диаметром 16 мм в составных обоймах с использованием пуансона с диаметром нижней части 34 мм, максимальнее усилие пресса составляло 750 кН, а удельное давление на пуансоне 830 МПа.
Третью серию опытов по осадке магниевых заготовок проводили при температуре жидкого азота, эксперименты выполняли также с использованием составных обойм, состоящих из двух кольцевых частей. Перед началом этих работ была выполнена небольшая модернизация конструкции устройства. Для этого с целью уменьшения рассеивания тепла на обе поверхности нижней плиты установили теплоизолирующие прокладки. Под матрицу установили полый цилиндрический контейнер и закрепили матрицу и контейнер к плите, обеспечив герметичность контейнера за счет сжатия теплоизолирующей прокладки. На наружную поверхность цилиндрического контейнера устанавливали и закрепляли экран из пенополиуретана с целью теплоизоляции.
Способ осуществляли следующим образом: кольцевые части обоймы плотно устанавливались в матрицу, образуя цилиндр с внутренним диаметром 16 мм. Затем в отверстие такой обоймы плотно устанавливали магниевую заготовку, после чего цилиндрический контейнер заполняли азотом, который после испарения становился жидким и охлаждал матрицу и обойму с заготовкой. В этот момент осуществляли осадку магниевой заготовки со степенью деформации ε1=70%, а степень деформации составной обоймы ε2=67%. В таких условиях осуществили осадку трех заготовок, которые после деформации извлекали из составных обойм. Все заготовки не имели микротрещин и других дефектов на боковой поверхности и торцах. При осадке заготовок диаметром 16 мм в составных обоймах с использованием пуансона с диаметром нижней части 34 мм, при температуре жидкого азота максимальное усилие пресса составляло ~1000 кН, а удельное давление на пуансоне 1100 МПа. Таким образом, проведение осадки магниевых заготовок при температуре жидкого азота в условиях наложения высоких сжимающих напряжений, позволяет осуществить формоизменение с большими степенями деформации без появления трещин.
Таким же способом может быть осуществлена осадка цилиндрических заготовок из таких хрупких и малопластичных материалов как сплавы на основе висмута, цинка, титана и группы алюминиевых сплавов с добавками кремния, так как холодная осадка выполняется в условиях воздействия сжимающих напряжений высокого уровня. Наложение сжимающих напряжений при осадке заготовок затрудняет возникновение пор и микротрещин в материале даже при низких температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333067C1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2202434C2 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2515705C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ МАГНИЯ | 2014 |
|
RU2563077C1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2115495C1 |
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| Установка для непрерывного литья, прокатки и прессования металла | 2020 |
|
RU2792327C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при осадке цилиндрических заготовок из хрупких и малопластичных материалов. Обойму размещают на поверхности выталкивателя в отверстии матрицы с зазором от 0,1 до 0,2 мм. Обойма может быть выполнена разъемной. Заготовку устанавливают в обойму и производят деформирование заготовки путем воздействия пуансоном на обойму с заготовкой. Пуансон выполнен с нижней деформирующей частью, диаметр которой превышает наибольший диаметр заготовки после осадки с заданной степенью деформации на величину 5-10 мм. В результате повышаются сжимающие напряжения, действующие на заготовку, что позволяет осуществлять осадку с большими степенями деформации в интервале комнатной и более низких температур за одну операцию формоизменения. 1 з.п. ф-лы, 2 ил.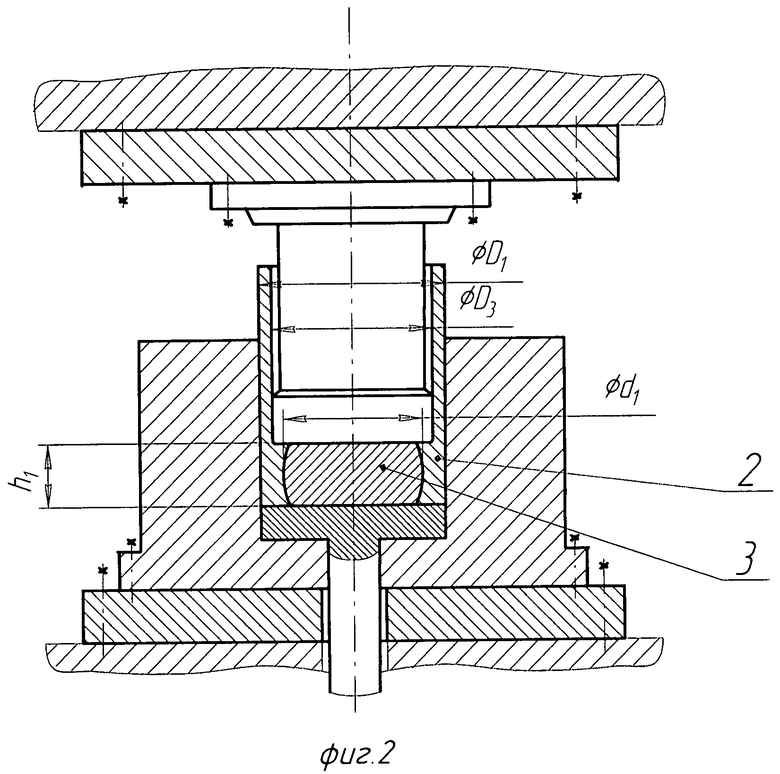
1. Способ осадки цилиндрических заготовок из хрупких и малопластичных материалов, включающий установку заготовки в обойму и деформирование заготовки путем воздействия пуансоном на обойму с заготовкой, отличающийся тем, что перед установкой заготовки в обойму последнюю размещают на поверхности выталкивателя в отверстии матрицы с зазором, составляющим от 0,1 до 0,2 мм, а деформирование заготовки осуществляют пуансоном, выполненным с нижней деформирующей частью, диаметр которой превышает наибольший диаметр заготовки после осадки с заданной степенью деформации на величину 5-10 мм.
2. Способ по п.1, отличающийся тем, что используют обойму, выполненную разъемной.
| Устройство для осадки заготовок | 1987 |
|
SU1535666A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1976 |
|
SU1042854A1 |
| Способ осадки цилиндрических заготовок из малопластичных материалов | 1990 |
|
SU1759512A1 |
| US 7454941 B1, 25.11.2008. | |||

