Известные индукционные центробежные печи без сердечника не обеспечивают быстрой заливки малых форм расп.панленным металлом без разрыва операций плавки и .читьк.
Предлагаемая печь отличается от существующих тем, что она обеспечивает быструю заливку малых форм расплавленным металлом без разрыва операций плавки и литья. С этой целью она выполнена вращающейся на полых осях, которые снабжены на концах бронзо-графитовыми контактами для подвода тока высокой частоты и резиновыми манжетами, через которые проходит вода для охлаждения как цри неподвижном положении печи, так и при ее вращении. Это ускоряет зацолнение расплавленным металлом малых форм (опок), уменьщает усадку и образование раковин отлитых деталей и протезов.
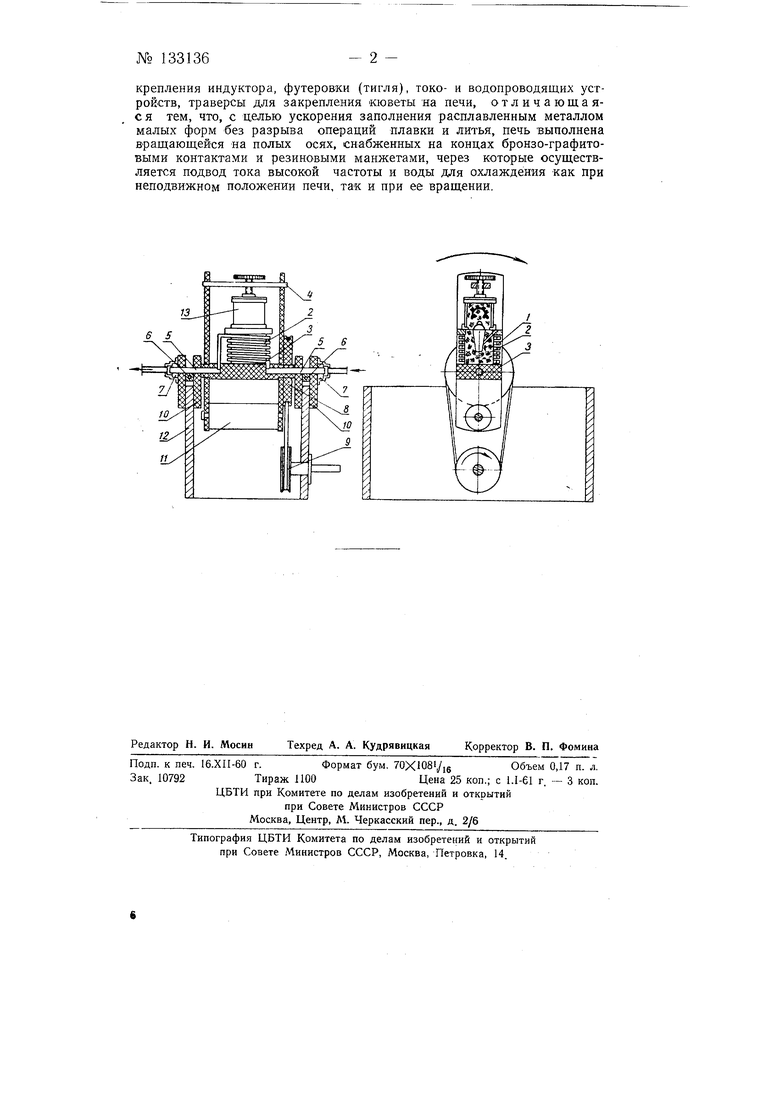
На чертеже показана печь в двух проекциях.
Печь состоит из огнеупорного тигля /, в котором плавится металл (от индукционного воздействия токов высокой частоты), индуктора 2, траверсы 3, и каркаса 4 для крепления индуктора. Концы индуктора соединены с полыми латунными осями, ца которых .происходит вращение всей системы. Подвод токов к осям осуществляется посредством скользящих бронзо-графитовых контактов 6. Подвод воды в полые оси осуществляется через резиновые манжеты 7, допускающие свободное вращение осей 5 с больщими скоростями. Вращение системы осуществляется через щкив 8, клиновидный ремець 9 и щкив 10 от электромотора или ножного привода. Вращающаяся система уравновешивается грузом 11.
Зажим опоки формы Т2 осуществляется винтом 13.
Предмет изобретения
Индукционная центробежная печь без сердечника для плавки и точного литья зубных протезов, состоящая из индуктора, каркаса д.чя
крепления индуктора, футеровки (тигля), токо- и водопроводящих устройств, траверсы для закрепления кюветы на печи, отличающаяся тем, что, с целью ускорения заполнения расплавленным металлом малых форм без разрыва операций плавки и литья, печь выполнена вращающейся на полых осях, снабженных на концах бронзо-графитовыми контактами и резиновыми манжетами, через которые осуществляется подвод тока высокой частоты и воды для охлаждения как при неподвижном положении печи, так и при ее вращении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная центробежная печь для плавки и литья | 1976 |
|
SU582890A1 |
| СПОСОБ ЛИТЬЯ КОЛОКОЛОВ ИЗ ОЛОВЯНИСТОЙ БРОНЗЫ | 1997 |
|
RU2125503C1 |
| Способ индукционной сварки и устройство для осуществления способа | 1948 |
|
SU75750A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В ЗАЩИТНОЙ АТМОСФЕРЕ | 1997 |
|
RU2122922C1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ-ТЕРМОС | 2001 |
|
RU2213311C2 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |
| Устройство для отливки зубных протезов | 1990 |
|
SU1813421A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИИ | 1992 |
|
RU2026152C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2250153C1 |