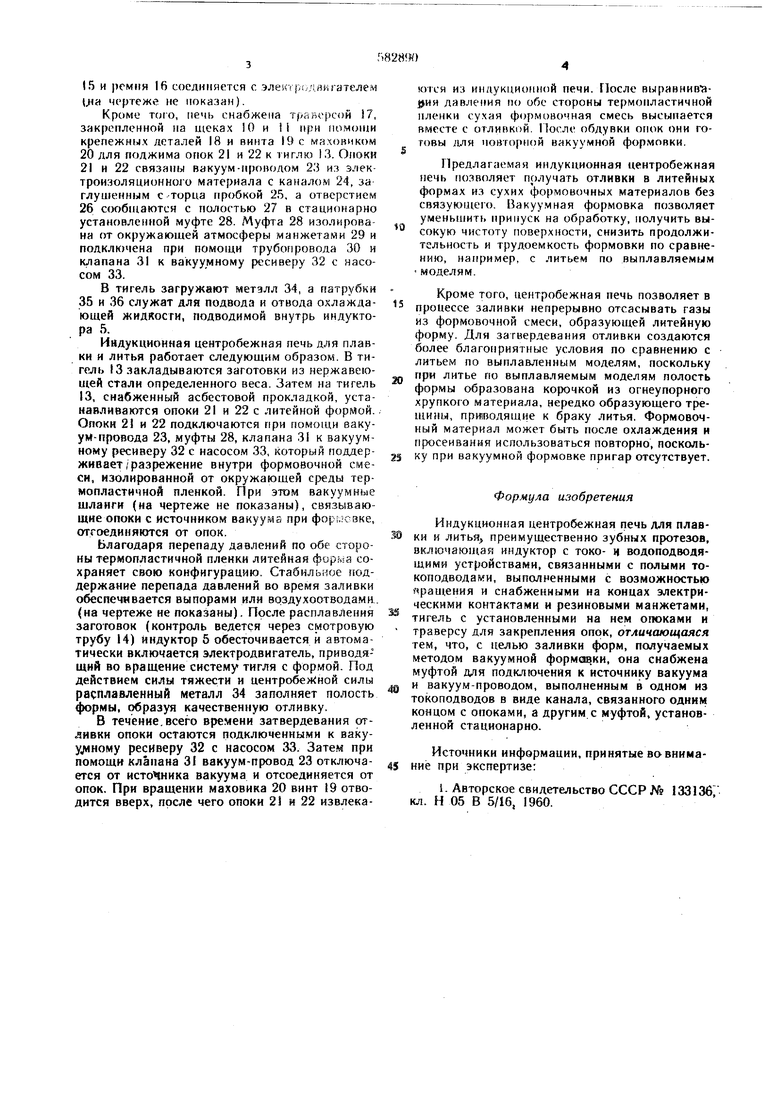
Изобретение относится к литейному производству и может быть использовано в устройствах для плавки и литья, Лреимущественно зубных протезов. Известна центробежная печь для плавки и литья, включающая индуктор, с токо- и водоподводящими устройствами, связанными с вращающимися полыми токоподводами, снабженными на 1 онцах электрическими контактами и резиновыми манжетами, тигель с установленными на нем опоками и траверсу для закрепления опок 1. Недостатками известной печи являются невозможность заливки литейных форм, изготовленных из формовочных материалов без связующего за счет применения вакуума, значительная продолжительность и трудоемкость формовки опоки, необходимость прогревания опоки для выплавления восковой модели литейной формы, сравнительно большой припуск на обработку, отсутствие возможности удаления образующихся при отливке газов из опоки. Целью изобретения является разработка индукционной центробежной печи, которая бы позволяла получать отливки в литейных формах, получаемых методом вакуумной формовки. Это достигается тем, что один из вращающихся токоподводов снабжен каналом, связанным с вакуум-проводом и муфтой дли подключения опок к источнику вакуума, а другим концом с опоками, при этом муфта установлена стационарно. На чертеже представлена индукционная центробежная печь для плавки и литья, общий Индукционная центробежная печь для оплавки и литья включает в себя станину 1 с подшипниками 2, которые электрически изолированы друг от , токоподводы 3 и 4, связанные с трубчатым охлаждаемым индуктором 5 и снабженные резиновыми уплотнителями 6 и 7, поскольку к индуктору подводится охлаждающая вода. Подвод электрического питания к токоподводам 3 и 4, установленным в подшипниках, осуществляется при помощи охлаждаемых контактов 8. Токоподводы 3 и 4 вмонтированы в плиту 9 из электроизоляционного материала. С плитой 9 жестко связаны также щетки 10 и 11, изготовленные из электроизоляционного материала, и противовес 12 для балансировки вращающейся системы. Внутри индуктора 5 помещен тигель 13 из огнеупорного материала. Для наблюдения за расплавленным металлов в тигле печь снабжена смотровой трубой 14. Вся вращающаяся система при помощи шкива
15 и |)гмия 16 соединяется с электрг.лякгателем (Яа чертеже не показам).
Кроме тслч), печь снабжена траверсой 17, закрепленной на щеках 10 и 11 при (юмоиш крепежных деталей 18 и винта 19 с маховиком
20для поджима опок 21 и 22 к тиглю 13. Оноки
21и 22 связаны вакуум-проводом 23 из электроизоляционного материала с каналом 24, за глушенным с-торца пробкой 25, а отверстием 26 аюбщаются с полостью 27 в стационарно установленной муфте 28. Муфта 28 изолирована от окружающей атмосферы манжетами 29 и подключена при помощи трубопровода 30 и клапана 31 к вакуумному ресиверу 32 с насосом 33.
В тигель загружают металл 34, а патрубки 35 и 36 служат для подвода и отвода охлаждающей жидкости, подводимой внутрь индуктора 5.
Индукционная центробежная печь для плавки и литья работает следующим образом. В тигель 13 закладываются заготовки из нержавеющей стали определенного веса. Затем на тигель 13, снабженный асбестовой прокладкой, устанавливаются опоки 21 и 22 с литейной формой. Опоки 2 и 22 подключаются прн помощи вакуум-провода 23, муфты 28, клапана 31 к вакуумному ресиверу 32 с насосом 33, который поддерживает/разрежение внутри формовочной смеси, изолированной от окружающей среды термопластичной пленкой. При этом вакуумные шланги (на чертеже не показаны), связывающие опоки с источником вакуума при форч.гсвке, отгоеднняются от опок.
Благодаря перепаду давлений по обе стороны термопластичной пленки литейная форг.га сохраняет свою конфигурацию. Стабильное поддержание перепада давлений во время заливки обеспечивается выпорами или врздухоотводами (иа чертеже не показаны). После расплавления заготовок (контроль ведется через смотровую трубу 14) индуктор 5 обесточивается и автоматически включается электродвигатель, приводя- щий во вращение систему тигля с формой. Под действием силы тяжести и центробеХной силы расплавленный металл 34 заполняет полость формы, образуя качественную отливку.
В течение, всего времени затвердевания отливки опоки остаются подключенными к вакуyjviHOMy ресиверу 32 с насосом 33. Затем при помощи клапана 31 вакуум-провод 23 отключается от источника вакуума и отсоединяется от опок. При вращении маховика 20 винт 19 отводится вверх, после чего опоки 21 и 22 извлекаются из индукционной печи. После выравнива| ия давления по обе стороны термопластичной пленки сухая формовочная смесь высыпается вместе с отливкой. После обдувки опок они готовы для повторной вакуумной формовки.
Предлагаемая индукционная центробежная печь позволяет получать отливки в литейных формах из сухих формовочных материалов без связующего. Вакуумная формовка позволяет уменьшить припуск на обработку, получить высокую чистоту поверхности, снизить продолжительность и трудоемкость формовки по сравнению, например, с литьем по выплавляемым моделям.
Кроме того, центробежная печь позволяет в процессе заливки непрерывно отсасывать газы из формовочной смеси, образующей литейную форму. Для затвердевания отливки создаются более благоприятные условия по сравнению с литьем по выплавленным моделям, поскольку
при литье по выплавляемым моделям полость формы образована корочкой из огнеупорного хрупкого материала, нередко образующего трещины, приводящие к браку литья. Формовочный материал может быть после охлаждения и просеивания использоваться повторно, поскольку при вакуумной формовке пригар отсутствует.
Формула изобретения
Индукционная центробежная печь для плавки и литья, преимущественно зубных протезов, включающая индуктор с токо- н водоподводящими устройствами, связанными с полыми токоподводами, выполненными с возможностью f paщeния и снабженными на концах электрическими контактами и резиновыми манжетами, тигель с установленными на нем опоками и траверсу для закрепления опок, отличающаяся тем, что, с целью заливки форм, получаемых методом вакуумной формовки, оиа сиабжеиа муфтой для подключения к источнику вакуума и вакуум-про во дом, выполненным в одиом из токоподводов в виде канала, связанного одиим концом с опоками, а другим с муфтой, установленной стационарно.
Источники информации, принятые во вниманиё при экспертизе:
1. Авторское свидетельство СССР № 133136 кл. Н 05 В 5/16, 1960.
19
(в
22
25
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Устройство для отливки зубных протезов | 1990 |
|
SU1813421A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| Оснастка | 1976 |
|
SU582886A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| Индукционный плавильно-литейный узел | 1990 |
|
SU1760288A1 |
| Машина для центробежного литья | 1979 |
|
SU822983A1 |

