Изобретение относится к индукционной плавке и центробежному литью металлов и сплавов и может быть использовано в зубопротезной технике для изготовления отливок стоматологических протезов, а также в ювелирном производстве.
Известно "Устройство для индукционной плавки металла и последующего центробежного литья в защитной атмосфере" по авторскому свидетельству N 1419798, М. кл. B 22 D 13/06, 1983 г. Устройство содержит корпус с крышкой, генератор с конденсатором, систему охлаждения, узел вращения с приводом в виде вращающегося вокруг вертикальной оси рычага. На одном конце рычага расположена литейная форма с плавильным тиглем, а на другом - противовес. Тигель снабжен салазками, предназначенными для ввода его в индуктор.
Недостатки устройства следующие:
- во время вращения рычага с тиглем и формой, особенно в момент разгона при начальном тангенциальном ускорении, ввиду того, что последние жестко посажены на рычаг, может произойти расплескивание расплава и недостаточное заполнение полостей формы, что также отрицательно сказывается на качестве литья;
- сложность конструкции салазок, размещенных на вращающемся рычаге, что создает неудобство в работе, связанное с перемещением тигля с расплавом.
Ближайшим по технической сущности к предлагаемому решению является "Устройство для центробежного литья ювелирных изделий" по авторскому свидетельству N1827321, М. кл. B 22 D 13/06, 1993 г., принятое за прототип. Устройство содержит корпус и размещенные в нем центрифугу, индуктор с преобразователем частоты и системой охлаждения, средства подвода защитной атмосферы. Центрифуга выполнена в виде шарнирно подвижной подпружиненной траверсы, имеющей возможность вращения на вертикальном валу и несущей форму с плавильным тиглем, а на другом конце - противовес. Индуктор установлен на качающейся рукоятке соосно с тиглем.
Недостатки прототипа аналогичны недостаткам аналога. Кроме того, демпфирование упругой связью звеньев вращения во время разгона, особенно когда масса заливаемого в форму расплава значительна (в пределах до 0,5 кг), не спасает от расплескивания расплава.
Задача, решаемая данным изобретением, направлена на повышение качества литых изделий за счет улучшения заполняемости рабочей полости формы, устранения расплескивания металла, упрощение конструкции и повышение надежности устройства. Расположение индуктора для нагрева тигля с металлом в одной кювете с формой упрощает конструкцию тигля. Он выполнен непосредственно в индукторе промазкой витков индуктора огнеупорным материалом. Это улучшает условия плавки металла. Кроме того, в сравнении с прототипом отпадает надобность в устройстве для перемещения индуктора относительно тигля. Выполнение кюветы качающейся относительно оси поворотного рычага позволяет ей во время вращения отклоняться под действием центробежных сил, устранить боковой занос струи расплава при начальном тангенциальном ускорении во время разгона вала и повысить качество литья. Так как величина силы от тангенциального ускорения, воздействующей на расплав, пропорциональна массе расплава, то предлагаемое устройство наиболее эффективно для литья относительно больших масс расплава - до 0,5 кг, когда другие способы компенсации, например демпфирование упругой связью, как у прототипа, менее эффективны. Наклон формы относительно тигля на угол 5-10o позволяет устранить подтекание расплавленного металла в щель между тиглем и формой и повысить эффективность плавки. Вывод контактов для подвода электроэнергии к индуктору гибкими кабелями на нижнюю часть серьги, размещенной с возможностью качания относительно продольной оси противовеса и имеющей возможность подключения к неподвижным контактам, подключенным к конденсатору, позволяет подключить индуктор при обратном повороте рычага и производить плавку металла в тигле. Снабжение противовеса жестким упором, контактирующим с верхней частью серьги, снабжение нижней части серьги зубом, выполненным с возможностью упора в выступ опоры неподвижных контактов, а также выполнение оси поворота серьги подпружиненной, позволяет упростить операцию подключения индуктора к генератору. Выполнение кюветы, гибких кабелей и контактоохлаждаемыми позволяет повысить надежность работы устройства. Выполнение подвода и отвода охлаждающей среды гибкими рукавами от оси вращения рычага, а подвод электроэнергии гибкими кабелями позволяет кювете с размещенными в ней индуктором и литейной формой свободно качаться относительно продольной оси рычага.
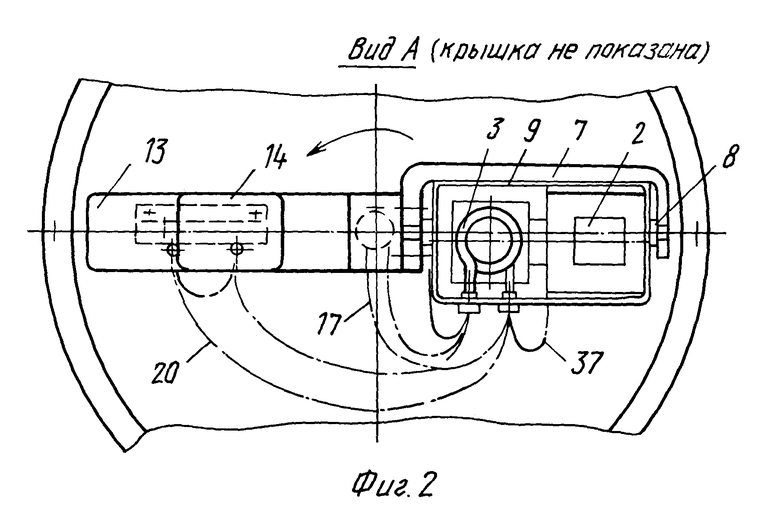
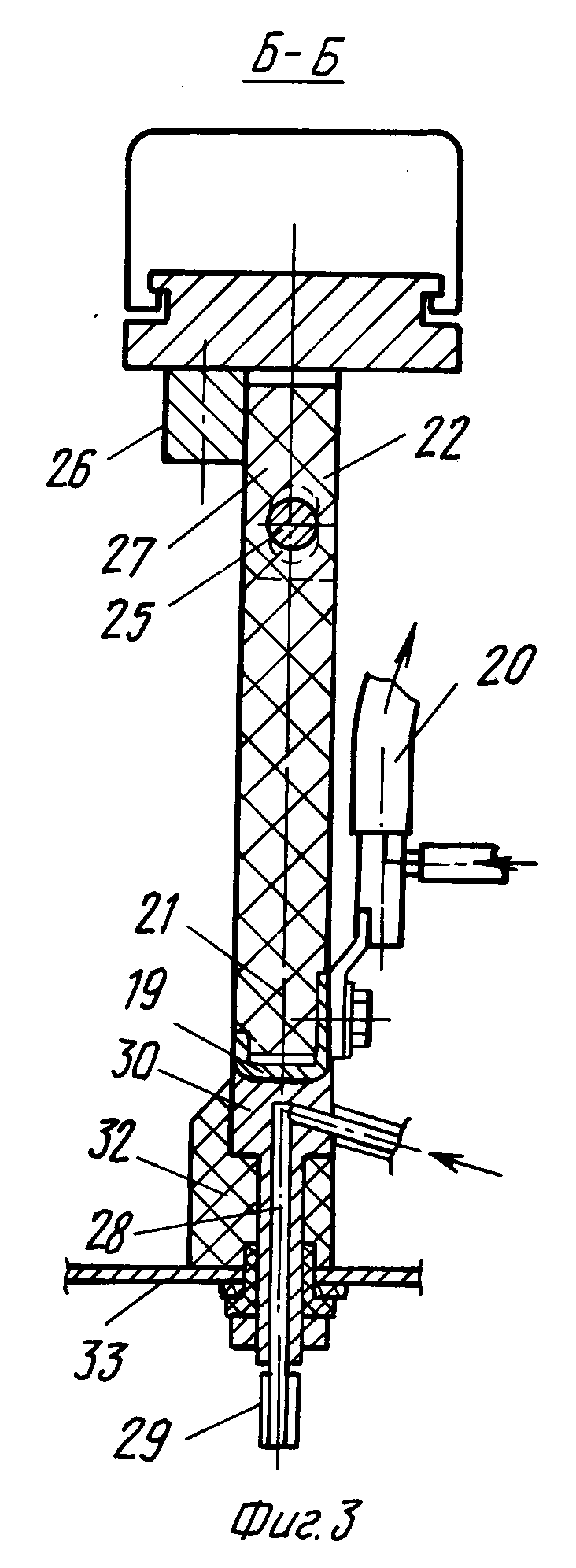
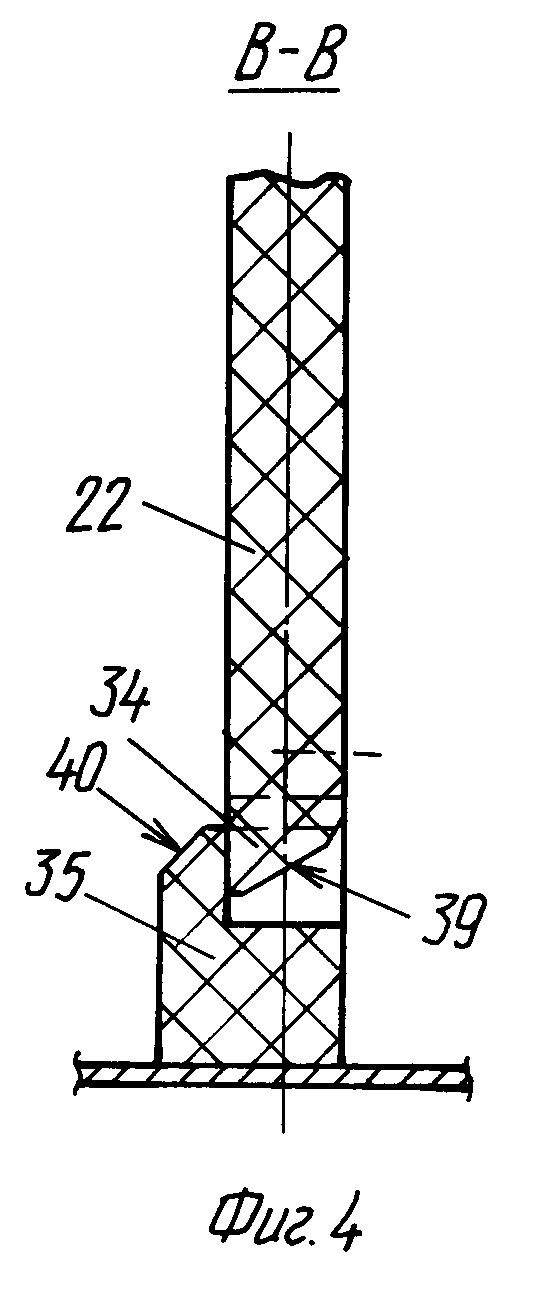
На фиг. 1 изображено устройство для центробежного литья, осевой разрез; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Устройство содержит корпус 1, печь (на чертеже не показана) для нагрева литейных форм 2, индуктор 3 с преобразователем частоты, состоящим из генератора и конденсатора с системой охлаждения (на чертеже не показаны), узел вращения, содержащий вертикально расположенный вал 4, размещенный с возможностью вращения в корпусе 1, закрытом крышкой 5 с окном 6. На валу 4 с одной стороны жестко закреплен рычаг 7, несущий шарнирно установленную с помощью осей 8 кювету 9. В кювете индуктор 9 закреплен с тиглем 10 и устанавливаются литейные формы 2 с заформованными полостями 11 и литниковым каналом 12. При этом литейная форма 2 наклонена относительно оси тигля 10 на угол α = 5-10o. С другой стороны вала 4 соосно рычагу 7 закреплен кронштейн 13 с противовесом 14 для балансировки кюветы 9 с индуктором 3, тиглем 10 и литейной формой 2. Вал 4 приводится во вращение через шкив 15 и клиноременную передачу 16 от электродвигателя (на чертеже не показан). Индуктор 3 выполнен из полого проводника, внутрь которого с помощью гибких рукавов 17 через каналы 18 вала 4 подводится и отводится охлаждающая среда от системы охлаждения. Контакты 19 для подвода электроэнергии к индуктору 3 выведены гибкими охлаждаемыми кабелями 20 на нижнюю часть серьги 22. Серьга 22 имеет возможность качания относительно подпружиненной с помощью пружин 23 в держателе 24 оси 25. Держатель 24 закреплен параллельно продольной оси кронштейна 13 и снабжен жестким упором 26, контактирующим с верхней частью 27 серьги 22. Контакты 19 имеют возможность подключения к неподвижным охлаждаемым с помощью канала 28 и рукавов 29 контактам 30, подключенным к конденсатору при помощи кабелей 31 и размещенным в опоре 32 на дне 33 корпуса 1. Нижняя часть 21 серьги 22 снабжена зубом 34, выполненным с возможностью упора в выступ 35 опоры 32 при обратном повороте рычага 7. Кювета 9 выполнена охлаждаемой с помощью приваренных к ней с наружных сторон трубок 36, к которым подводится охлаждающая среда с помощью гибких рукавов 37.
Устройство работает следующим образом.
При откинутой крышке 5 в кювету 9 загружается литейная форма 2 с заформованными полостями 11 таким образом, чтобы литниковый канал 12 совпадал с устьем выхода из плавильного тигля 10, который наполняется определенным количеством кусочков металлического сплава, необходимого для заполнения полостей 11. Перемещением противовеса 14 по кронштейну 13 производится уравновешивание кюветы 9 с загруженной литейной формой 2 и заполненным тиглем 10. После этого литейная форма 2 переносится в печь для прокаливания, печь включается и начинается прокаливание литейной формы 2. Подключается индуктор 3 к генератору, для чего вал 4 с рычагом 7 поворачивается в направлении, противоположном вращению вала 4 во время работы до тех пор, пока зуб 34 серьги 22 не упрется в выступ 35 опоры 32. При этом верхняя часть 27 серьги 22 контактирует с упором 26 держателя 24, а контакты 19 для подвода электроэнергии к индуктору 3 плотно прижимаются с помощью пружин 23 и оси 25, воздействующих на серьгу 22, к неподвижным контактам 30, подключенным к конденсатору. Включается подача воды от системы охлаждения к конденсатору, индуктору 3, кювете 9, гибким кабелем 20 и контактам 30. По завершении прокаливания формы 2 она переносится из печи в кювету 9. Крышка 5 корпуса 1 опускается и в пространство корпуса 1 подается защитная среда. Включатся генератор и ток высокой частоты поступает к индуктору 3. Начинается процесс расплавления металла, за которым ведется наблюдение через окно 6 в крышке 5. После полного расплавления металла в тигле 10 генератор выключается. Включается электродвигатель узла вращения и через клиноременную передачу вращение передается валу 4, несущему с одной стороны рычаг 7 с шарнирно закрепленной кюветой 9 с размещенными в ней индуктором 3 с тиглем 10 и литейной формой 2, а с другой стороны - кронштейн 13 с противовесом 14 и с шарнирно закрепленной подпружиненной серьгой 22, несущей контакты 19. Шарнирное закрепление кюветы 9 к рычагу 7 позволяет ей под действием центробежных сил в момент разгона вала 4 отклоняться в сторону, противоположную направлению вращения, поворачиваясь вокруг осей 8, что позволяет исключить разбрызгивание металла в момент начала вращения вала 4. Шарнирное закрепление серьги 22 аналогично позволяет ей под действием центробежных сил во время вращения вала 4 отклоняться в сторону, противоположную направлению вращения. При этом нижняя часть 21 серьги 22 поднимается и контакты 19 и 30 размыкаются и во время вращения не касаются друг друга. При дальнейшем вращении вала 4 расплавленный металл под действием центробежных сил перетекает из тигля 10 через литниковый канал 12 в заформованные полости 11 литейной формы 2 и уплотняется. При этом благодаря наклону формы 2 относительно оси тигля 10 на угол 5-10o не происходит затекания металла в щель 38 между тиглем 10 и формой 2. При завершении плавки электродвигатель узла вращения выключается, вал 4 и серьга 22 занимают вертикальное положение. При этом, чтобы исключить задевание контактов 19 и 30 во время опускания серьги 22, зуб 34 снабжен наклонной поверхностью 39, которая, набегая на наклонную поверхность 40 опоры 32, приподнимает нижнюю часть 21 серьги 22 с контактами 19, не допуская касания контактов 19 и 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытия на концы пружин | 1981 |
|
SU1003930A1 |
| Установка для мойки изделий | 1988 |
|
SU1570803A1 |
| Конвейерная моечная машина | 1988 |
|
SU1593715A1 |
| Устройство для транспортирования и передачи изделий | 1983 |
|
SU1152896A1 |
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| Многоместное зажимное устройство | 1984 |
|
SU1269967A1 |
| Конвейерная моечная машина | 1990 |
|
SU1726070A1 |
| Конвейерная моечная машина | 1986 |
|
SU1389885A1 |
| Вертикально-замкнутый тележечный конвейер | 1987 |
|
SU1646953A1 |
| Установка для мойки изделий | 1988 |
|
SU1547874A1 |
Изобретение относится к центробежному литью металлов и сплавов, например, в зубопротезной технике. Устройство содержит печь, вертикальный вал, на котором установлен рычаг с шарнирно закрепленной кюветой. В кювете расположен индуктор с тиглем. В кювету загружают литейную форму так, чтобы литниковый канал ее совпадал с устьем выхода из плавильного тигля. Уравновешивают кювету с формой противовесом. Создается защитная атмосфера и включается индуктор. После расплавления металла вал приводится во вращение. Благодаря шарнирному закреплению кювета отклоняется в сторону, противоположную направлению вращения. Тем самым исключается разбрызгивание металла. Другие преимущества заключаются в эффективности плавки, упрощении подключения индуктора к генератору, надежности работы. 4 ил.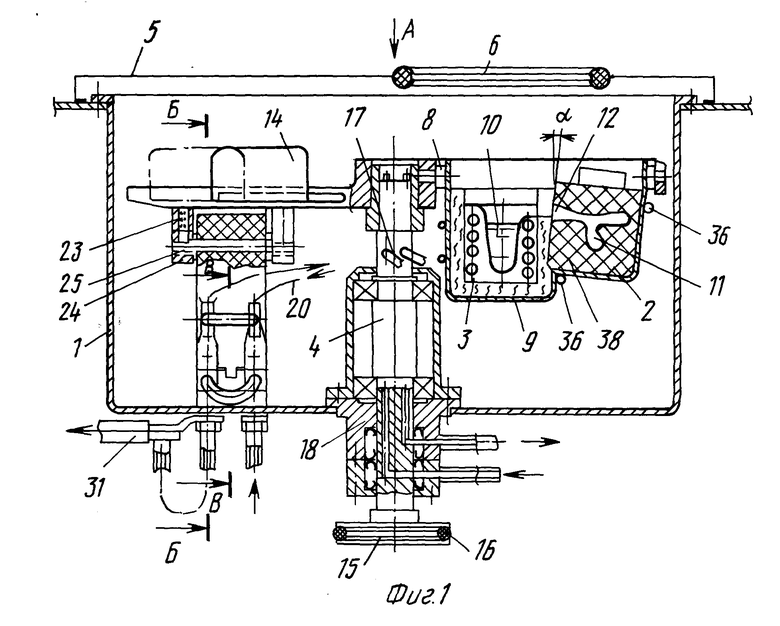
Устройство для центробежного литья в защитной атмосфере, содержащее корпус, печь для нагрева литейных форм, индуктор с преобразователем частоты, конденсатором и системой охлаждения, узел вращения с поворотным вокруг вертикальной оси рычагом, на одном конце которого расположена литейная форма с тиглем для расплавления металла, а на другом конце - противовес, отличающееся тем, что оно снабжено охлаждаемой кюветой, установленной на рычаге с возможностью качания относительно его продольной оси, серьгой, установленной с возможностью качания относительно продольной оси противовеса, упором, жестко закрепленным на противовесе с возможностью взаимодействия с верхней частью серьги, опорой с неподвижными контактами, подключенными к конденсатору, подвижными контактами, закрепленными на нижней части серьги с возможностью подключения к неподвижным контактам при обратном повороте рычага, тигель объединен с индуктором и вместе с литейной формой размещен в кювете, при этой форма наклонена относительно оси тигля на угол 5-10o, система охлаждения индуктора имеет гибкие охлаждаемые кабели в виде рукавов для подвода охлаждающей среды и электроэнергии к индуктору, ось поворота серьги подпружинена, а на нижней части серьги выполнен зуб, имеющий возможность взаимодействия с выступом опоры неподвижных контактов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство N 1419798, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1827321, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
