Описываемый способ отличается от известного способа сварки током высокой частоты тем, что сварка ведется под слоем флюса с введением присадочного металла в шов.
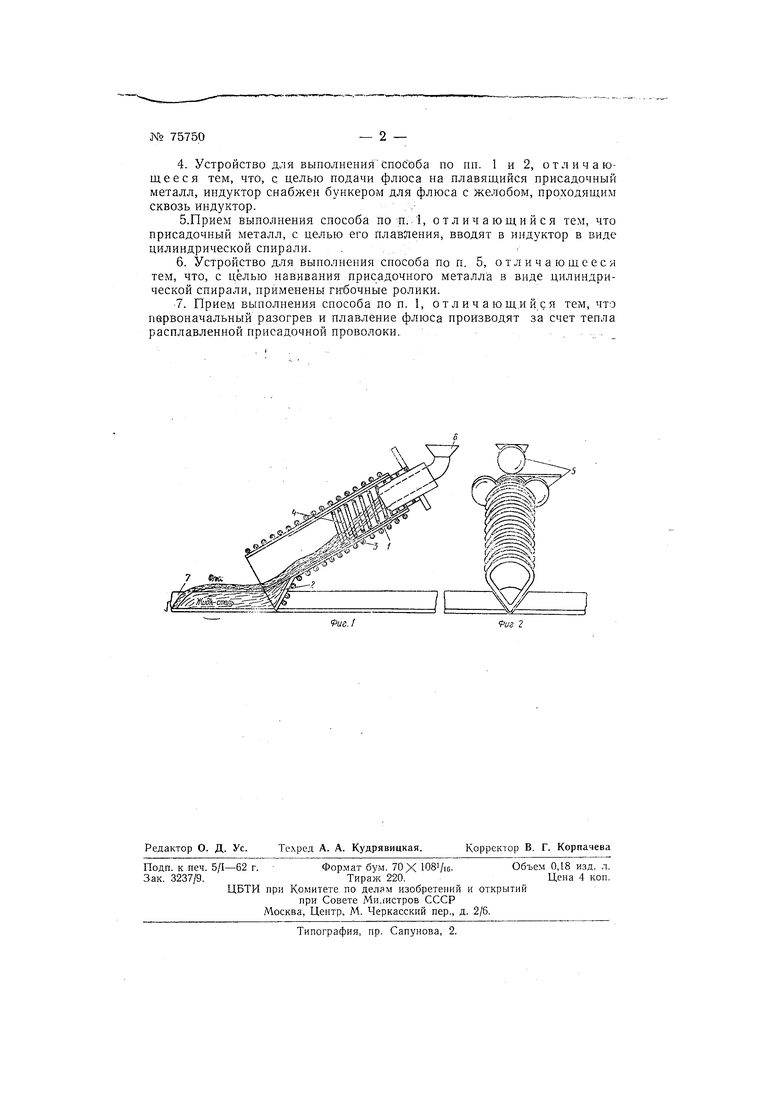
Расплавление присадочного металла и флюса производится вне сварочной зоны с помощью индуктора, выполне} ного в виде многовитковой катушки, намотанной на цилиндрическую керамическую трубку. Нижний -конец трубки образует желобок, соответствующий форме щва, а витки катущки индуктора у выходного отверстия сливного желобка покрыты жароупорной эмалью. Эти витки производят нагрев поверхности свариваемого металла.
Присадочный металл подается в индуктор в виде цилиндрической спирали, образуемой специальными гибочными роликами. Регулировка скорости подачи присадочного металла осуществляется изменением скорости завивки спирали.
Разогрев и плавление флюса, поступающего в индуктор из специального бункера с желобом, проходящим сквозь индуктор, можно производить за счет тепла расплавленного присадочного металла.
На фиг. 1 и 2 изображены две проекции устройства для выполнения сварки описываемым способом, где / - керамическая трубка, окруженная индуктором 8 и оканчивающаяся желобком 2; 4 - спираль присадочного металла; 5-гибочные ролики; 6-бункер для флюса; 7 - сварочная ванна.
Пред мет изобретен и я
1.Способ индукционной сварки изделий током высокой частоты, отличающийся тем, что сварку ведут под слоем флюса с введением присадочного металла в шов.
2.Способ по п. 1, отличающийся тем, что плавление присадочного металла и флюса производят вне сварочной ванны.
3.Устройство для выполнения способа по пп. 1 и 2, отличающееся тем, что индуктор выполнен в виде многовитковой катущки, расположенной вокруг цилиндрической керамической трубки, образующей вместе с катущкой у выходного отверстия сливной желобок, соответствующий форме поперечного сечения разделки шва.
4. Устройство для выполненийспособа по нп. 1 и 2, отличающееся тем, что, с целью подачи флюса на плавящийся присадочный металл, индуктор снабжен бункером для флюса с желобом, проходящим сквозь индуктор., .б.Прием выполнения способа по п..1, отличающийся тем, что присадочный металл, с целью его плав тения, вводят в индуктор в виде цилиндрической спирали. ,,
6.Устройство для выполнения способа по п. 5, отличающееся тем, что, с целью навивания присадочного металла в виде цилиндрической спирали, примепены гибочные ролики.
7.Прием выполнения способа по п. 1, от л и ч а ю щ.и й.ся тем, что первоначальный разогрев и плавление флюса производят за счет тепла расплавленной присадочной проволоки., .. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Способ изотермической обработки стальных изделий и устройство для осуществления способа | 1949 |
|
SU86994A1 |
| Способ переплавки металлической стружки | 1948 |
|
SU77435A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДОВ ЭЛЕКТРОЛИЗЕРОВ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2005 |
|
RU2291916C1 |
| Способ сварки и наплавки плавлением | 1987 |
|
SU1797543A3 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ С ИЗНОШЕННОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2002 |
|
RU2215625C1 |
| Способ имитации процесса существования сварочной ванны | 1988 |
|
SU1590287A1 |
| СПОСОБ ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ЭЛЕКТРОГАЗОВОЙ ДУГОВОЙ СВАРКИ | 2015 |
|
RU2669668C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Способ высокочастотной сварки плавлением | 1971 |
|
SU396938A1 |