Изобретение относится к прокатному производству и может быть использовано в станах с многовалковыми калибрами.
Целью изобретения является увеличение срока службы валков.
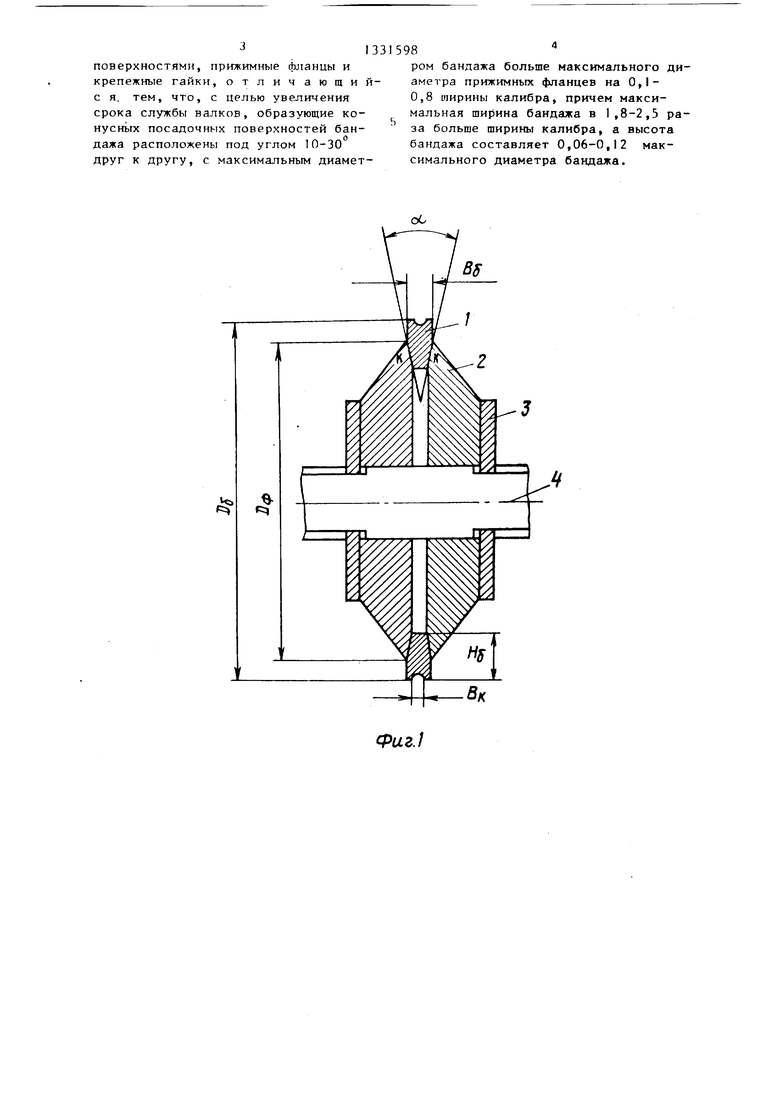
На фиг.1 изображен валок, общий вид, в разрезе; на фиг.2 - направление сил, действующих на бандаж при его напряжении во время прокатки.
Бандаж 1 имеет максимальную ширину поперечного сечения Bg, высоту сечения H, максимальный диаметр Dg На бандаже 1 нарезан калибр шириной В. Бандаж 1 сжат по коническим посадочным поверхностям К фланцами 2, прижатие обеспечивается любым известным способом осевого сжатия, напри- мер, с помощью «гаек 3, фиксирующих бандаж I и фланцы 2 на оси 4.
Предлагаемый валок работает следующим образом.
Балок с бандаиком, имеющим раз- меры 0 205 мм, В 4мм, Bg 8 мм (2 ВJ, Hg 20,5 мм (0,1 Dg при угле между образующими контактных поверхностей 23 и при диаметре фланцев Оц, 202 мм устанавливают в клеть с многовалковым калибром. При прокатке в бандаже подавляются растягивающие напряжения, что приводит к увеличению срока службы валка
При нагружении бандажа I при прокатке на него действует сила давления металла на валок Р фиг.2|, уравновешиваемая реакциями фланцев 2, обозначенными Р , обеспечивающими работу материала бандажа в условиях всестороннего сжатия.
Исследование напряженного состояния бандажа на оптически активных моделях показало, что на глубине более 0,4 ширины калибра В образует- ся зона действия растягивающих осевых напряжений, которые приводят к снижению усталостной прочности материала бандажа. Указанная зона достигает глубины, равной 1-1,5 ширины калибра By.
При углах между образующими конических поверхностей 30° и менее проиходит подавление действия растяги- вающих осевых напряжений действием реакций фланцев Pj, при углах между названными образующими менее IО не обеспечивается необходимой жесткос
5
5 о
5
0
5 0
g
ти валка, и деформация бандажа становится соизмеримой с требуемой точностью прокатки профилей, что не обеспечивает заданной точности про- катьшаемого профиля. При этом любое перенапряжение валка при прокатке приводит к значительным деформациям бандажа, что делает невозможной дальнейшую эксплуатацию валка и снижает его стойкость. Для обеспечения возможности переточек бандажа по мере его износа при прокатке и неоднократного использования фланцев бандаж должен иметь диаметр, больший диаметра фланцев. По существующим технологиям переточек величина переточки на диаметр составляет величину, равную 0,1 0,1 ширины бандажа. Позтому для неоднократного диаметра фланцев на величину, равную или большую, чем 0,1 В. При радиусе указанньк диаметров более 0,8 BV; не, обеспечивается надежной компенсации возникающих при действии на бандажах условий прокатки растягивающих напряжений реакциями фланцев, что ведет к снижению стойкости валка. При ширине бандажа В менее 1,8 В во фланцах в районе контактных посадочных поверхностей возникают значительные напряжения, которые могут привести к преждевременному выходу из строя фланца, а следовательно, и валка. Ширина Bg более 2,5 Вц неоправданна с точки зрения экономии дефицитного материала бандажа, например, твердого сплава. При высоте сечения менее 0,06 максимального диаметра бандажа на внутренней поверхности бандажа при его работе создаются значительные, тангенциальные напряжения, которые существенно снижаются при увеличении высоты сечения. При высоте Ир более 0,12 D неоправданно увеличивается расход дефицитного материала бандажа, а повьш1ения стойкости бандажа не происходит.
При средних удельных давлениях в очаге деформации 100 кг/мм величина растягивающих напряжений в монолитном валке достигает 40 кг/мм, а при нагружении предлагаемого валка в соответственных точках напряжения сжимающие достигают 80 кг/мм. Формула изобретения
Составной валок для ручьевой прокатки, содержащий бандаж с калибром и конусными торцовыми посадочными
поверхностями, прижимные фланцы и крепежные гайки, отличающий- с я. тем, что, с целью увеличения срока службы валков, образующие ко- HycHbix посадочных поверхностей бандажа расположены под углом 10-30 друг к другу, с максимальным диамет1598
ром бандажа больше максимального диаметра прижимных фланцев на 0,1- 0,8 ширины калибра, причем максимальная ширина бандажа в 1,8-2,5 раза больше ширины калибра, а высота бандажа составляет 0,06-0,12 максимального диаметра бандажа.
S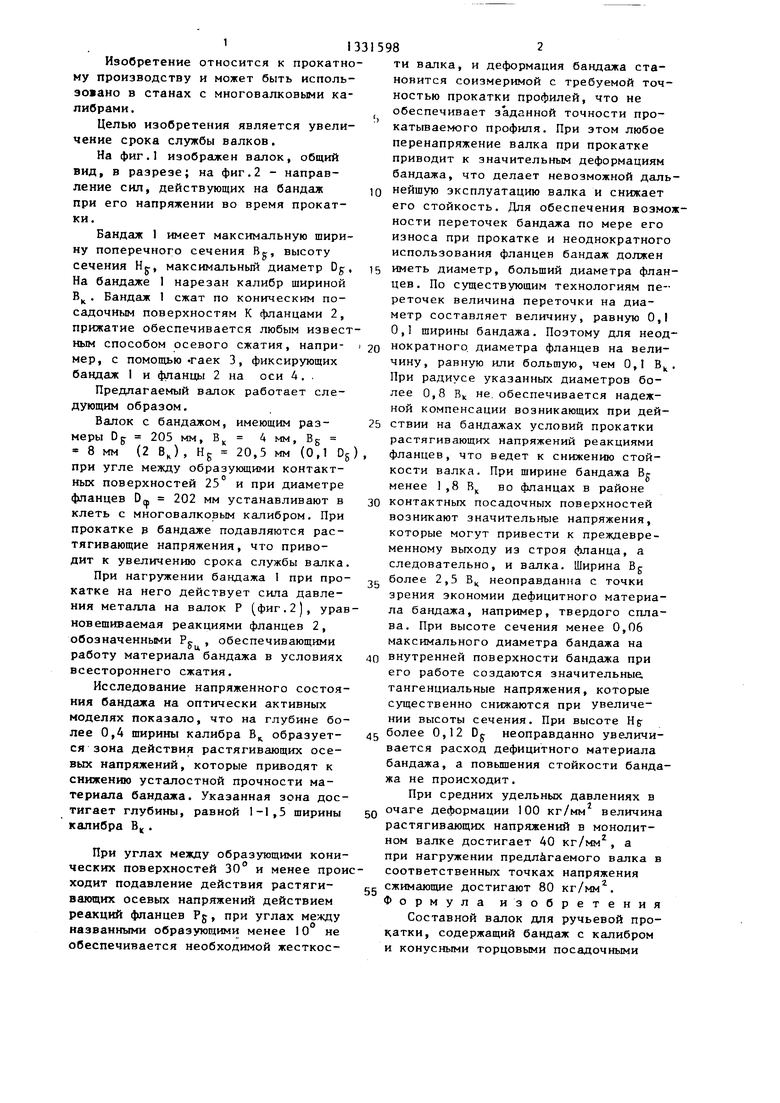
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной прокатный валок | 1986 |
|
SU1378964A1 |
| СОСТАВНОЙ ВАЛОК | 2001 |
|
RU2191648C1 |
| Составной прокатный валок | 1983 |
|
SU1119747A1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| Валок горячей прокатки | 1983 |
|
SU1107916A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
Изобретение относится к прокатному производству и может быть использовано в станах с многовалко- вьм калибром. Цель изобретения - увеличение срока службы валков. Валок с бандажом при угле между образующими контактных поверхностей 10-30° устанавливают в клеть с многовалковым калибром. Бандаж сжат по коническим поверхностям фланцами, прижатие осуществляется гайками. 2 ил. оо 00 СП СО 00
Фаг./
W
Фиг,2
| Патент США- 4115910, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
