со
СХ)
со
О)
Изобретение относится к про.катно- му производству, в частности к составным валкам.
Цель изобретения - повышение стойкости валка.
На чертеже изображен составной прокатный валок.
Бандаж 1 в сечении выполнен в виде тавра, причем рабочая поверхность 2 валка образована торцом стойки тавра шириной Ь, которая равна 1,2-1,5 ширины калибра С. Фланцы 3 и 4 выполнены в соответствии с боковой пока цилиндрических участках сопрягаемых поверхностей бандажа и фланцев, что может привести к преждевременному разрушению бандажа. Ширина торца тавровой стойки сечения определяется шириной калибра и буртов. Исследования показали, что если ширина бурта менее 0,1 ширины калибра, то бурт преждевре менно выходит из строя по причине разрушения, что делает невозможной дальнейшую эксплуатацию валка. Выполнение стойки таврового сечения более 1,5 ширины калибра при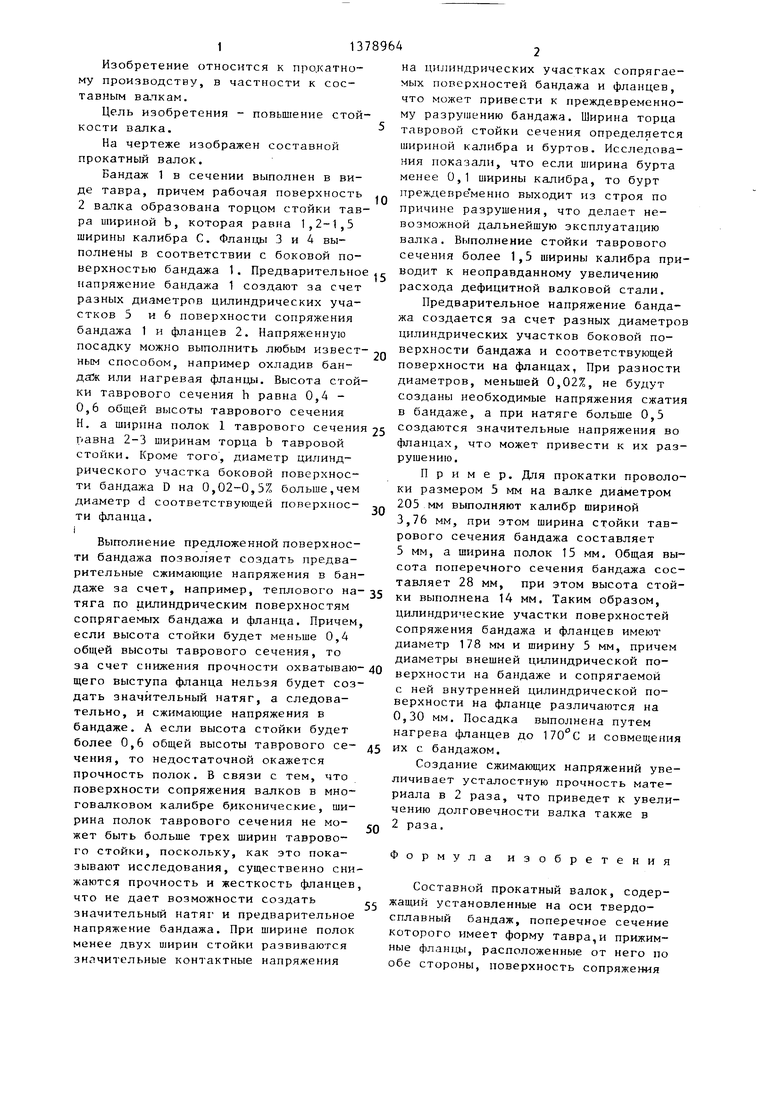
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной валок для ручьевой прокатки | 1986 |
|
SU1331598A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| Прокатная клеть | 1983 |
|
SU1115818A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| Составной прокатный валок | 1986 |
|
SU1400681A1 |
| Прокатный валок | 1981 |
|
SU1085650A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| Прокатный валок | 1978 |
|
SU782897A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
Изобретение относится к прокатному производству и может быть использовано в конструкции прокатных валков. Валок содержит твердосплавный бандаж, вьтолненный в форме тавра, и прижимные фланцы, расположенные по обе стороны от него.Калибр валка образует торец тавровой стойки бандажа. Ширина ее составляет 1,2- 1,5 ширины калибра, а ее высота составляет 0,4-0,6 общей высоты тавра. Кроме того, ширина полок тавра равна 2-3 ширины торца. Предварительное напряжение бандажа создано напряжением его боковых поверхностей, диаметр цилиндрического участка адекватной поверхности прижимных фланцев на 0,02-0,5% меньше, чем диаметр боковой цилиндрической поверхности бандажа, образованной его полками. Данное соотношение размеров повышает стойкость валка. 1 ил. (Л
верхностью бандажа 1. Предварительное водит к неоправданному увеличению
20
напряжение бандажа 1 создают за счет разных диаметров цилиндрических участков 5 и 6 поверхности сопряжения бандажа 1 и фланцев 2. Напряженную посадку можно выполнить любым известным способом, например охладив банда или нагревая фланцы. Высота стойки таврового сечения h равна 0,4 - 0,6 общей высоты таврового сечения Н. а ширина полок 1 таврового сечения 25 равна 2-3 ширинам торца b тавровой стойки. Кроме того, диаметр цилиндрического участка боковой поверхности бандажа D на 0,02-0,5% больше,чем диаметр d соответствуюш,ей поверхности фланца.
30
расхода дефицитной валковой стали
Предварительное напряжение банд жа создается за счет разных диаме цилиндрических участков боковой п верхности бандажа и соответствующ поверхности на фланцах, При разно диаметров, меньшей 0,02%, не буду созданы необходимые напряжения сж в бандаже, а при натяге больше 0, создаются значительные напряжения фланцах, что может привести к их рушению.
Пример. Для прокатки прово ки размером 5 мм на валке диаметро 205 мм выполняют калибр шириной 3,76 мм, при этом ширина стойки т рового сечения бандажа составляет 5 мм, а ширина полок 15 мм. Общая сота поперечного сечения бандажа с тавляет 28 мм, при этом высота с ки выполнена 14 мм. Таким образом цилиндрические участки поверхносте сопряжения бандажа и фланцев имею диаметр 178 мм и ширину 5 мм, при диаметры внешней цилиндрической п верхности на бандаже и сопрягаемой с ней внутренней цилиндрической п верхности на фланце различаются на 0,30 мм. Посадка выполнена путем нагрева фланцев до 170 с и совмеще их с бандажом.
Выполнение предложенной поверхности бандажа позволяет создать предварительные сжимающие напряжения в бандаже за счет, например, теплового на- тяга по цилиндрическим поверхностям сопрягаемых бандажа и фланца. Причем если высота стойки будет меньше 0,4 общей высоты таврового сечения, то за счет снижения прочности охватываю щего выступа фланца нельзя будет создать значительный натяг, а следовательно, и сжимаюгцие напряжения в бандаже. А если высота стойки будет более 0,6 общей высоты таврового сечения, то недостаточной окажется прочность полок. В связи с тем, что поверхности сопряжения валков в многовалковом калибре б 1конические, ширина полок таврового сечения не может быть больше трех ширин таврового стойки, поскольку, как это показывают исследования, существенно снижаются прочность и жесткость фланцев что не дает возможности создать значительный натяг и предварительное напряжение бандажа. При ширине полок менее двух ширин стойки развиваются значительные контактные напряжения
водит к неоправданному увеличению
0
5
30
5 0
5
0
5
расхода дефицитной валковой стали.
Предварительное напряжение бандажа создается за счет разных диаметров цилиндрических участков боковой поверхности бандажа и соответствующей поверхности на фланцах, При разности диаметров, меньшей 0,02%, не будут созданы необходимые напряжения сжатия в бандаже, а при натяге больше 0,5 создаются значительные напряжения во фланцах, что может привести к их разрушению.
Пример. Для прокатки проволоки размером 5 мм на валке диаметром 205 мм выполняют калибр шириной 3,76 мм, при этом ширина стойки таврового сечения бандажа составляет 5 мм, а ширина полок 15 мм. Общая высота поперечного сечения бандажа составляет 28 мм, при этом высота стойки выполнена 14 мм. Таким образом, цилиндрические участки поверхностей сопряжения бандажа и фланцев имеют диаметр 178 мм и ширину 5 мм, причем диаметры внешней цилиндрической поверхности на бандаже и сопрягаемой с ней внутренней цилиндрической поверхности на фланце различаются на 0,30 мм. Посадка выполнена путем нагрева фланцев до 170 с и совмещения их с бандажом.
Создание сжимающих напряжений увеличивает усталостную прочность материала в 2 раза, что приведет к увеличению долговечности валка также в 2 раза.
Формула изобретения
Составной прокатный валок, содержащий установленные на оси твердосплавный бандаж, поперечное сечение которого имеет форму тавра,и прижимные фланцы, расположенные от него по обе стороны, поверхность сопряжения
которых адекватна боковой поверхности бандажа, отличающийся тем, что, с целью повышения стойкости валка, ширина торца стойки тавра твердосплавного бандажа составляет 1,2-1,5 ширины калибра, высота стойки тавра твердосплавного бандажа сосоставляет 0,4-0,6 общей его высоты, ширина полок тавра равна 2-3 ширины его торца, причем диаметр боковой цилиндрической поверхности бандажа, образованной его полками, больше диаметра соответствующей поверхности прижимного фланца на 0,02-0,5%.
| Кугушин А.А., Попов Ю.А | |||
| Высокоскоростная прокатка катанки | |||
| М.: Металлургия, 1982 | |||
| с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
