Изобретение относится к прокатному производству и может быть использовано для прокатки фасонных профилей, преимущественно двутавровой формы, из заготовок круглого профиля.
Целью изобретения является повышение производительности процесса прокатки за счет уменьшения числа проходов.
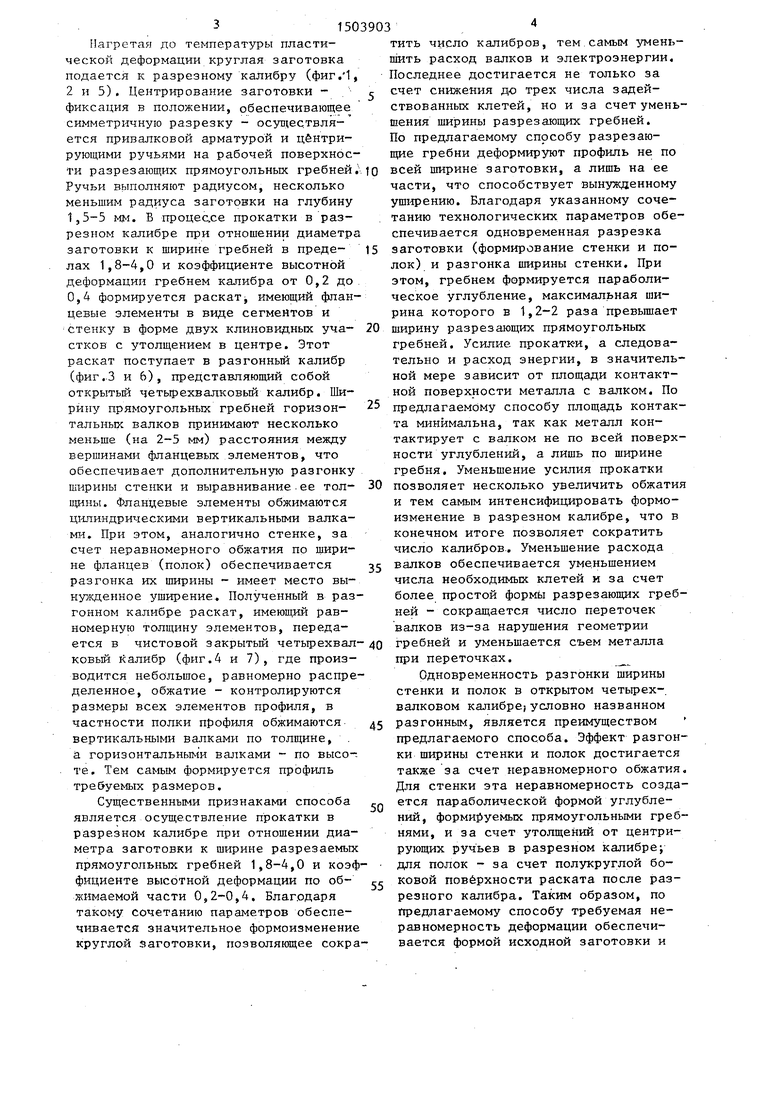
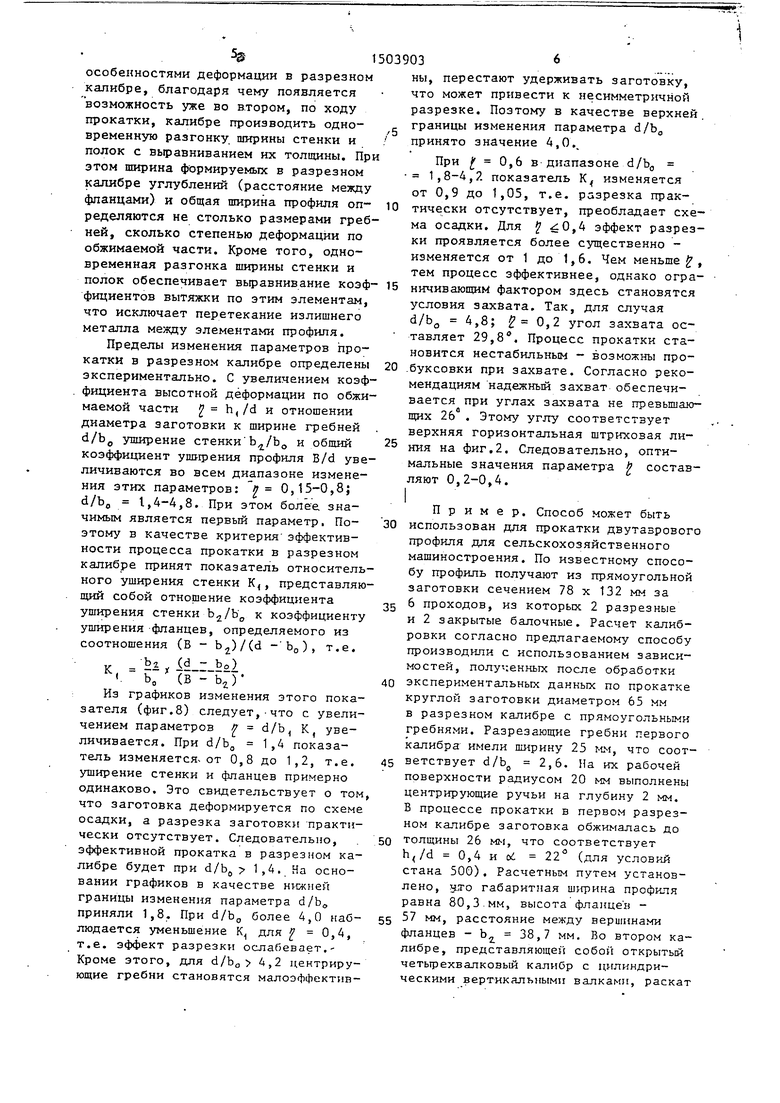
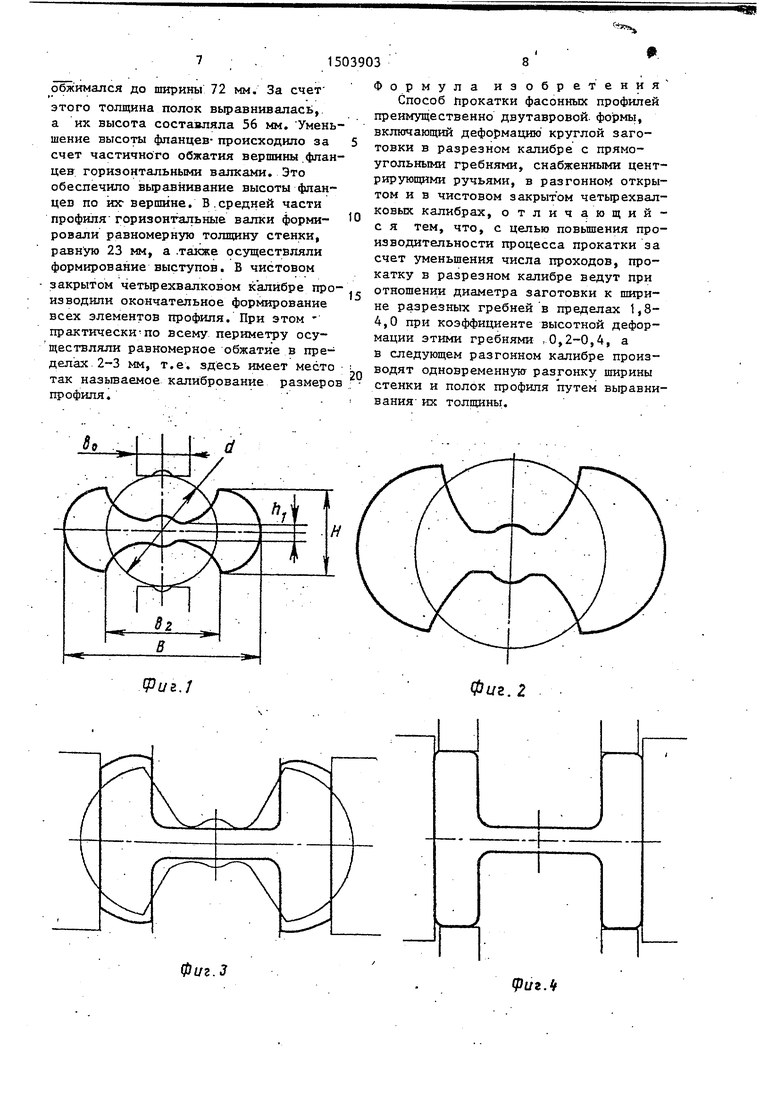
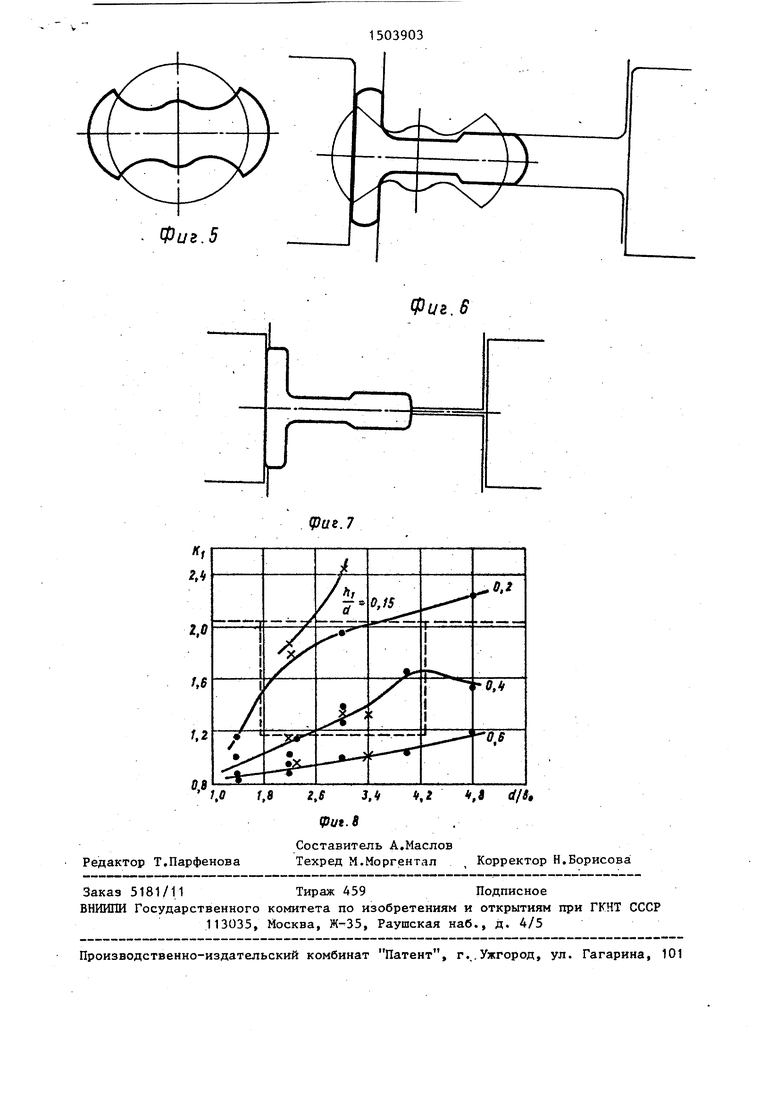
На фиг.1 изображен разрезной калибр с профилем исходной и получаемой в этом калибре заготовки} на фиг.2-4- система калибров для прокатки двутавровьсх профилей, по предлагаемому способу на фиг.5-7 система калибров для прокатки профиля лифтовой направляющей; на фиг.8 - график завиди- мости коэффициента уширения стенки относительно уширения,полок от коэффициента высотной деформации и отношения диаметра заготовки к ширине гребней - d/b(j,.
Изготовление фасонных профилей по предлагаемому способу осуществляется следующим образом.
Нагретая до температуры пластической деформации круглая заготовка подается к разрезному калибру (фиг. 1, 2 и 5). Центрирование заготовки - фиксация в положении, обеспечивающее симметричную разрезку - осул.;ествля- ется привалковой арматурой и центрирующими ручьями на рабочей поверхности разрезающих прямоугольных гребней Ручьи выполняют радиусом, несколько меньшим радиуса заготовки на глубину 1,5-5 мм. В гфоцес,се прокатки в разрезном калибре при отношении диаметра заготовки к ширине гребней в преде- лах 1,8-4,0 и коэффициенте высотной деформации гребнем калибра от 0,2 до 0,4 формируется раскат имеющий фланцевые элементы в виде сегментов и стенку в форме двух клиновидных уча- стков с утолщением в центре. Этот раскат поступает в разгонный калибр (фиг.З и 6), представляющий собой открытый четырехвалковый калибр. Ширину прямоугольных гребней горизон- тальных валков принимают несколько меньше (на 2-5 мм) расстояния между вершинами фланцевых элементов, что обеспечивает дополнительную разгонку ширины стенки и выравнивание.ее тол- цщны. Фланцевые элементы обжимаются цилиндрическими вертикальными валками. При этом, аналогично стенке, за счет неравномерного обжатия по щири- не фланцев (полок) обеспечивается разгонка их ширины - имеет место вынужденное уширение.. Полученный в разгонном калибре раскат, имеющий равномерную толщину элементов, передается в чистовой закрытый четырехвал ковьй калибр (фиг.4 и 7), где производится небольшое, равномерно распределенное, обжатие - контролируются размеры всех элементов профиля, в частности полки профиля обжимаются вертикальными валками по толщине, а горизонтапьньш и валками - по высо-- те. Тем самым формируется профиль требуемых размеров.
Существенными признаками способа является осуществление прокатки в разрезном калибре при отношении диаметра заготовки к ширине разрезаемых прямоугольных гребней 1,8-4,0 и коэф фициенте высотной деформации по об- жимаемой части 0,2-0,4. Благодаря такому сочетанию параметров обеспечивается значительное формоизменение круглой заготовки, позволяющее сократить число калибров, тем самым умень- пшть расход валков и электроэнергии. Последнее достигается не только за счет снижения до трех числа задействованных клетей, но и за счет уменьшения ширины разрезающих гребней. По предлагаемому способу разрезающие гребни деформируют профиль не по всей ширине заготовки, а лишь на ее части, что способствует вынужденному уширению. Благодаря указанному сочетанию технологических параметров обеспечивается одновременная разрезка заготовки (формирование стенки и полок) и разгонка ширины стенки. При этом, гребнем формируется параболическое углубление, максимальная ширина которого в 1,2-2 раза превышает ширину разрезающих прямоугольных гребней. Усилив прокатки, а следова- тельно и расход энергии, в значительной мере зависит от площади контактной поверхности металла с валком. По предлагаемому способу площадь контакта минимальна, так как металл контактирует с валком не по всей поверхности углублений, а лишь по ширине гребня. Уменьшение усилия прокатки позволяет несколько увеличить обжатия и тем самым интенсифицировать формоизменение в разрезном калибре, что в конечном итоге позволяет сократить число калибров. Уменьшение расхода валков обеспечивается уменьшением числа необходимых клетей и за счет более простой формы разрезающих гребней - сокращается число переточек валков из-за нарушения геометрии гребней и уменьшается съем металла при переточках.
Одновременность разгонки ширины стенки и полок в открытом четырех-, валковом калибре;условно названном разгонным, является преимуществом предлагаемого способа. Эффект разгонки ширины стенки и полок достигается также за счет неравномерного обжатия Для стенки эта неравномерность создается параболической формой углублений, форми |уемьк прямоугольными гребнями, и за счет утолщений от центрирующих ручьев в разрезном калибре; для полок - за счет полукруглой боковой поверхности раската после разрезного калибра. Таким образом, по предлагаемому способу требуемая неравномерность деформации обеспечивается формой исходной заготовки и
%
особенностями деформации в разрезном калибре, благодаря чему появляется возможность уже во втором, по ходу прокатки, калибре производить одно- временную разгонку ширины стенки и полок с выравниванием нх толщины. Пр этом ширина формируемых в разрезном кагшбре углублений (расстояние между фланцами) и общая ширина профиля оп- редепяются не столько размерами гребней, сколько степенью деформации по обжимаемой части. Кроме того, одновременная разгонка ширины стенки и
При 0,6 в диапазоне d/bg 1,8-4,2 показатель К изменяется от 0,9 до 1,05, т.е. разрезка практически отсутствует, преобладает схема осадки. Для f 0,4 эффект разрезки проявляется более существенно - изменяется от 1 до 1,6. Чем меньше, тем процесс эффективнее, однако ограполок обеспечивает выравнивание коэф- 15 ничивающим фактором здесь становятся фициентов вытяжки по этим элементам, что исключает перетекание излишнего металла между элементами профипя.
Пределы изменения параметров про- каткИ в разрезном калибре определены 20 экспериментально. С увеличением коэффициента высотной деформации по обжимаемой части h(/d и отношении диаметра заготовки к ширине гребней
условия захвата. Так, для случая d/bg 4,8; 0,2 угол захвата оставляет 29,8. Процесс прокатки становится нестабильным - возможны про- -буксовки при захвате. Согласно рекомендациям надежный захват обеспечивается при углах захвата не превьш аю- щих 26 . Этому углу соответствует верхняя горизонтальная штриховая линия на фиг,2. Следовательно, оптимальные значения параметр-а составляют 0,2-0,4.
d/bp уширение стенки b /b, и общий коэффициент уппфения профиля B/d увеличиваются во всем диапазоне изменения этих параметров: 9 0,15-0,8; d/Ьд 1,4-4,8. При этом более значимым является первый параметр. По- этому в качестве критерия эффективности процесса прокатки в разрезном калибре принят показатель относительного уширения стенки К, представляющий собой отношение коэффициента
уширения стенки к коэффициенту уширения фланцев, определяемого из соотношения (В - )/(d - bj, ) , т.е.
(d К. Ь„
2 bo)
(В - b.)
Из графиков изменения этого показателя (фиг.8) следует,-что с увеличением параметров ff d/b К, увеличивается. При d/bg 1,4 показатель изменяется- от 0,8 до 1,2, т.е. уширение стенки и фланцев примерно одинаково. Это свидетельствует о том что заготовка деформируется по схеме осадки, а разрезка заготовки практически отсутствует. Следовательно, эффективной прокатка в разрезном калибре будет при d/bg 1,4. На основании графиков в качестве границы изменения параметра d/b приняли 1,8. При d/bo более 4,0 наблюдается уменьшение К для 0,4, т.е. эффект разрезки ослабевает.- Кроме этого, для d/bo 4,2 центрирующие гребни становятся малоэффективны, перестают удерживать заготовку, что может привести к несимметричной разрезке. Поэтому в качестве верхней, границы изменения параметра d/b,, принято значение ,0.
При 0,6 в диапазоне d/bg 1,8-4,2 показатель К изменяется от 0,9 до 1,05, т.е. разрезка практически отсутствует, преобладает схема осадки. Для f 0,4 эффект разрезки проявляется более существенно - изменяется от 1 до 1,6. Чем меньше, тем процесс эффективнее, однако ограничивающим фактором здесь становятся
5 ничивающим фактором здесь становятся
0
5 О
5
0
5
0
5
условия захвата. Так, для случая d/bg 4,8; 0,2 угол захвата оставляет 29,8. Процесс прокатки становится нестабильным - возможны про- -буксовки при захвате. Согласно рекомендациям надежный захват обеспечивается при углах захвата не превьш аю- щих 26 . Этому углу соответствует верхняя горизонтальная штриховая линия на фиг,2. Следовательно, оптимальные значения параметр-а составляют 0,2-0,4.
I
Пример. Способ может быть
использован для прокатки двутаврового профиля для сельскохозяйственного машиностроения. По известному способу профиль получают из прямоугольной заготовки сечением 78 х 132 мм за 6 проходов, из которых 2 разрезные и 2 закрытые балочные. Расчет калибровки согласно предлагаемому способу производили с использованием зависимостей, полученных после обработки экспериментальных данных по прокатке круглой заготовки диаметром 65 мм в разрезном калибре с прямоугольными гребнями. Разрезающие гребни первого калибра имели ширину 25 мм, что соответствует d/b 2,6. На их рабочей поверхности радиусом 20 мм выполнены центрирующие ручьи на глубину 2 мм. Б процессе прокатки в первом разрезном калибре заготовка обжималась до толщины 26 мм, что соответствует 0,4 и od 22 (для условий стана 500). Расчетным путем установлено, что габаритная ширина профиля равна 80,3-мм, высота фланце и - 57 мм, расстояние между вершинами фланцев - Ь 38,7 мм. Во втором калибре, представляющеГ собой открытый четырехвалковый калибр с цилиндрическими вертикальными валками, раскат
обжимался до ширины 72 мм. За счет
этого толщина полок выравнивалась, а их высота составляла 56 мм. Уменьшение высоты фланцев- происходило за счет частичного обжатия вершины фланцев горизонтальными валками. Это обеспечило вьфавнивание высоты фланцев по их- вершине. В.средней части профиля горизонтальные валки формировали равномерную толщину стенки, равную 23 мм, а .также осуществляли формирование выступов. В чистовом
закрытом четырехвалковом калибре производили окончательное формирование всех элементов профиля. При этом практически-по всему периметру осуществляли равномерное обжатие в пределах. 2-3 мм, т.е. здесь имеет место
так назьшаемое калибрование профиля.
размеров
Формула изобретения Способ йрокатки фасонных профилей преимущественно двутавровой, формь, включающий деформацию круглой заготовки в разрезном калибре с прямоугольными гребнями, снабженными центрирующими ручьями, в разгонном открытом и в чистовом закрытом четырехвал- ковых калибрах, отличающий- с я тем, что, с целью повьшения производительности процесса прокатки за счет уменьшения числа проходов, прокатку в разрезном калибре ведут при отношении диаметра заготовки к ширине разрезных гребней в пределах 1,8- 4,0 при коэффициенте высотной деформации этими гребнями ,0,2-0,4, а в следующем разгонном калибре производят одновременную разгонку ширины стенки и полок профиля путем выравнивания их толщины.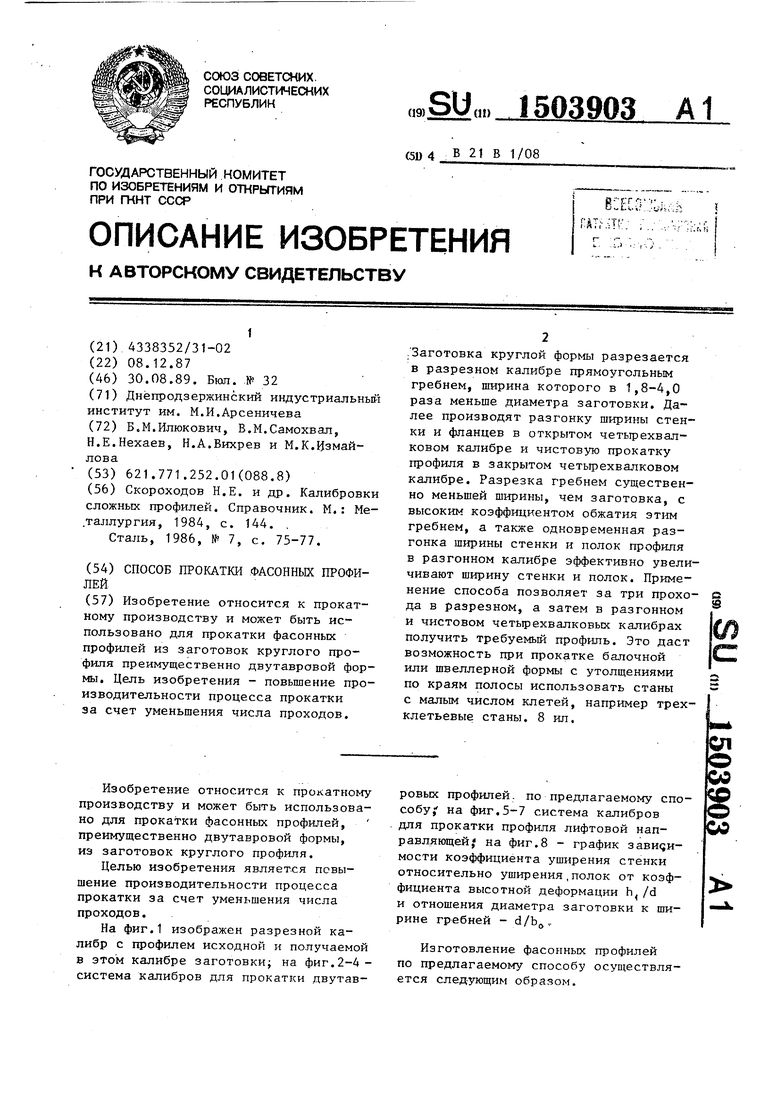
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| Способ прокатки угловых профилей | 1982 |
|
SU1077671A1 |
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| Способ прокатки фланцевых профилей | 1977 |
|
SU707622A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |
| Способ прокатки швеллеров | 1982 |
|
SU1053916A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
Изобретение относится к прокатному производству и может быть использовано для прокатки фасонных профилей из заготовок круглого профиля преимущественно двутавровой формы. Целью изобретения является повышение производительности процесса прокатки за счет уменьшения числа проходов. Заготовка круглой формы разрезается в разрезном калибре прямоугольным гребнем, ширина которого в 1,8-4,0 раза меньше диаметра заготовки. Далее производят одновременную разгонку ширины стенки и фланцев в открытом четырехвалковом калибре и чистовую прокатку профиля в закрытом четырехвалковом калибре. Разрезка гребнем существенно меньшей ширины, чем заготовка, с высоким коэффициентом обжатия этим гребнем, а также одновременная разгонка ширины стенки и полок профиля в разгонном калибре эффективно увеличивают ширину стенки и полок. Применение способа позволяет за три прохода в разрезном, а затем в разгонном и чистовом четырехвалковых калибрах получить требуемый профиль. Это даст возможность при прокатке балочной или швеллерной формы с утолщениями по краям полосы использовать станы с малым числом клетей, например трехклетьевые станы. 8 ил.
UZ.J
Фиг.З
Фиг. 2
I
(ригЛ
. Фиг.5
ие.7
Фи&.б
| Скороходов Н.Е | |||
| и др | |||
| Калибровки сложных профилей | |||
| Справочник | |||
| М.: Me- .таллургия, 1984, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Сталь, 1986, № 7, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
