Изобретение относится к машиностроению и может быть использовано при обработке сложных поверхностей деталей преимущественно продолговатой, формы.
Цель изобретения - повышение производительности обработки за счет уменьшения длины участка врезания инструмента и его выхода из заготовки.
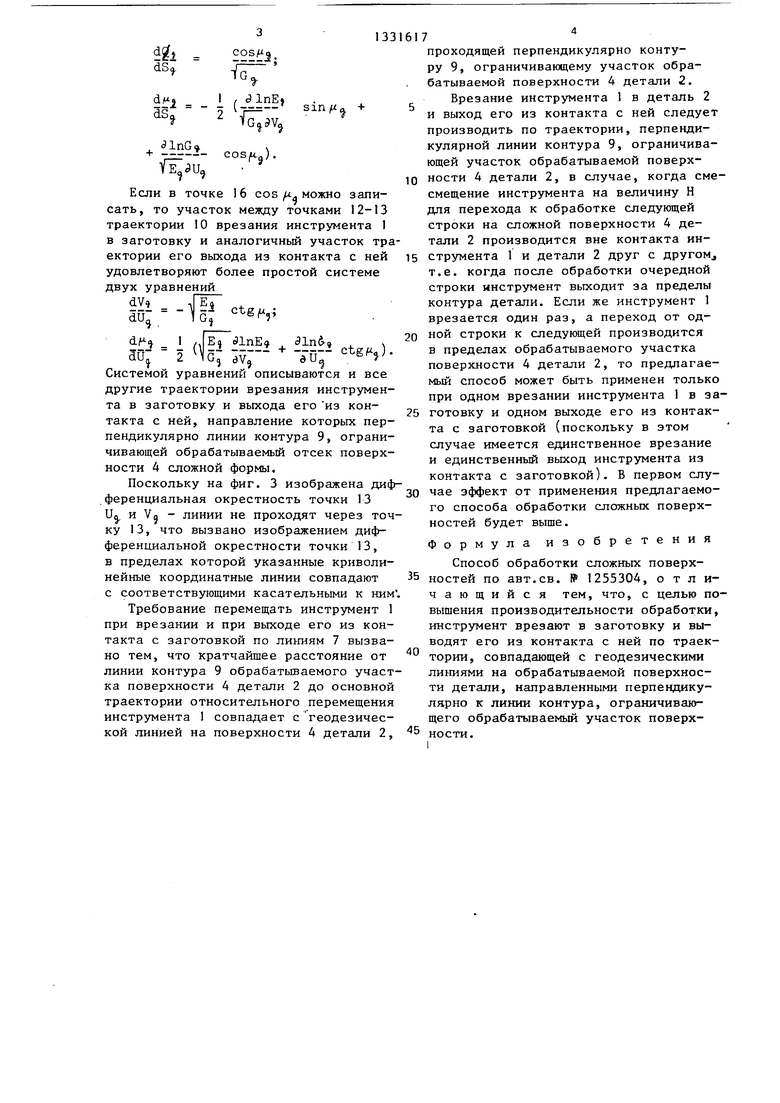
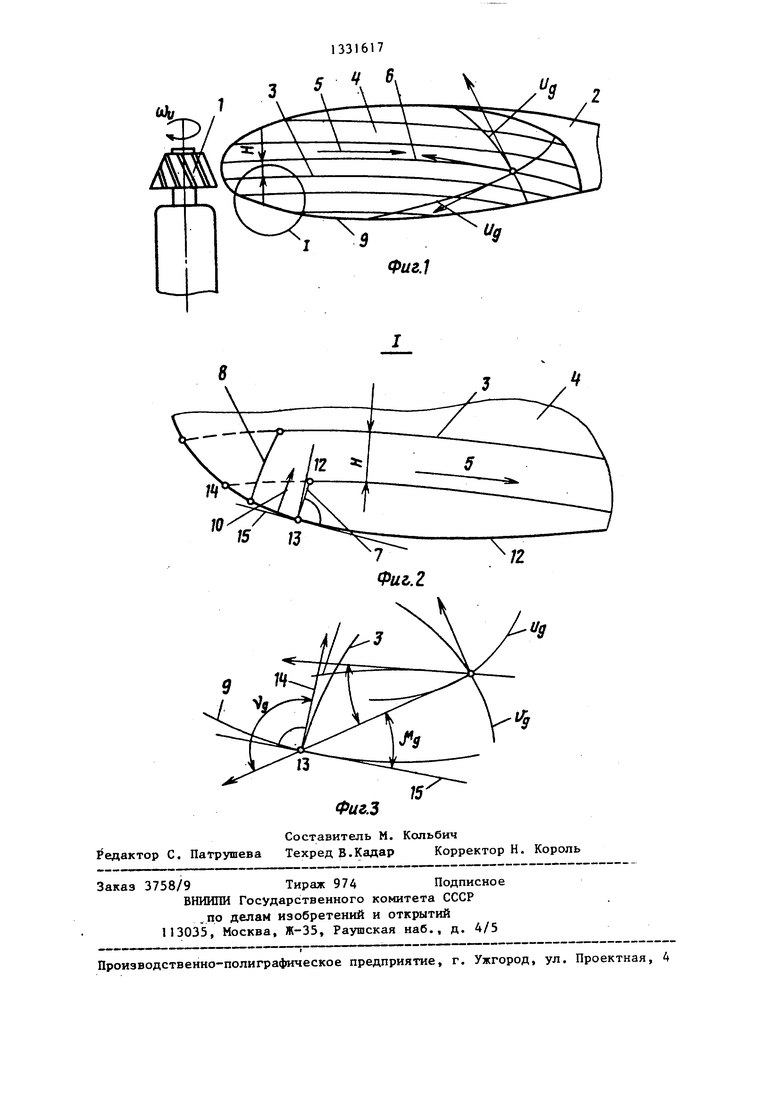
На фиг. 1 представлена схема обработки, иллюстрирующая предлагаемый способ; на фиг. 2 - узел I на фиг.1; на фиг. 3 - схема расчета траектории врезания инструмента в заготовку и выхода его из контакта с ней.
Способ осу1дествляют следующим образом.
Такое направление траектории 10 врезания и аналогичное направление траектории выхода инструмента 1 из контакта с обрабатываемой поверхносИнструменту 1 сообщают главное движение-резания. Дпя инструментов с ис- 20 тью А детали 2 приводит к тому, что ходной инструментальной поверхностью участок 11-12 врезания (в известном
способе) траектории заменяется более коротким участком врезания 13-12. Участок врезания между точками 13-12
ростью ujf,. Инструмент 1 вводят в кон- 25 всегда будет короче участка 11-12,
поскольку первый из них совпадает с геодезической линией 7, ортогональной к линии конт,ура 9. Аналогичное имеет место и при выходе инструмента 1 из 30 контшста с заготовкой. Уменьшение суммарной длины траектории врезания инструмента в заготовку и его выхода из контакта с ней обеспечивает соответствующее увеличение производитель- 35 ности обработки сложной поверхности 4 детали 2,
Чтобы установить уравнение траектории врезания инструмента 1 в заготовку и его выхода из контакта с ней, 40 рассмотрим дифференциальную окрестность точки 13 на контуре 9, ограничивающем обрабатываемый отсек поверхности 4 и детали 2. Как следует из фиг. 3, направление 14 траектории нией на этой поверхности, проходящей 45 врезагшя составляет с положительным через указанные дветочки на ней. направлением U - линии угол V. Если
Врезание инструмента 1 в заготов- касательная 15 к линии контура 9 в ку и выход его из контакта с ней точке 13 составляет угол U,j - производят вдоль геодезических линий 7 линией, проходящей через точку 13, то
в виде поверхности вращения главным движением является вращение инструмента вокруг своей оси с угловой скотакт с заготовкой детали 2 и перемещают относительно нее по строкам 3 на обрабатываемой поверхности 4 детали 2 с периодическим смещением от строки к строке на величину Н шага между строками. Относительное движе- 1-ше 5 построчного огибания осуществляют вдоль линий на обрабатываемой поверхности 4, эквидистант1п.1х геодезической линии 6 наибольшей длины на ней.
Требование веремещать инструмент 1 по строкам 3, эквидистантным к геодезической линии 6 наибольшей дгппхы на обрабатываемом отсеке поверхности 4 детали 2, вызвано тем, что между двумя заданными на поверхности сложной формы точками кратчайшее расстояние совпадает с геодезической ли50 очевидно, что V 90 + jii.
и 8 и др. на обрабатываемой поверхности 4 детали 2, направленных перпендикулярно к линии контура 9, ограничивающей обрабатываемый участок поверхности 4. При этом к участку траектории врезания относится такой участок траектории относительного движения инструмента и детали, в пределах которого исходная инструментальная поверхность входит в контакт с
обрабатываемой поверхностью детали, а ширина строки прохода, с учетом допуска на точность формообразования
сложной поверхности детали, в направлении, перпендикулярном направлению строки 3 (или 6) основного прохода, достигает заданной величины. Анало- гичньй участок траектории относитель- ного перемещения детали и инструмента, в пределах которого относительное движение детали и инструмента совершается в противоположном направлении, является участком выхода инструмента
из контакта с заготовкой.
Такое направление траектории 10 врезания и аналогичное направление траектории выхода инструмента 1 из контакта с обрабатываемой поверхностью А детали 2 приводит к тому, что участок 11-12 врезания (в известном
касательная 15 к линии контура 9 в точке 13 составляет угол U,j - линией, проходящей через точку 13, то
50 очевидно, что V 90 + jii.
На основании уравнения можно записать, что участок 12 - 13 траектории врезания инструмента 1 в заготовку и аналогичный участок траектории 55 его выхода из контакта с ней удовлетворяют системе уравнений dU sinf, dsr
sin
«JlnG
COS|U,j),
Если в точке 16 cos u. можно записать, то участок между точками 12-13 траектории 10 врезания инструмента 1 в заготовку и аналогичный участок траектории его выхода из контакта с ней удовлетворяют более простой системе двух уравнений
dV ,ГТГ
аи- -1с
df 1 ,|Е inE,, ain( , , 30- 2 Чс av-- Ти-- ).
Системой уравнений описываются и все другие траектории врезания инструмента в заготовку и выхода его из контакта с ней, направление которых перпендикулярно линии контура 9, ограничивающей обрабатываемый отсек поверхности 4 сложной формы.
Поскольку на фиг. 3 изображена дифференциальная окрестность точки 13 и и Vj - линии не проходят через точку 13, что вызвано изображением дифференциальной окрестности точки 13, в пределах которой указанные криволинейные координатные линии совпадают с соответствующими касательными к ним
Требование перемещать инструмент 1 при врезании и при выходе его из контакта с заготовкой по лиьшям 7 вызвано тем, что кратчайшее расстояние от линии контура 9 обрабатьшаемого участка поверхности 4 детали 2 до основной траектории относительного перемещения инструмента 1 совпадает с геодезической линией на поверхности А детали 2,
0
5
0
5
0
5
0
проходящей перпендикулярно контуру 9, ограничивающему участок обрабатываемой поверхности 4 детали 2.
Врезание инструмента 1 в деталь 2 и выход его из контакта с ней следует производить по траектории, перпендикулярной линии контура 9, ограничивающей участок обрабатываемой поверхности 4 детали 2, в случае, когда сме- смещение инструмента на величину Н для перехода к обработке следующей строки на сложной поверхности 4 детали 2 производится вне контакта инструмента 1 и детали 2 друг с другомл т.е. когда после обработки очередной строки инструмент выходит за пределы контура детали. Если же инструмент 1 врезается один раз, а переход от одной строки к следующей производится в пределах обрабатываемого участка поверхности 4 детали 2, то предлагаемый способ может быть применен только при одном врезании инструмента I в заготовку и одном выходе его из контакта с заготовкой (поскольку в этом случае имеется единственное врезание и единственный выход инструмента из контакта с заготовкой). В первом случае эффект от применения предлагаемого способа обработки сложных поверхностей будет выше. Формула изобретения
Способ обработки сложных поверхностей по авт.св. № 1255304, отличающийся тем, что, с целью повышения производительности обработки, инструмент врезают в заготовку и выводят его из контакта с ней по траектории, совпадающей с геодезическими линиями на обрабатываемой поверхности детали, направленными перпендикулярно к линии контура, ограничивающего обрабатываемый участок поверхности.
и.
.2
Я
Фиг./
Фиг.
Составитель М. Кольбич Редактор С. Патрушева Техред В.Кадар Корректор Н. Король
Заказ 3758/9Тираж 974 Подписное
ВНИИПИ Государственного комитета СССР
.по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4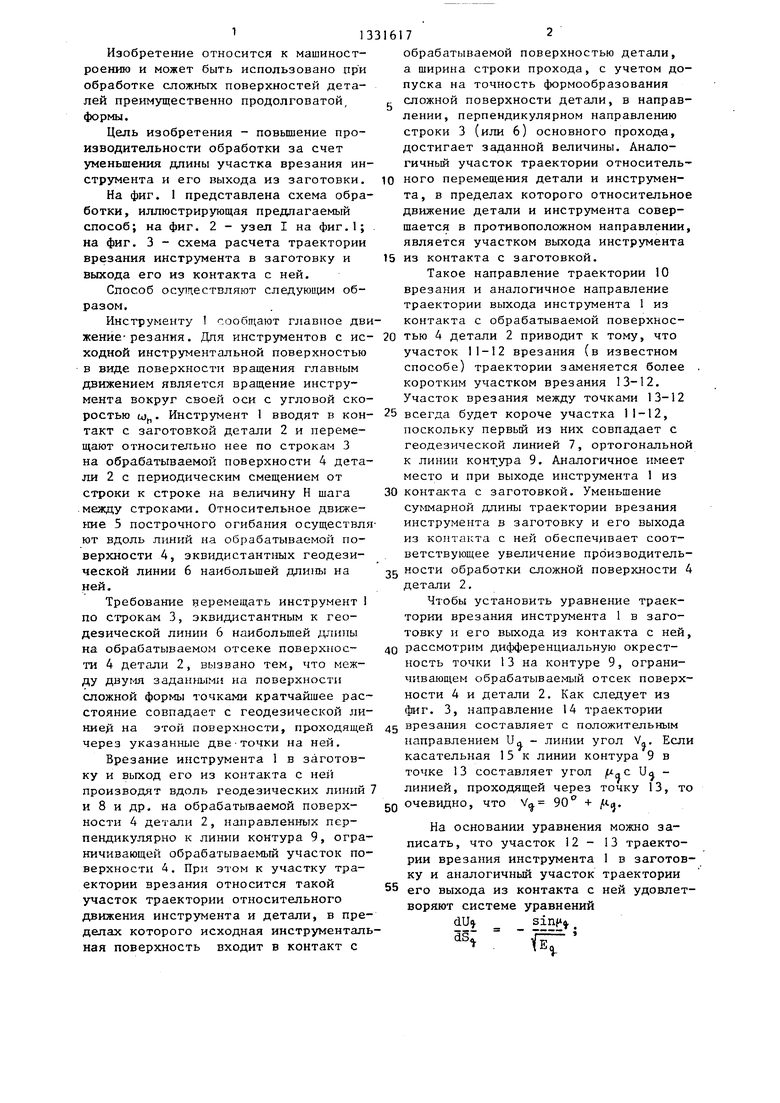
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422248C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| Способ обработки сложных поверхностей | 1984 |
|
SU1255304A1 |
| СПОСОБ ОБРАБОТКИ РЕЗЦОМ С КРУГЛОЙ РЕЖУЩЕЙ КРОМКОЙ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422249C2 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1980 |
|
SU900990A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2009 |
|
RU2456124C2 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
Изобретение относится к области машиностроения и может быть исполь.зовано при обработке деталей преимущественно продолговатой формы. Описываемый способ позволяет повысить производительность обработки за счет того, что при обработке сложных поверхностей с перемещением инструмента строчками по линиям, эквидистантным геодезической линии наибольшей длины, врезание инструмента в заготовку и вывод его из контакта с ней осуществляют по траектории, совпадающей с геодезическими линиями на обрабатываемой поверхности детали, направленными перпендикулярно к линии контура, ограничивающего обрабатываемый участок поверхности. 3 ил. 00 DO 35 vj
| Способ обработки сложных поверхностей | 1984 |
|
SU1255304A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
