Изобретение относится к области обработки резанием, в том числе на станках с ЧПУ, - точению токарным резцом сложных поверхностей, контур которых включает фасонный участок и пересекающийся с ним прямолинейный участок.
Наиболее близким к заявленному изобретению является способ, при котором резец совершает относительно вращающейся заготовки движение подачи по нескольким различным траекториям, определяемым отдельно для различных участков контура обрабатываемых поверхностей (Режимы резания для токарных и сверлильно-фрезерно-расточных станков с числовым программным управлением. Справочник. / Под ред. В.И.Гузеева. М. Машиностроение, 2005. 366 с. Стр.14-17).
Радиус при вершине резца назначают с учетом материала заготовки (Справочник. / Под ред. В.И.Гузеева. Стр.269-271).
Недостатком указанного способа обработки является необходимость дополнительных перемещений резца, требуемых для его перебега и врезания, по промежуточным траекториям, соединяющим различные траектории резца, соответствующие обработке разных участков контура (например, траектории между точками 17-18 и 18-19 и часть траекторий 16-17 и 19-20, - Справочник, стр.15, рис.2.1.2).
При этом направление движения резца резко меняется, нарушается плавность перемещения, возникают дополнительные динамические нагрузки в технологической системе.
Наличие промежуточных траекторий делает процесс перемещения резца и обработки соседних участков контура детали прерывистым и вносит дополнительные погрешности во взаимное расположение разных участков обработанного контура детали.
Другим недостатком известного способа является необходимость управляющей программы на станке с ЧПУ, которая включает разработку и обеспечение различных траекторий резца для разных участков контура.
Задача, на решение которой направлено заявленное изобретение, является исключение при обработке различных участков контура детали, - фасонного и прямолинейного, - различных траекторий, а также исключение промежуточных участков траектории движения токарного резца.
Данный технический результат достигается посредством того, что движение резца при обработке разных участков контура, - прямолинейного и фасонного, - осуществляют по одной, общей для обоих участков траектории, которая описывается одним математическим уравнением.
Способ осуществляют следующим образом.
Движение резца с радиусом при вершине rв осуществляют по траектории, которая имеет вид:
y=G·(-x)m+E,
где коэффициенты G и Е, а также показатель степени m - вещественные (действительные) числа, выбираемые в зависимости от формы и размеров заданного контура; указанная траектория является общей для всего контура и не меняется при обработке обоих участков контура детали. Промежуточные, переходные участки траектории отсутствуют.
При этом радиус rв при вершине резца принимают также с учетом заданного контура (в пределах, принятых для обработки точением токарным резцом).
Ось x совпадает с осью обрабатываемой поверхности детали и с осью ее вращения. В плоскости x y осуществляется движение резца по указанной траектории, обеспечиваемой системой ЧПУ станка или его кинематической схемой.
На фиг.1 показана схема обработки по предложенному способу. Деталь 1 обрабатывается резцом 2 с радиусом rв при вершине, который перемещается в процессе точения по траектории 3, образуя контур ABC обработанной поверхности детали. Контур состоит из фасонного участка 4 между точками А и В и прямолинейного участка 5 между точками В и С. При обработке резцом участков 4 и 5 резец перемещается по одной и той же траектории, определяемой приведенным выше уравнением.
Форма фасонного участка 4 длиной L может быть различной и может быть задана уравнением либо координатами точек. В частности, участок 4 может быть задан в форме дуги окружности с радиусом R.
Прямолинейный участок 5 между точками В и С характеризуется длиной l, линия ВС может быть перпендикулярна оси детали.
Фасонный участок 4 контура детали 1 пересекается с прямолинейным участком 5 в точке В (фиг.1 и фиг.2). Пересечение линий АВ и ВС означает, что касательная к линии АВ, проведенная в точке В, пересекается (не совпадает) с прямой ВС.
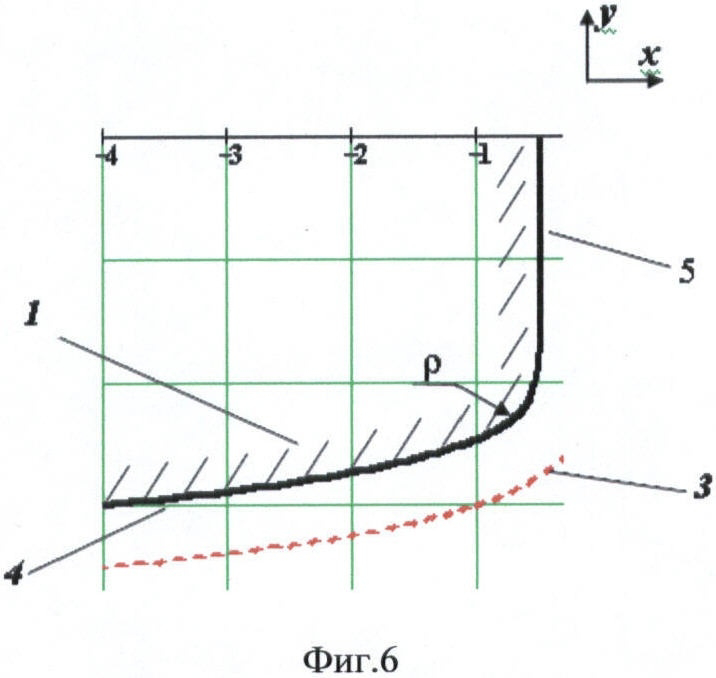
Путем изменения радиуса rв резца возможно также, если это требуется, обеспечить сопряжение участков 4 и 5 промежуточным переходным участком с переменным радиусом кривизны ρ (фиг.3). При этом переходный участок контура с радиусом ρ и участки 4 и 5 обрабатывают при движении резца по одной и той же траектории 3 (фиг.1), без наличия переходных участков траектории резца.
Диаметр детали d, отнесенный к какой-либо точке контура ABC, например, к точке С (фиг.4), при одном и том же контуре ABC, не влияет на форму траектории (I). При изменении d и неизменном контуре ABC в уравнении (I) меняется только значение Е: ее величина изменяется на половину изменения величины d. В связи с этим один и тот же контур ABC может быть получен при одной форме траектории движения резца при разных диаметрах детали и, кроме того, контур ABC может быть частью более общего контура детали, например, контура ABCD (фиг.4).
Численные значения G, E, m, rв рассчитывают в зависимости от формы и размеров заданного контура детали.
Способ проверен при обработке на станке с ЧПУ поверхности с прямолинейным и фасонным участками контура, пересекающимися в граничной точке В (фиг.2).
По специальной компьютерной программе предусмотрено проверочное сравнение заданного контура с фактическим, получаемым при движении резца по рассчитанной траектории. Фактический контур рассчитывают с использованием теории огибающих семейства окружностей с радиусом rв резца. Если фактический контур отличается от заданного более чем допустимо (30-50% от заданных допусками на контур отклонений), производится коррекция величин G, m, rв.
Примеры построения фактического контура
Пример 1. Значения параметров траектории резца:
G=-7; m=0,05; E=0; rв=2.
На фиг.5 траектория резца (ее часть) показана пунктиром, размеры на осях - в мм.
Обработанный контур, являющийся огибающей семейства окружностей резца, показан на фиг.5 сплошной линией. Огибающая имеет сложную форму с рядом особых точек, появляющихся в связи с изменением положения характеристической (формообразующей) точки на окружности с радиусом rв.
Фактическая обработанная резцом поверхность ограничена линиями 4 и 5, пересекающимися в точке В. Внутри линий 4 и 5 находится обработанная деталь 1.
Инструмент перемещается по плавной, непрерывной траектории, определяемой одним и тем же для обоих участков контура уравнением с вышеприведенными параметрами и не имеющей дополнительных промежуточных участков на перебег и врезание.
(Аналогичный случай показан на фиг.2.)
Пример 2. Траектория инструмента - та же, что в примере 1, с теми же параметрами G=-7; m=0,05; E=0 (часть траектории показана пунктиром, линия 3, фиг.6; размеры - в мм). Траектория - общая для обоих участков контура. Радиус при вершине резца имеет величину: rв=0,5 мм.
Сопряжение линий 4 и 5 обработанного контура детали в данном случае осуществляется по плавной кривой с радиусом кривизны ρ.
(Данный случай аналогичен показанному на фиг.3).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗЦОМ С КРУГЛОЙ РЕЖУЩЕЙ КРОМКОЙ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422249C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО КОНТУРА | 2008 |
|
RU2422251C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Способ токарной обработки | 1975 |
|
SU619297A1 |
| СУППОРТНЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2000 |
|
RU2172669C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |




Способ относится к обработке контура, состоящего из фасонного и пересекающегося с ним прямолинейного участков, и включает перемещение токарного резца в плоскости, проходящей через ось детали. Для повышения плавности перемещения резца и повышения точности обработку обоих участков контура поверхности осуществляют перемещением резца с радиусом rB при вершине, обеспечивающим пересечение участков контура детали, непрерывно по одной траектории, общей для обоих участков, которую определяют по приведенному уравнению. 1 з.п. ф-лы, 6 ил.
1. Способ обработки точением поверхности заготовки со сложным контуром, состоящим из фасонного и пересекающегося с ним прямолинейного участков, включающий перемещение токарного резца в плоскости, проходящей через ось детали, отличающийся тем, что обработку обоих участков контура поверхности осуществляют перемещением резца с радиусом rB при вершине, обеспечивающим пересечение участков контура детали, непрерывно по одной траектории, общей для обоих участков, которую определяют по уравнению:
y=G·(-x)m,
где х, у - плоскость, в которой осуществляют перемещение резца, причем ось х совпадает с осью детали;
G=-7, m=0,05.
2. Способ по п.1, отличающийся тем, что резец перемещают по траектории, обеспечивающей сопряжение фасонного и прямолинейного участков контура детали по плавной кривой линии с переменным радиусом кривизны.
| Режимы резания для токарных и сверлильно-фрезерно-расточных станков с числовым программным управлением | |||
| Справочник, ред | |||
| Гузеев В.И | |||
| - М.: Машиностроение, 2005, с.14-17, 269-271 | |||
| Способ управления обработкой деталей на токарных станках с контурной системой программного управления | 1972 |
|
SU526490A1 |
| Способ обработки смежных пересекающихся участков контурной поверхности | 1984 |
|
SU1194599A1 |
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ КОНТУРОВ ПЛОСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2311264C2 |
| DE 10330846 A1, 07.02.2005 | |||
| СОСОНКИН В.Л | |||
| и др | |||
| Системы числового программного управления | |||
| - М.: Логос, 2005, с.124, 263-266. | |||

