Изобретение гугносится к области сварки пластмасс, а именно к устройствам для контактной стыковой сварки листовых термо- пластичш 1 материалов, и может найти применение при изготовлении конструкций из них в строительстве, химическом ман1ино- строении и т.д.
Целью изобретения является гювьииение качества сва)ки листов1)1х термопластов, что ДОС нг ается путем обжатия сварного Н1ва и око. 1()1новной равномерно распределенным но нсей Г1.1он1ади соединения усилием и создания необходимой геометрической (f)opMbi соедине Н1Я нутем деформирования вьггекак)Н1его )аснлава, а гакже нутем смешения во осадки оплавленных дета;1ей нервичного 1)ата, содержащего продукты деструкци, в противоположную от зоны соединения сгорону.
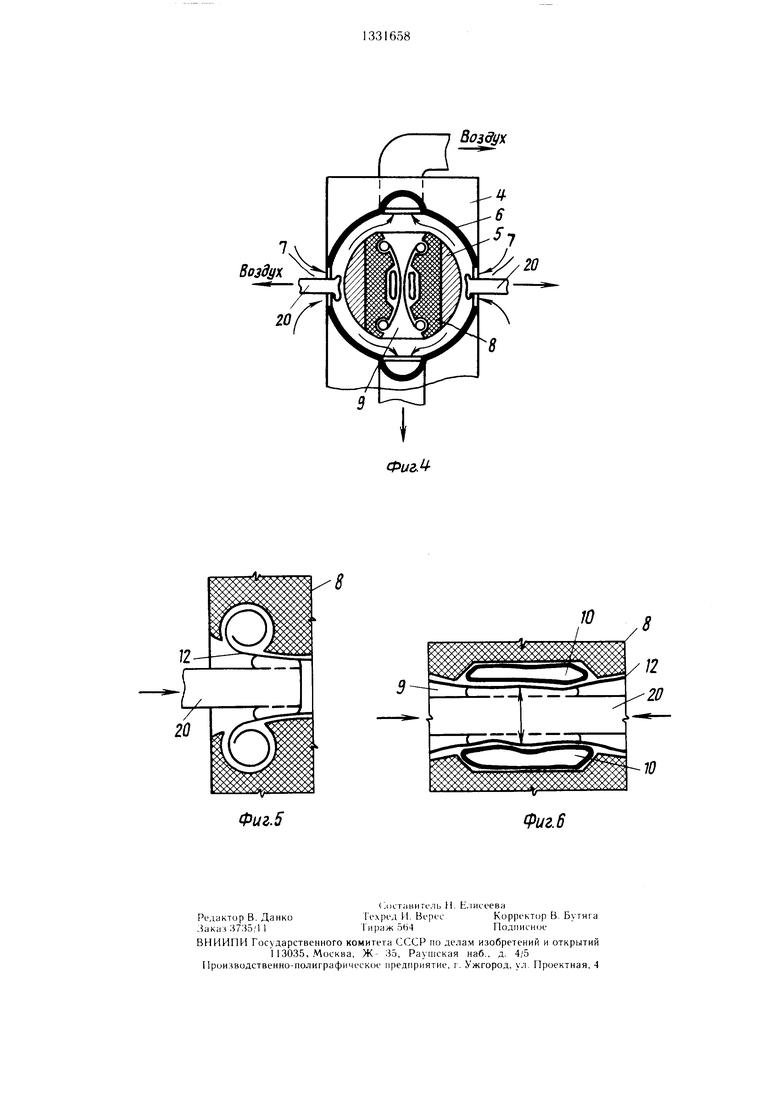
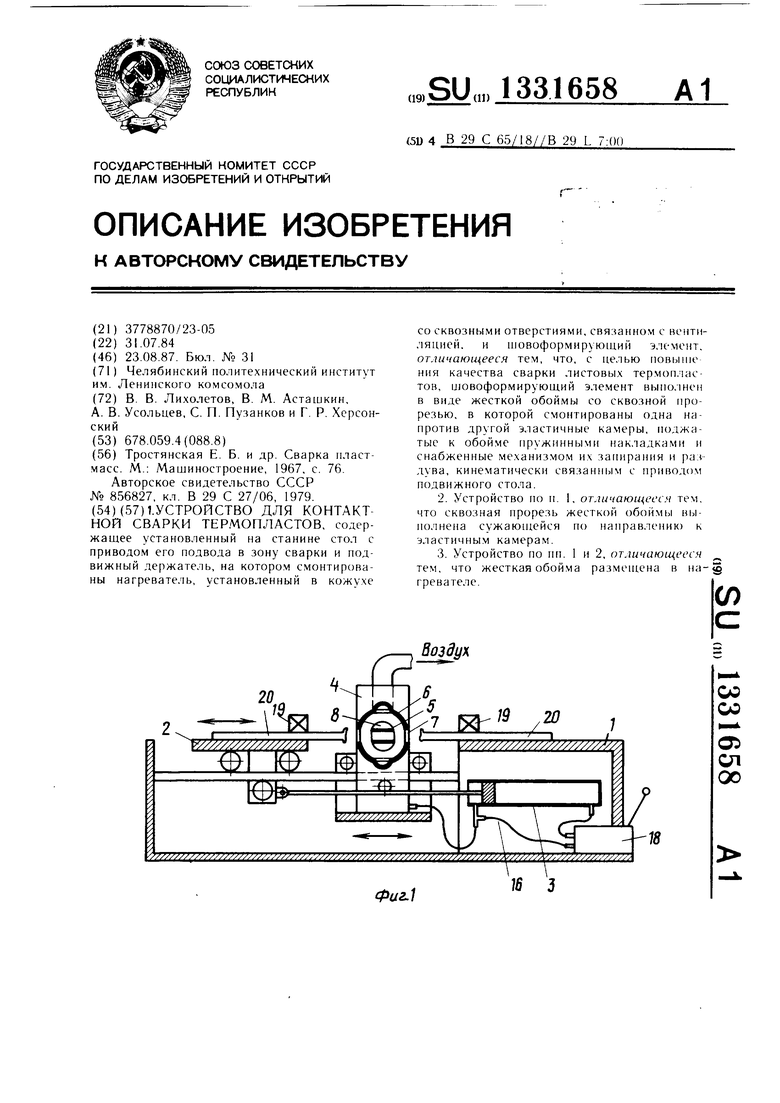
На фиг . 1 изображено устройство для контактной сварки термонластов с шовофор- мируюни1м i. icMeirroM, размен1е1П1ым в iiai pe- вателе. нродо.п.ный разрез; на фиг. 2 HJOHO- формируюншй .1емент, 11оне н чный разрез; на фиг. 3 с.хема механизма занирания и раздува камер |ново(})ормируюн1его у,темеи- та; на фи. -1подвижный держате. 1ь
в .момент окончании о11лав.1ения свариваемых деталей: на фиг. 5 и (i стадии формирования сва)ного соединения на разных нах осадки СЕ ариваемьгх .1ета,-1ей.
YcipoiicTBo Д.1Я контактной сварки те)- MoiK iacTOH соде)жит станину 1, на кот(.)рой установ,1ен подвижный cTo. i 2 с приводом его подвода и зону сваркн в виде силового цилиндра 3 и подвижный держате.1ь 4 с ра.з- мешенным па нем наг)евате,;1ем , смонтированным и кожухе (i. Кожух 6 вынолнен со скво.знь1мн отве нтиями 7 д.ля нодвг)да свариваемых дета,1ей н соединен с вентиляцией (не показана). На держателе 4 смонтирован и размен1ен в 1агревате;1е 5 нювсь формируюн1ИЙ у, 1емент в виде жесткой обоймы 8, в сквозной нрорези 9 которой CMCJH- тированы ъластичшле камер)1 10, соединенные с исгочником Рабочей (не показан). Камеры К) поджаты в пазах 11 обоймы 8 пружиннь1мп пак.1адками 12, огибающими бурты 13.
Прорезь 9 обоймы 8 выполнена сужаю- И1ейся по паправ.тению к у.тастичны.м камерам 10. Последние снабжены меха}(измом их занирания и раздува, состоящим из обратного 14 и нронорционалы1О1Ч) 15 клапанов, соединенных разводящим трубопроводом 16 с полостью 17 си, 1овог() нилиндра 3. Про- норциона.1ьны(( клапан 15 нозво,-|яет регулировать усилие ()бж;пия П1ва при сварке деталей. ЗанОсЧпенпе полости 17 рабочей средой соогветствует рабочему ходу подвижною стола 2 при оплав.чении и осадке. Подача рабочей среды в но. юсти ни.чиндра 3 и камер 10 осуп1еств. яется через распределите,чь 18. На время сварки соединяемые дета. ш закреп,-1як)тся на станине 1 и нодвижном столе 2 прижимами 19.
Кроме того. жестк 1Я обой.ма 8 может быть смонтировапа на держате.че 4 как вне кожуха 6 со сквозными отверстиями 7. так и внутри ei o.
Устройство работает следующим образом. На станине 1 и подвижном столе 2 при ПОМОН1И прижимов 19 закрепляются свариваемые детали 20. Подвижный держатель 4 с нагревателем 5 устанавливается в рабочее положение (фиг. 4). Включается источник рабочей среды, и рабочая среда через раснределитель 18 подается в полость 17 цилиндра 3, при :)том кромки свариваемых дета.лей 20 через отверстия 7 кожуха 6 поджимаются к нагревателю 5 и оплавляются.
5 По окончании оплавления распределитель 18 нереводится в нижнее положение, стол 2 (ич)двигается и оилавленные кромки деталей 20 отводятся от нагревателя 5. Последний выводится из зоны сварки, например, нутем поворота на 90°, при этом сквозная
0 прорезь 9 обоймы 8 оказывается напротив оплавленных кромок деталей 20. После этого раснределитель 18 нереводится в верхнее положение и рабочая среда поступает в полость 17. производя подвижку стола 2 к
с станине 1. а также через трубопровод 16 к обратному 14 и нронорциональному 15 к.тапапам. Во время осадки оп.чав.ченные кромки свариваемых деталей 20 ноиадают в сужающуюся к iieirrpy обоймы 8 прорезь 9 с пружинпыми накладками 12. Прп дальQ продвижении кромок дета/юй 20 к месгу стыковки, где расноложены камеры И). нервичЕ1ый грат, вытесненн1)1Й при оплавлении н содержап1пй продукты деструкции, смешается за счет трепия о пружипные пак, 1адки 12 в противоположную движе5 ПИЮ деталей сторону. При этом под действием сил новерхностного натяжения на рас- н.1аве кромок дета.чей 20 )исходит разру- 1нение окисной ii. ienKn. а затем детали 20 с гыкуются.
0 Вплоть до стыковки давление рабочей среды в системе привода подвижпог о сто.ча 1 является небольн1нм. так как преодолеваются только силы грения, и затем оно резко возрастает до максимума в момент стыковки деталей 20. Пз зоны стыка вытекает вторичный грат. Максимальное давление рабочей среды запирает обратный кланан 14, а в камерах 10 устанавливается давление, предварительно заданное на пронорпиональ- но.м к.ланане 1. Таким образом, запаздываQ юпк е приложение давления обжатия благо- приятпо сказывается на течении расплава при формировании , так как захвачен пый в зопе стыка воздух вытесняется наружу. Предварительный нагрев обоймы 8 за счет теплопередачи от па1ревателя
5 5 обеспечивает при :)том постепенное снижение темнературы в .зоне стыка и способствует луч1пему течению релаксационных процессов. После необходимою охлаждения соединения распределитель 18 устанавлива5
стся в нейтральное положение и рабочая среда из камер 19 через открытый обратный клапан 14 и из полости 17 цилиндра 3 сбрасывается. При этом пружинные накладки 12 поджимают камеры 10 и отходят от П1ва. Прижимы 19 отводятся от дета,и. 11 20, а сваренная заготовка протягивается через прорезь 9 обоймы 8.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыкойвой сварки | 1971 |
|
SU521092A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕСА ТУРБОМАШИНЫ | 2013 |
|
RU2513491C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2013 |
|
RU2510315C1 |
| Гидропривод оплавления для контактных стыковых машин | 1986 |
|
SU1532233A1 |
| Устройство для контактной стыковой сварки термопластов | 1988 |
|
SU1608076A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| Машина для стыковой сварки полос | 1981 |
|
SU990456A1 |
| Устройство для контактной сварки термопластов | 1988 |
|
SU1525018A1 |
Фиг. 2
12у ///////////
.8
Ш
/////////////////////// /Y/////////
/L
10
16- /7
Рабочая среда
8
Фиг.
ЗозаЦ/Х
Фиг.
10
Фиг.5
Фиг. 6
| Тростянская Е | |||
| Б | |||
| и др | |||
| Сварка пластмасс | |||
| М.: Машиностроение, 1967, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Устройство для контактной сварки деталей из термопластичных материалов | 1979 |
|
SU856827A1 |
| Солесос | 1922 |
|
SU29A1 |
