1
(21)4453443/31-05 (22)01.07.88 (46)23.11.90. Бюл. №43 .
(71)Челябинский политехнический институт им. Ленинского комсомола
(72)В.В.Лихолетов, Г.А.Салмин, В.А.Митин и И.А.Тюрина
(53)678.059.4(088.8)
(56)Тростянская Е.Б. и др. Сварка пластмасс. - М.: Машиностроение, 1967 с 113- 114.
Авторское свидетельство СССР N; 1331658,кл. В 29 С 65/18. 1984
(54)УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ
(57)Изобретение относится к сварке пластмасс и может найти применение при контак- тной стыковой сварке листовых термопластичных материалов. Цель изобретения - улучшение условий эксплуатации и
повышение надежности устройства в работе. Для этого части стола устройства шар- нирно закреплены на станине -и снабжены установленными на их обращенных один к другому свободных концах подпружиненными упорными планками и ограничителями поворота с пальцами для фиксации деталей. Упорные планки расположены в плоскости стола. Ограничители поворота частей стола установлены на станине. Нагревательные элементы смонтированы на держателе с возможностью поворота один относительно другого. Шовоформующий элемент выполнен в виде балки, установленной над упорными планками. Пружины упорных планок имеют разную жесткость. Нагревательные элементы могут быть выполнены в виде лезвий с профилированными рабочими поверхностями. 3 з.п. ф-лы, 5 ил.
(Л
с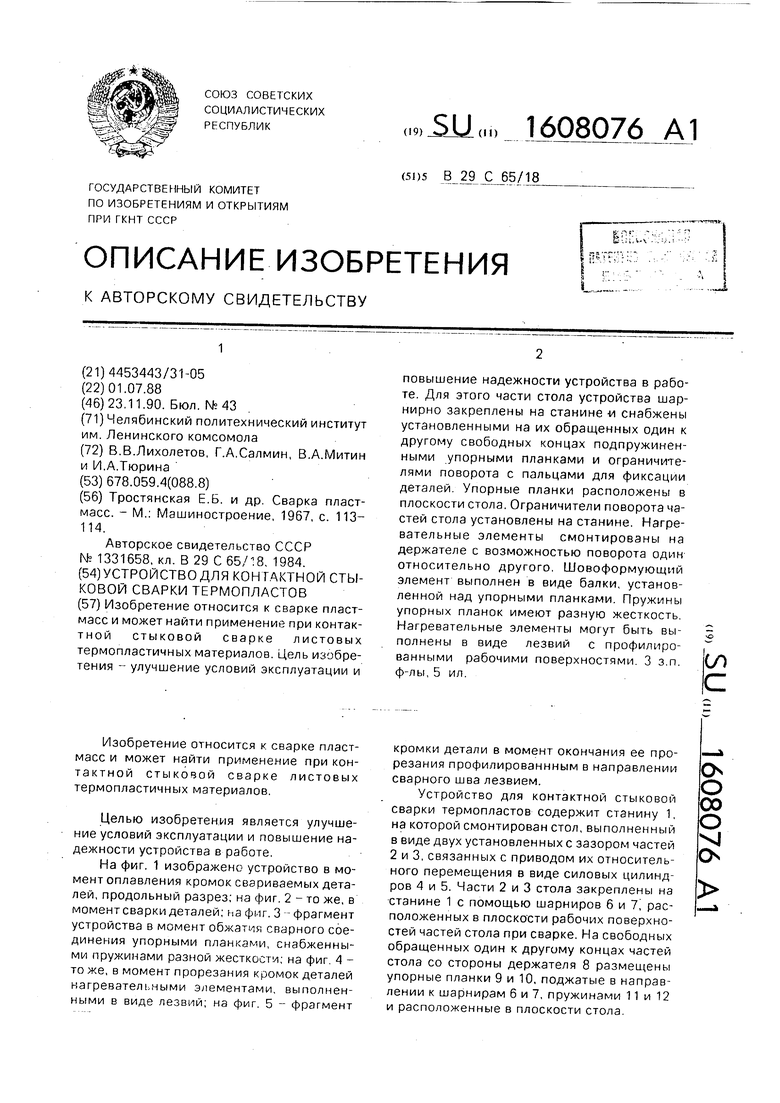
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стыковой контактной сварки листовых термопластов | 1983 |
|
SU1175729A1 |
| Устройство для контактной сварки термопластов | 1984 |
|
SU1331658A1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Устройство для контактной стыковой сварки деталей из термопластов | 1988 |
|
SU1646891A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2463146C1 |
Изобретение относится к сварке пластмасс и может найти применение при контактной стыковой сварке листовых термопластичных материалов. Цель изобретения - улучшение условий эксплуатации и повышение надежности устройства в работе. Для этого части стола устройства шарнирно закреплены на станине и снабжены установленными на их обращенных друг к другу свободных концах подпружиненными упорными планками и ограничителями поворота с пальцами для фиксации деталей. Упорные планки расположены в плоскости стола. Ограничители поворота частей стола установлены на станине. Нагревательные элементы смонтированы на держателе с возможностью поворота один относительно другого. Шовоформующий элемент выполнен в виде балки, установленной над упорными планками. Пружины упорных планок имеют разную жесткость. Нагревательные элементы могут быть выполнены в виде лезвий с профилированными рабочими поверхностями. 3 з.п.ф-лы, 5 ил.
Изобретение относится к сварке пластмасс и может найти применение при контактной стыковой сварке листовых термопластичных материалов.
Целью изобретения является улучшение условий эксплуатации и повышение надежности устройства в работе.
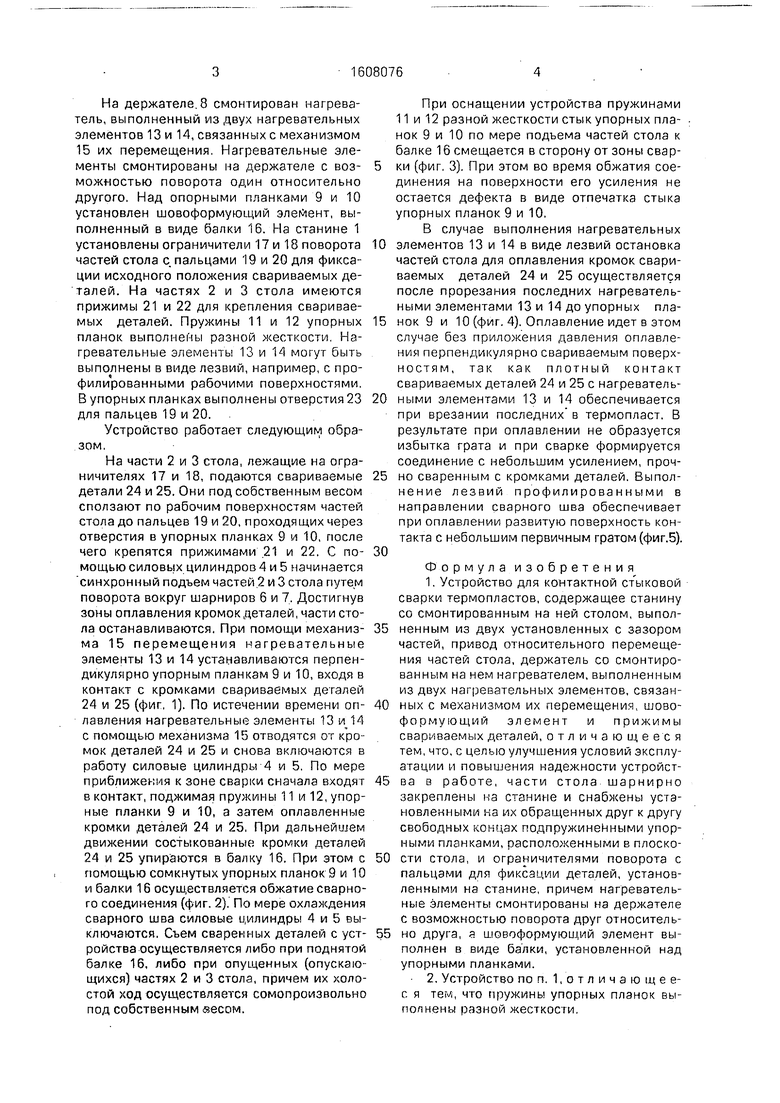
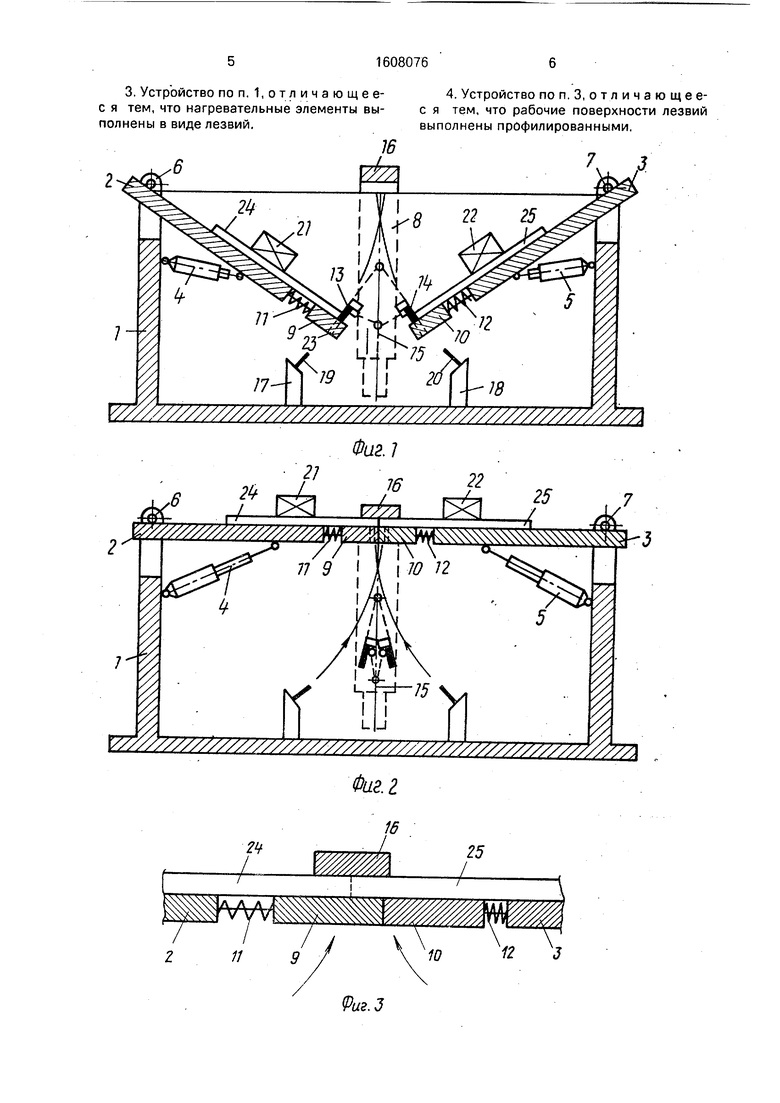
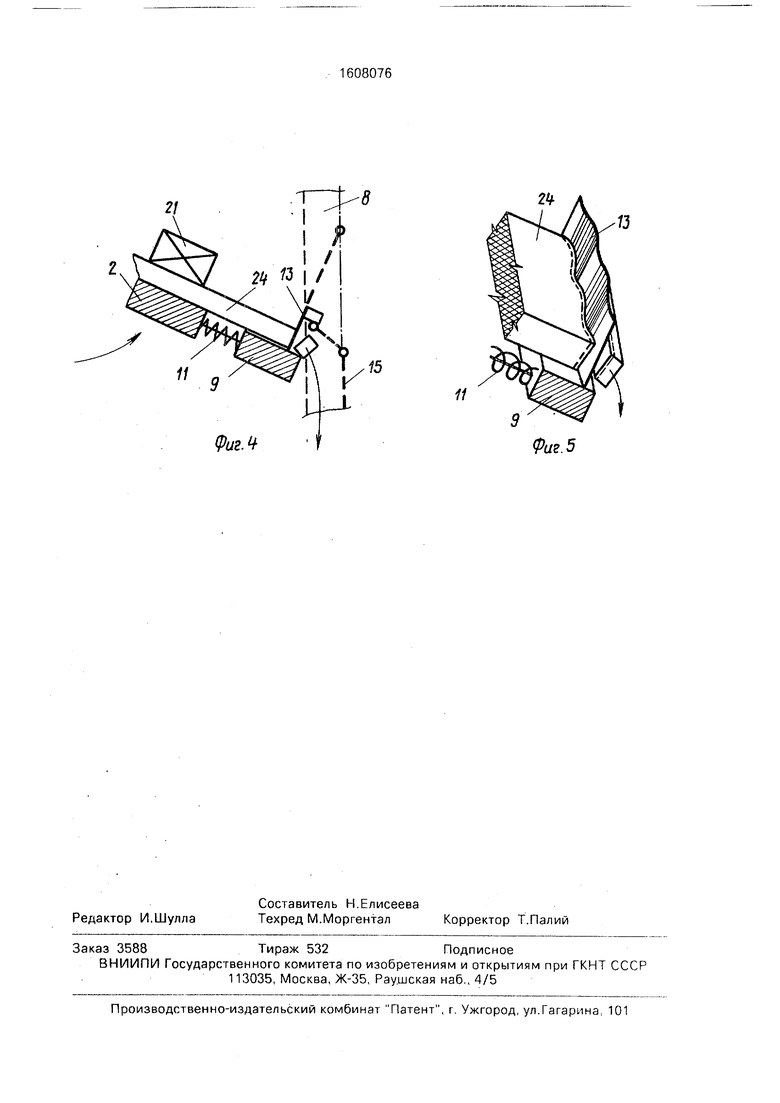
На фиг. 1 изображено устройство в момент оплавления кромок свариваемых деталей, продольный разрез; на фиг. 2 - то же, в момент сварки деталей; на фиг. 3 - фрагмент устройства в момент обжатия сварного соединения упорными планками, снабженными пружинами разной жесткости; на фиг. 4 - то же, в момент прорезания кромок деталей нагревательными элементами, выполненными в виде лезвий; на фиг. 5 - фрагмент
кромки детали в момент окончания ее прорезания профилированнным в направлении сварного шва лезвием.
Устройство для контактной стыковой сварки термопластов содержит станину 1, на которой смонтирован стол, выполненный в виде двух установленных с зазором частей 2 и 3, связанных с приводом их относительного перемещения в виде силовых цилиндров 4 и 5. Части 2 и 3 стола закреплены на станине 1 с помощью шарниров 6 и 7 расположенных в плоско сти рабочих поверхностей частей стола при сварке. На свободных обращенных один к другому концах частей стола со стороны держателя 8 размещены упорные планки 9 и 10, поджатые в направлении к шарнирам 6 и 7, пружинами 11 и 12 и расположенные в плоскости стола.
О
о
00
о VJ
о
На держателе.8 смонтирован нагреватель, выполненный из двух нагревательных элементов 13 и 14, связанных с механизмом 15 их перемещения. Нагревательные элементы смонтированы на держателе с возможностью поворота один относительно другого. Над опорными планками 9 и 10 установлен шовоформующий элегИент, выполненный в виде балки 16. На станине 1 установлены ограничители 17 и 18 поворота частей стола с. пальцами 19 и 20 для фиксации исходного положения свариваемых деталей. На частях 2 и 3 стола имеются прижимы 21 и 22 для крепления свариваемых деталей. Пружины 11 и 12 упорных планок выполнены разной жесткости. Нагревательные элементы 13 и 14 могут быть выполнены в виде лезвий, например, с профилированными рабочими поверхностями. В упорных планках выполнены отверстия 23 для пальцев 19 и 20.
Устройство работает следующим образом.
На части 2 и 3 стола, лежащие на ограничителях 17 и 18, подаются свариваемые детали 24 и 25. Они под собственным весом сползают по рабочим поверхностям частей стола до пальцев 19 и 20, проходящих через отверстия в упорных планках 9 и 10, после чего крепятся прижимами 21 и 22. С помощью силовых цилиндров 4 и 5 начинается синхронный подъем частей.2 и 3 стола путем поворота вокруг шарниров 6 и 7. Достигнув зоны оплавления кромок деталей, части стола останавливаются. При помощи механизма 15 перемещения нагревательные элементы 13 и 14 устанавливаются перпендикулярно упорным планкам 9 и 10, входя в контакт с кромками свариваемых деталей 24 и 25 (фиг. 1). По истечении времени оплавления нагревательные элементы 13 и 14 с помощью механизма 15 отводятся от кромок деталей 24 и 25 и снова включаются в работу силовые цилиндры 4 и 5. По мере приближения к зоне сварки сначала входят в контакт, поджимая пружины 11 и 12, упорные планки 9 и 10, а затем оплавленные кромки деталей 24 и 25, При дальнейшем движении состыкованные кромки деталей 24 и 25 упираются в балку 16. При этом с помощью сомкнутых упорных планок 9 и 10 и балки 16 осуществляется обжатие сварного соединения (фиг. 2). По мере охлаждения сварного шва силовые цилиндры 4 и 5 выключаются. Съем сваренных деталей с устройства осуществляется либо при поднятой балке 16, либо при опущенных (опускающихся) частях 2 и 3 стола, причем их холостой ход осуществляется сомопроизвольно под собственным «есом.
При оснащении устройства пружинами 11 и 12 разной жесткости стык упорных планок 9 и 10 по мере подъема частей стола к балке 16 смещается в сторону от зоны сварки (фиг. 3). При этом во время обжатия соединения на поверхности его усиления не остается дефекта в виде отпечатка стыка упорных планок 9 и 10.
В случае выполнения нагревательных
0 элементов 13 и 14 в виде лезвий остановка частей стола для оплавления кромок свариваемых деталей 24 и 25 осуществляется после прорезания последних нагревательными элементами 13 и 14 до упорных пла5 нок 9 и 10 (фиг. 4). Оплавление идет в этом случае без приложения давления оплавления перпендикулярно свариваемым поверх- ностям, так как плотный контакт свариваемых деталей 24 и 25 с нагреватель0 ными элементами 13 и 14 обеспечивается при врезании последних в термопласт. В результате при оплавлении не образуется избытка грата и при сварке формируется соединение с небольшим усилением, проч5 но сваренным с кромками деталей. Выполнение лезвий профилированными в направлении сварного шва обеспечивает при оплавлении развитую поверхность контакта с небольшим первичным гратом (фиг.5).
0
Формула изобретения 1. Устройство для контактной ст ыковой сварки термопластов, содержащее станину со смонтированным на ней столом, выпол5 ненным из двух установленных с зазором частей, привод относительного перемещения частей стола, держатель со смонтированным на нем нагревателем, выполненным из двух нагревательных элементов, связан0 ных с механизмом их перемещения, шово- форму1оа1ий элемент и прижимы свариваемых деталей, отличающееся тем, что, с целью улучшения условий эксплуатации и повышения надежности устройст5 ва в работе, части стола шарнирно закреплены на станине и снабжены установленными на их обращенных друг к другу свободных концах подпружиненными упорными планками, расположенными в плоско0 сти стола, и ограничителями поворота с пальцами для фиксации деталей, установленными на станине, причем нагревательные элементы смонтированы на держателе С возможностью поворота друг относитель5 но друга, S шовоформуюш,ий элемент выполнен в виде балки, установленной над упорными планками.
516080766
JL
fcj
Фаг. г
(риг.
11
(pus. 5
