(54) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки термопластичных материалов | 1982 |
|
SU1063614A1 |
| Устройство для контактной сварки термопластичных материалов | 1977 |
|
SU713691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153417C1 |
| Устройство для контактной сварки изделий из термопластичных материалов | 2017 |
|
RU2662269C1 |
| Устройство для контактной сварки термопластов | 1983 |
|
SU1337281A1 |
| Устройство для контактной сварки термопластов | 1984 |
|
SU1331658A1 |
| Устройство для сварки пористых полимерных материалов | 1985 |
|
SU1234208A1 |
| Устройство для сварки деталей из термопластов | 1985 |
|
SU1242399A1 |
| УСТАНОВКА ДЛЯ ТЕПЛОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2092315C1 |
| Устройство для сварки рукавов из термопластичных материалов | 1990 |
|
SU1729780A1 |

Изобретение относится к сварке пластмасс, а именно к устройствам для контактной сварки деталей из термопластичных материалов. Известно устройство для сварки термопластичных материалов, содержащее тележку с расположенным на ней столом для свариваемых материалов, нагреватель и нажимное приспособление flj. Недостаток устройства заключается в том, что оно не обеспечивает точную установку стола под нажимным приспособлением, что не позволяет сваривать на: нем мелкие деталв. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для контакт Н(Л, сварки деталей из термопластичных материалов, содержащее установленный на станине стол для свариваемых деталей, сварочные элементы, смонтированные на нагревателе, закрепленном на подвижной плите, и прижимы 2. Однако наличие подпружиненных прижимов, установленных на .НЕОгревателе, не позволяет надежно, изолировать нагреватель от прижимов, что вызьюает потерю работоспособности прижимов в связи с отпуском пружин сжатия, кроме того, при открытом нагревателе возможны случаи получения ожогов работающими на устройстве. Цель изобретения - повышение надежнЬсти работы устройства и улучшение условки эксплуатации. Указанная цель достигается тем, что устройство для контактной сварки деталей из термопластичных материалов, содержащее установленный на станине стол для свариваемых деталей, сварочные элементы, смонтированные нанагревателе, закрепленном на подвияснсЛ плите, и прижимы, снабжено закрепленным на подвижной плите кожухом со сквозными отверстиями, в которых установлены сварочные элементы, а прижимы закреплены на кожухе и выполнены в виде плоских пружин, {фичемкожух соединен с вентиляцией. Нагревагель закреплен на подвижной плите через гермоизолягор.
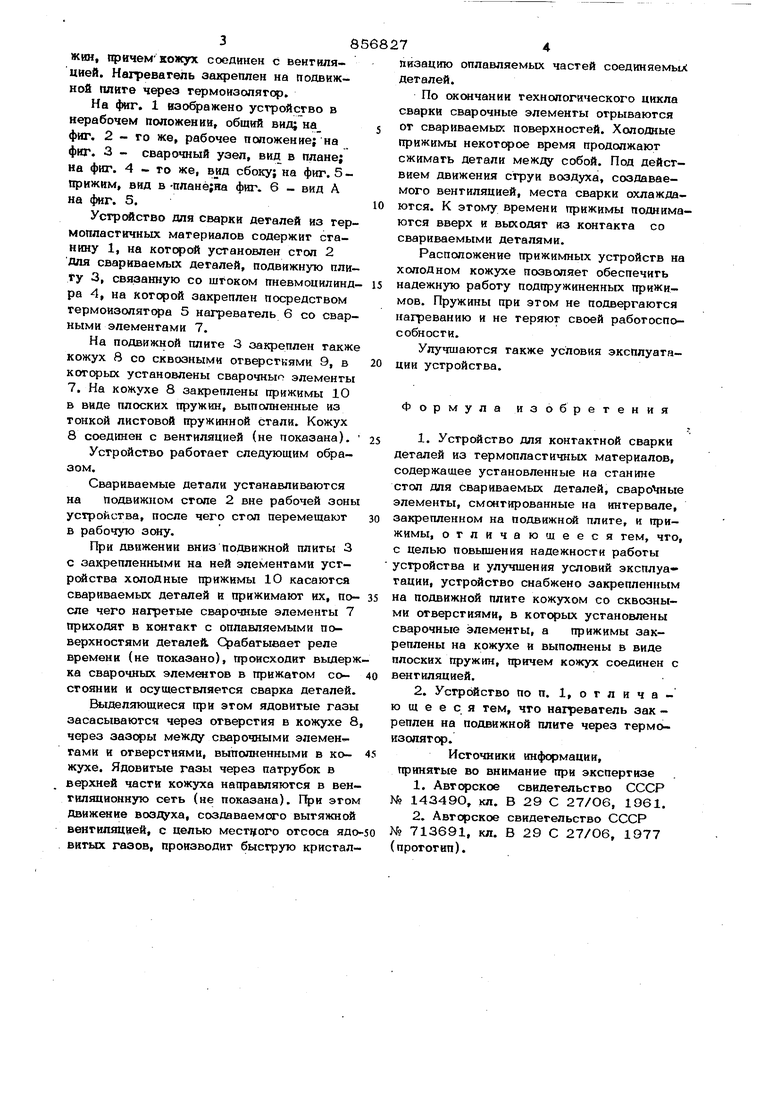
На фиг. 1 изображено усгройсгво в нерабочем положении, общий вид; на
фиг. 2-го же, рабочее положение; на фиг. 3 - сварочный узел, вид в плане; На фнг. 4-го же, сбоку; на фиг. 5 прижим, вид в планё;на фиг. 6 - вид А на фиг. 5.
Усгройсгво для сварки деталей из гермопласгичных магериалов содержиг сганину 1, на когорой усгановлен сгол 2 Для свариваемых дегалей, подвижную плиту 3, связанную со шГоком пневмоцилиндра 4, на когсрой закреплен посредством гермоизолягс за 5 нагреватель 6 со сварными элеменгами 7.
На подвижной плите 3 закреплен также кожух 8 со сквозными отверстиями 9, в которых установлены сварочный элементы 7. На кожухе 8 закреплены прижимы 10 в виде плоских пружин, выполненные из тонкой листовой пружинной стали. Кожух 8 соединен с вентиляцией (не показана).
Устройство работает следующим образом.
Свариваемые детали устанавливаются на подвижном стопе 2 вне рабочей зоны устройства, после чего стол перемещают в рабочую зшу.
При движении вниз подвижной плиты 3 с закрепленными на ней элементами устройства холодные прижимы Ю касаются свариваемых деталей и прижимают их, поеле чего нагретые сварочные элементы 7 приходят в контакт с оплавляемыми поверхностями деталей Срабатывает реле времени (не показано), происходит вьщержка сварочных элементов в прижатом состоянии и осуществляется сварка деталей. &,1Делающиеся при этом ядовитые газы засасываются через отверстия в кожухе 8 через зазоры между сварочными элементами и отверстиями, выполненными в кожухе. Ядовитые газы через патрубок в верхней части кожуха направляются в вентиляционную сеть (не показана). При этом движение воздуха, создаваемого вытяжной вентиляцией, с целью MecTi/coro отсоса ядо витых газов, производит быструю кристалпизацию оплавляемых частей соединяемых Деталей.
По окончании технологического цикла сварки сварочные элементы отрываются от свариваемых поверхностей. Холодные прижимы некоторое время продолжают сжимать детали между собой. Под действием движения струи воздуха, создаваемого вентиляцией, места сварки охлаждаются. К этому времени прижимы поднимаются вверх и вькодят из контакта со свариваемыми деталями.
Расположение прижимных устройств на холодном кожухе позволяет обеспечить надежную работу подпружиненных прижимов. Пружины при этом не подвергаются нагреванию и не теряют своей работоспособности.
Улучшаются также условия эксплуатации устройства.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
Вацвук.
fif ,,,
Ф«п.5
9 ид А
Фиг. 6
