(54) MAUIHHA ДЛЯ КОНТАКТНОЙ СТЬКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Устройство для удаления грата с лис-ТОВОгО МАТЕРиАлА | 1979 |
|
SU844180A1 |
| Устройство для удаления сварочного грата | 1982 |
|
SU1092019A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ НАГРЕТЫХ ЗАГОТОВОК | 2006 |
|
RU2321479C1 |
| Машина для контактной стыковой сварки полос | 1977 |
|
SU698738A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2001 |
|
RU2206436C2 |
1
Изобретение относится к области спецЗ, ализированного оборудования для контактной стыковой сварки и может быть использовано при сварке картеров блоков мощных дизелей.
Известна машина для контактной стыко вой CBapicH, содержащая смонтированные на станине подвижную колонну, состоящую из .двух стоек: и упорной плиты, неподвижную колонну с упорами, среднюю неподвижную стойку и нривод оплавления и осадки Cl . I Недостатком известной машины является то, что она не приспособлена снимать в горячем состоянии грат, образующийся на внутренней поверхности сек1ши в пронессе их оплавления и осадки. Грат снимается другими устройстваьш после сварки всего блока.
Целью изобретения является повышение производительности труда при изготовлении деталей путем снижения ко аичества опера ций при машинном удалеш1И грата с внутренних поверхностей стыка секций в горячем состоянии, когда т|: ебуются значительно меньше усилия для ег-о среза.
Это достигается тем, что предлагаемая |машинй снабжена резцовой головкой с ; для снятия грата с внутренних поверх- |Ностей свариваемой заготовки, установлен- 5 1НОЙ с возможностью вертикального перемв :ЩеШ1я по направляющим, смонтированнь1м на средней подвимсной стойке, при этом на упорной плите установлен дополгштельный; упор для подпоюа резцовой головш а на 10 неподвижной Колонне. - силовой гидроци . ;л.индр с плитой и упорами для продольного перемеше шя заготовки в процессе снятия Iграта.
; Для снятия грата с труднодоступных по 15 Ьерхностей, на резцовой головке пр мень- I 1шей мере два резца установленнышарнирн и щугеют приводы поворота.
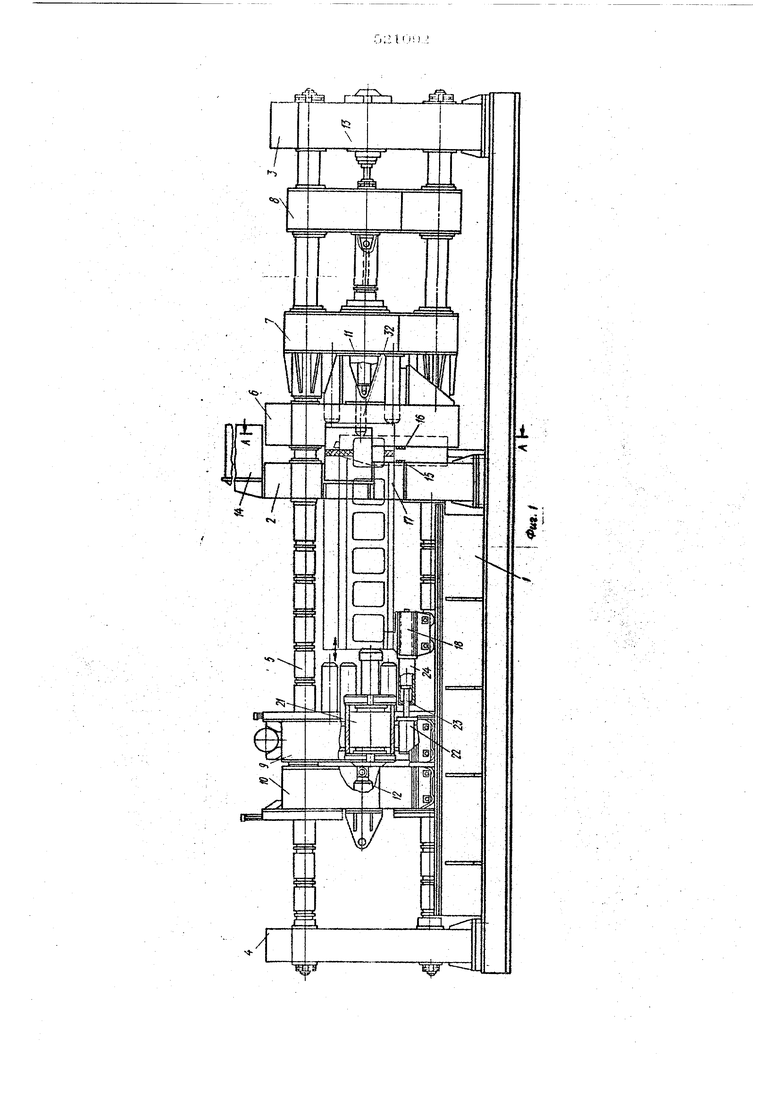
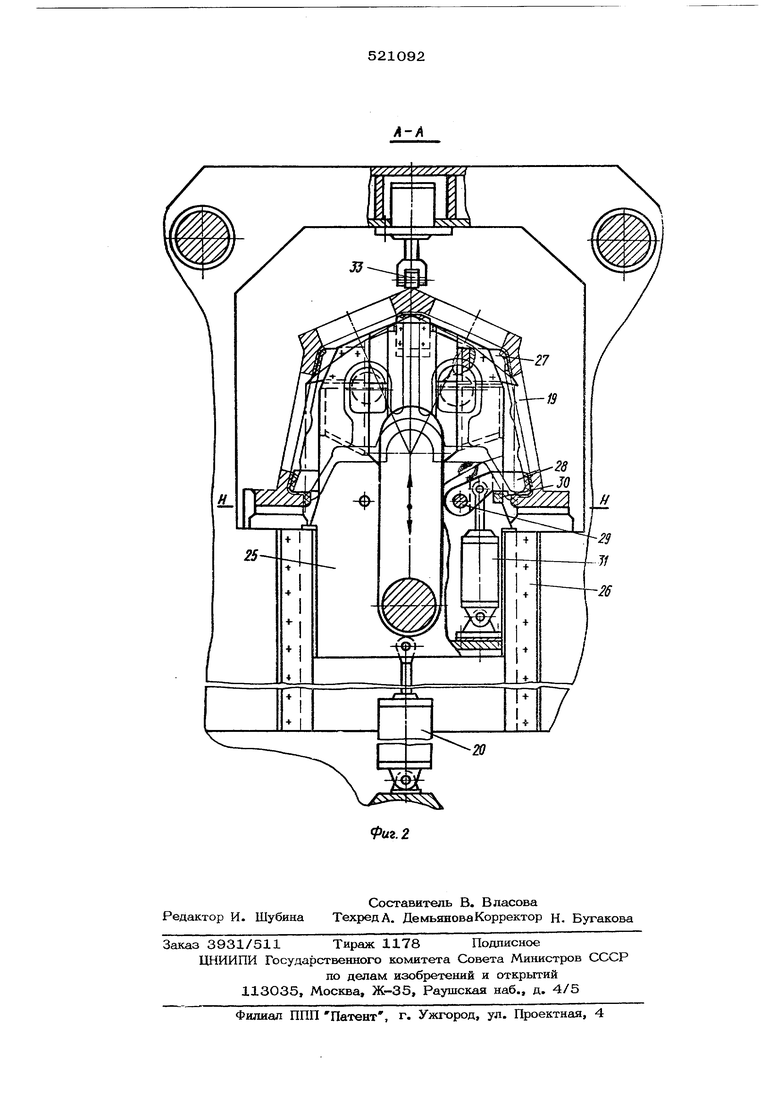
На фиг. 1 показана предлагаемая маши |на, общий вид; на фиг, 2 - то же, разрез
20пг, А -А.
Машина состоит из станины 1, иен-трап1|НОИ .неподвижной стойки 2, неподаимдаойпра-А. вой 3 и левой 4 стоек с жестко закреплен4. /чыми на них горизонтальными штангами 5, i
4I
21«есущими на себе подвижную стойку б, при-. ясим 7 и правые ограничители 8, а также прюхим 9 и левые ограничители 1О, вьшолаеыыые на роликах. Машина сюдержит также гидроприводы заталкивания 11, перешагивания 12, оплавления - осадки 13, свароч трансформаторы 14, установочные ле- 15 и правый 16 столы, со свариваемой заготовкой 17 и тележки 18, Кроме перечисленных узлов, обеспечивать юпшх стыковую сварку детали, машина содержит узлы, позволяюпше производить организованный процесс снятия грата. К ним относятся: резповая головка 19, гидропилиндр 2 О подъема резцовой головки, гидродшшндр 21 съема грата, гидроцилиндр 22телескопа. Телескоп состоит из штока 23и втулки 24. Резцовая головка состоит из корпуса 25, направляющих 26, трех лобовых резцов 27 и двух резцовых систем, в которые входят два резца, смонтированные на рычагах-суппортах 28, шарнир 29, упор ЗО и гидрошшиндры 31 управления резцами. Консольная часть резцовой головки опира ется на два жестких упора 32, вмонтирован ных в подвижную стойку 6. В центральную неподвижную 2 и подвижную 6 стойки вмонтированы вертикальные гидроцилипдры с роликами 33. Процесс саарки картеров и снятия грата осуществляется следующим образом. Перед сваркой, например, правый прижим 7 размещен вплотную с правым ограничителем 8, а тележка 18, левый прижим 9 и ограничитель 1О вплотную с центральной не подвижной стойкой 2. Первую сваренную заготовку 17 (секцию устанавливают краном на правый стол 16 и при помощи гидропривода заталкивания 11 подают на левый стол 15. Вторая заготовка устанавливается на пра вый стол и заталкивается до касания с первой заготовкой с доследующим проталкиванием их до упора левого прижима 9, а подвиж ная стойка 6 со второй заготовкой сразу же отводится назад на полный ход гидроприво- да оплавления-осадки 13. Через трансформагор 14 подается напряжение к заготовкам 17, а подвижная стойка 6 со второй заготов кой постепенно подводится к первой, остагыавливается с некоторым зазором и выдержкой. В этот момент происходит интенсивное эплавление металла и по достижению требуе- мой температуры срабатьгоает подвод гидрогфивода оплавления-осадки. Обе заготовки под действием приложенных усилий соединяются между собой, а избыток металла и его экислы вытесняются из зоны сварки с образ ванием сварочного грата. Температура шва а сварочного грата к моменту снятия грата примерно равна -НООО - 8ОО С. От когл&вды гидропривода оплавпенияносадки в момент сварки, срабатывает гвдроцшшндр 20 подъема резцовой головки, который вводит резцовую головку 19 внутрь формирующего картера. В свою очередь гвдроцшшндры 31 управления резцами выводят в рабочее положение суппорт 28 с резцами и резцовая головка готова к снятшо грата. От гидродилиндра 31 срабатывают одновременно гидродшшндр 21 гратосъема и гвдродипицдр 22 телескопа. Телескоп уменьшается на величину, несколько большую величины хода гидрО1Шлицдра 21 гратосъема, который воздействует на картер блока, своим штоком, посылая его на резцовую головку. Грат в горячем состоянии на своем пути встречает резцы, которые и срезают егхэ. В момент сдвига картера блока на резцовую головку подвижная стойка отводится на расстояние несколько большее хода цилиндрш среза грата при помощи гидропривода оплавления - осадки 13, а гидроцшшндры, на штоках которых закреплены ролики 33, прижимают с проскальзыванием заготовки 17 картера к плоскости НН. После среза грата штоки гидроцилиндров 21 в. 22 возврашаются в исходное положение, а гидроцшшндр оплавления - осадки 13 возврашает картер блока с тележкой 18 к прижиму 9j нижние резцы занимают нерабочее положение, головка вьшодится из кар)те- ра и занимает исходное положение; за счет гидропривода перешагивания 12 перемешает ся на шаг ограничитель 1О и фиксируется за штанги 5, а левый прижим 9 снимается и подтягивается вместе с картером и тележкой 18 вплотную к левому ограничителю. Цикл повторяется снова, Формула изобретения 1. Машина для контактной стыковой сварки преимущественно картеров блоков, содержащая смонтированнью на станине подвижную колонну, состоящую из двух стоек и упорной плиты, неподвижную колонну с упорами, среднюю неподважную стойку и привод оплавления и осадки, отличающаяся тем, что, с целью повьшхения производительности изготовления деталей, машина снабжена резцовой головкой с резцами для снятия грата с внутренних поверхностей свариваемой заготовки, установленной с возможностью вертикального перемещения по напр авляющим, смонтированным на средней подвижной стойке, при этом на упорной плите установлен долопнительный упор для подпора резцовой голов-
KB, a на веподвнжвсЯ - свловой гядроцшшндр с шштой я упорами для npouomf вого перемещения заготовки в процессе снятия грата.
Источники инфс мации, принятые во внимание при экспертизе:
