Изобретение относится к черной металлургии, в частности к способам легирования стали в вакуумных установках.
Цель изобретения состоит в повышении воспроизводимости усвоения микролегирующих активных элементов, снижении содержания азота, гарантированном получении заданной структуры твердого раствора, повьппении жаропрочных свойств, снижении леги- рованности стали дефицитными элемен- .тамй,.например молибденом.
Сущность изобретения состоит в том, что металл из плавильного агрегата выпускают в ковш и раскисляют алюминием для понижения содержания растворенного кислорода, а затем передают на порционную вакуумную установку. При достижении давления в камере 1900-3300 Па начинают вакууми- ровать металл, т.е. перемещать камеру порционного вакууматора в ве рхнее
вания металла пузырьками нейтрального газа.
Присадку микролегирующих элемен- . тов (циркония, РЗМ, бора) осуществля ют спустя 6-9 мин после начала ва- куумирования при остаточном давлении инертного газа 66,5-260 Па, Введение присадок на конечном этапе вакуумной
Q обработки необходимо для предварительного снижения содержания азота в металле менее 0.006%, а также для отмы- ва неметаллических включений на основе окиси алюминия. Уменьшение содер15 жания в металле азота и неметаллических включений позволяет снизить ко- . личество образующихся нитридов циркония и РЗМ, а также трудноудаляемых включений, образующихся за счет вос2Q становления алюминия редкоземельными металлами 1з неметаллических включений, т.е. увеличить долю присадок, идущую на легирование металла. Создание над расплавом нейтральной ати нижнее положение. Начало перемеши- 25мосферы с давлением 66,5-260 Па, навания вакуумной камеры при указанномРЯДУ с образованием защитной газомеразрежении позволяет обеспечить на- .таллической пены, позволяет практичехождение в вакуумной камере около 10%ски исключить взаимодействие кислорометалла, что необходимо для эффек-.
да атмосферы с присаживаемыми микро
тивной дегазации металла в минималь- 30 легирующими добавками. Присадка на
вое время. В процессе вакуумирования в патрубки вакуумной камеры вводят нейтральный газ плоскими струями с соотношением длины к ширине сечения, струи в месте ввода ее в металл в : пределах (16-19) : (0,3-0,5) и расходом инертного газа на фурме (0,46 - 0,49) V 10 -э MVr . мин.
Введение аргона плоскими струями с указанной фурмой и расходом обеспечивает большую поверхность раздела газ - металл за счет образования множества мелких пузырей. Это позволяет эффективно проводить удаление азота из раскисленного алюминием металла, создать газометаллическую пену на поверхности расплава, предохраняющую вводимые микролегирующие эле35
зеркало мет,алла элементов в соотношении цирконий : РЗМ : бор (1-330) : (10-70) ; (1:6) приводит к изменению состава, размера, формы и расположения неметаллических включений, способствует легированию твердого раствора, что приводит к превращению аустенита в бейнитной области, повышению эффекта дисперсионного тверде4Q ния. Кроме того, это приводит к умень шению размеров упрочняющей карбидной фазы - МС, размеров блоков и напряжений второго рода.
Молибден является одним из обяза g тельных элементов теплоустойчивых сталей, повышающих жаропрочные свойства длительно работающего металла благодаря тому, что он входит в тверgo, МС). Ввод микродыи раствор, вызывая значительное менты от контакта с кислородом возду- gQ его упрочнение. Кроме того, молибден, ха, непрерывно натекающего в вакуум- входя в карб1едные фазы, способствует ную камеру, а также дополнительно понизить содержание кислорода в газовой фазе над расплавом за счет сильного разбавления ее нейтральным газом. Введение нейтрального газа в металл также обеспечивает увеличение скорости растворения микролегирующих добавок за счет активного перемеши55
их измельчению ( добавок позволит уменьшить его содержание, например в хромомолибдено-. ванадиевой стали, с 0,25-0,35 до 0,10-0,14%.
Введение циркония, РЗМ и бора в соотношении (1-300) ; (10-70) : (1-6) необходимо, чтобы с и; , помощью убвания металла пузырьками нейтрального газа.
Присадку микролегирующих элемен- тов (циркония, РЗМ, бора) осуществляют спустя 6-9 мин после начала ва- куумирования при остаточном давлении инертного газа 66,5-260 Па, Введение присадок на конечном этапе вакуумной
обработки необходимо для предварительного снижения содержания азота в металле менее 0.006%, а также для отмы- ва неметаллических включений на основе окиси алюминия. Уменьшение содержания в металле азота и неметаллических включений позволяет снизить ко- личество образующихся нитридов циркония и РЗМ, а также трудноудаляемых включений, образующихся за счет восстановления алюминия редкоземельными металлами 1з неметаллических включений, т.е. увеличить долю присадок, идущую на легирование металла. Создание над расплавом нейтральной атда атмосферы с присаживаемыми микро
зеркало мет,алла элементов в соотношении цирконий : РЗМ : бор (1-330) : (10-70) ; (1:6) приводит к изменению состава, размера, формы и расположения неметаллических включений, способствует легированию твердого раствора, что приводит к превращению аустенита в бейнитной области, повышению эффекта дисперсионного твердения. Кроме того, это приводит к уменьшению размеров упрочняющей карбидной фазы - МС, размеров блоков и напряжений второго рода.
Молибден является одним из обязательных элементов теплоустойчивых талей, повышающих жаропрочные свойства длительно работающего металла благодаря тому, что он входит в тверgo, МС). Ввод микродыи раствор, вызывая значительное gQ его упрочнение. Кроме того, молибден, входя в карб1едные фазы, способствует
55
их измельчению ( добавок позволит уменьшить его содержание, например в хромомолибдено-. ванадиевой стали, с 0,25-0,35 до 0,10-0,14%.
Введение циркония, РЗМ и бора в соотношении (1-300) ; (10-70) : (1-6) необходимо, чтобы с и; , помощью убрать оставшийся кислород и провести десульфурацию и при этом всеми тремя добавками м}1кролегировать металл.
Начало вакуумирования (качание вакуумной камеры) предусматривается при разрежении 1900-3300 Па. Уменьшение указанного предела вызовет увеличение времени вакуумирования и связанного с этим перерасхода энер гоносителей. Увеличение давления выше 3300 Па при начале вакуумирования также увеличит время вакуумирования за счет снижения константы скорости дегазации металла, а также уменьше- ние забираемой порции металла.
Введение нейтрального газа плоской струей при увеличении отношения длины к ширине сечения струи в месте ввода ее в металл более - чем 19:0,5 вызовет уменьшение скорости струи вводимого газа. Тем самым уменьшится длина вводимой газовой струи и увеличится размыв футеровки надфурменной зоны. Уменьшение данно- го соотношения менее 16:0,3 вызовет значительное увеличение скорости струи и тем самым зона разрушения газовой струи опасно приблизится к противоположной (от фурмы) стенке патрубка вакууматора и также вызовет дополнительньм размыв футеровки.
Увеличение расхода инертного га- . за при сохранении предлагаемого соотношения длины к ширине плоского
сечения струи, с одной стороны, также вызовет дополнительный размыв противоположной стенки футеровки патрубка, а с другой, - увеличит остаточное давление в вакуумной камере и тем самым снизит скорость дегазации металла. Последнее объясняется тем, что ступень пароэжекторного насоса, создаюш;ая минимальное разрежение, рассчитана на небольшое количество откачиваемых газов и при увеличении их количества (нейтральный газ и натекающий воздух) больше расчетного предела автоматически отключается создающая минимальное разрежение ступень и в работе находятся более производительные, но не обеспечивающие .низкого остаточного давления в вакуумной камере ступени насоса.
Введение в первую очередь РЗМ вместо циркония вызовет образование большого количества кислородных включений РЗМ, которые плохо удаляются из металла, а также ухудшение десуль5
0 5 о
5
0 5 g
5
фурации металла. Введение в первую очередь бора также приведет к взаимодействию бора с кислородом, растворенном в металле, и тем самым его влияние на структуру металла будет сведено к минимуму.
Предлагаемые соотношения определяются составом стали и требуемыми свойствами. Введение циркония менее 1, РЗМ менее 10, бора менее 6 приводит к неравномерному распределению структурных составляющих и карбидных фаз, что снижает длительную прочность стали,
При цирконии более 300, РЗМ более 70 образуются неравномерные скопления неметаллических включений,при боре более 6 - на границах зерен наблюдается борйдная звтектика. Скопления неметаллических включений циркония и РЗМ и наличие боридной эвтектики резко ухудшает длительную прочность и технологическую пластичность стали.
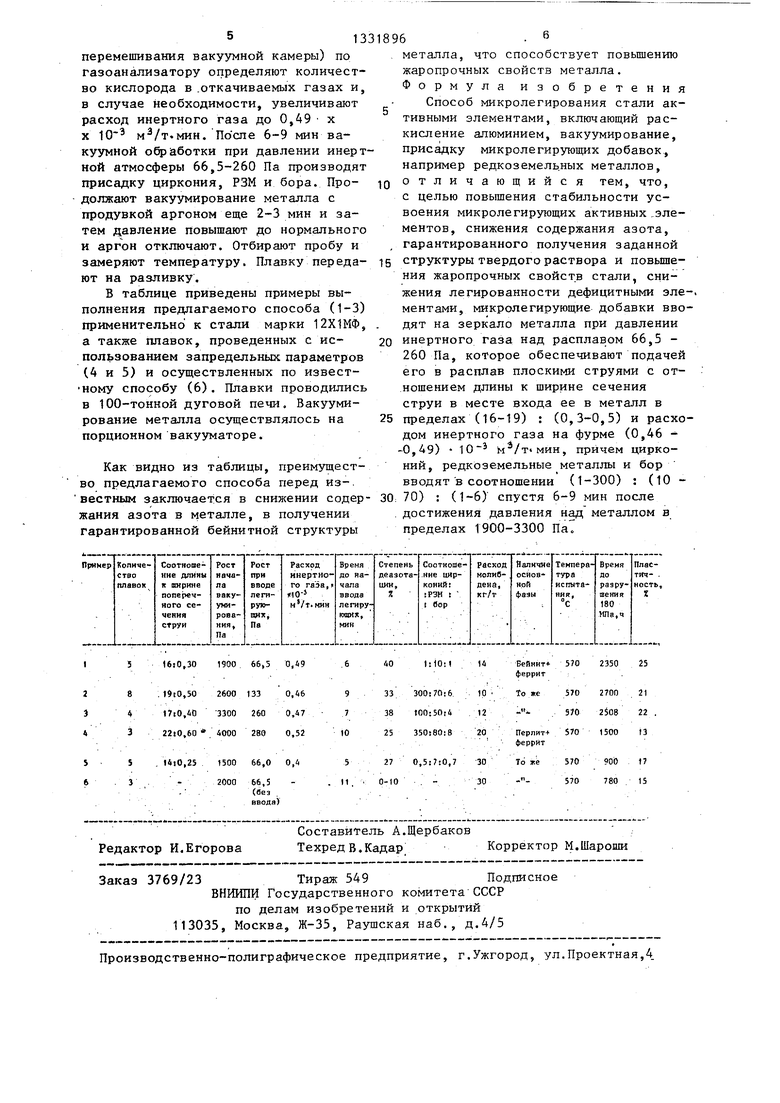
Оптимальность предлагаемых параметров доказана в таблице.
Предлагаемый способ осуществляется следуюш 1м образом.
Сталь марки 12Х1МФ выплавляют в 100-тонной дуговой печи. После расплавления и окисления углерода и фосфора и скачивания окислительного шлака в металл, содержащий молебден, присаживают феррохром, ферросили- ций, ферромарганец и шлакообразую- щие (известь и плавиковый шпат) в соотношении (5-4) : 1. После проплавяе- ния шлакообразующих их раскисляют порошками кокса и алюминия. При металл выпускают из печи в ковш, отбирают пробу на алюминий и азот и подают к порционному вакуума- тору. Начинают подачу аргона до опускания патрубка вакууыатора в металл. Газ подают плоской струей с расходом 0,46-10 . Мин через фурму, обеспечивающую отношение длины к ширине сечения струи в месте ввода в металл в пределах (16-19) : (0,3-0,5). Фурма расположена в нижней части патрубка вакууматора. Патрубок опускают в металл и отключают насос. После достижения разрежения 1900-3300 Па начинают перемещение (качание) вакуумной камеры. В процессе вакуумирования. давление в вакуумной камере уменьшается до 66,5-260 Па. Спустя 3-4 мин после начала вакуумирования (первого
перемешивания вакуумной камеры) по газоанализатору определяют количество кислорода в .откачиваемых газах и, в случае необходимости, увеличивают расход инертного газа до 0,49 х X 10 .мин. По спе 6-9 мин вакуумной обработки при давлении инертной атмосферы 66,5-260 Па производят присадку циркония, РЗМ и бора. Продолжают вакуумирование металла с продувкой аргоном еще 2-3 мин и затем давление повышают до нормального и аргон отключают. Отбирают пробу и замеряют температуру. Плавку передают на разливку.
В таблице приведены примеры выполнения предлагаемого способа (1-3) применительно к стали марки 12Х1МФ, а также плавок, проведенных с использованием запредельных параметров (4 и 5) и осзпцествленных по извест- ному способу (6). Плавки проводились в 100-тонной дуговой печи. Вакуумирование металла осуществлялось на порционном вакууматоре.
Как видно из таблицы, преимущесто предлагаемого способа перед из-. естным заключается в снижении содерания азота в металле, в получении гарантированной бейнитной структуры
Редактор И.Егорова
Составитель А.Щербаков Техред В.Кадар
Заказ 3769/23Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4.
металла, что способствует повьшению жаропрочных свойств металла. Формула изобретения Способ микролегирования стали активными элементами, включающий раскисление алюминием, вакуумирование, присадку микролегирующих добавок, например редкоземельных металлов, отличающийся тем, что.
с целью повышения стабильности усвоения микролегирующих активных эле- ментов, снижения содержания азота, гарантированного получения заданной
структуры твердого раствора и повьш1е- ния жаропрочных свойств стали, снижения легированности дефицитными элементами, микролегирующие добавки вводят на зеркало металла при давлении
инертного газа над расплавом 66,5 - 260 Па, которое обеспечивают подачей его в расплав плоскими струями с отношением длины к ширине сечения струи в месте входа ее в металл в
пределах (16-19) : (0,3-0,5) и расходом инертного газа на фурме (0,46 - 0,49) 10 м /т«мин, причем цирконий, редкоземельные металлы и бор вводят в соотношении (1-300) : (10 70) : (1-6) спустя 6-9 мин после достижения давления над металлом в пределах 1900-3300 Па7
Корректор М.Шароши
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| Способ порционного вакуумирования стали | 1983 |
|
SU1135773A1 |
| Способ непрерывной разливки стали через секционный промежуточный ковш | 1990 |
|
SU1717279A1 |
| ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ КОНСТРУКЦИЙ ВЫСОКОТЕМПЕРАТУРНЫХ УСТАНОВОК | 2008 |
|
RU2385360C1 |
| Способ производства нержавеющей стали | 1976 |
|
SU594181A1 |
| СПОСОБ МИКРОЛЕГИРОВАНИЯ И МОДИФИЦИРОВАНИЯ СТАЛИ | 2002 |
|
RU2223332C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ | 2011 |
|
RU2481416C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ С ОСОБО НИЗКИМ СОДЕРЖАНИЕМ УГЛЕРОДА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2031755C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2021077C1 |
| Способ производства огнестойкой стали | 2023 |
|
RU2807799C1 |
Изобретение относится к черной металлургии, конкретнее к способам плавки в вакуумных- печах. Целью изобретения является повьппение стабильности усвоения микролёгирующих активных, элементов, снижение содержания азота, гарантированное получение заданной структуры твердого раствора, повьшение жаропрочных свойств стали, снижение легированности дефицитными элементами, например молибденом. Способ включает расплавление металла, его раскисление и вне- - дение микролегирующих добавок при давлении 66,5-260 Па, Инертный газ вводят плоскими струями с отношением длины к ширине сечения (16-19):