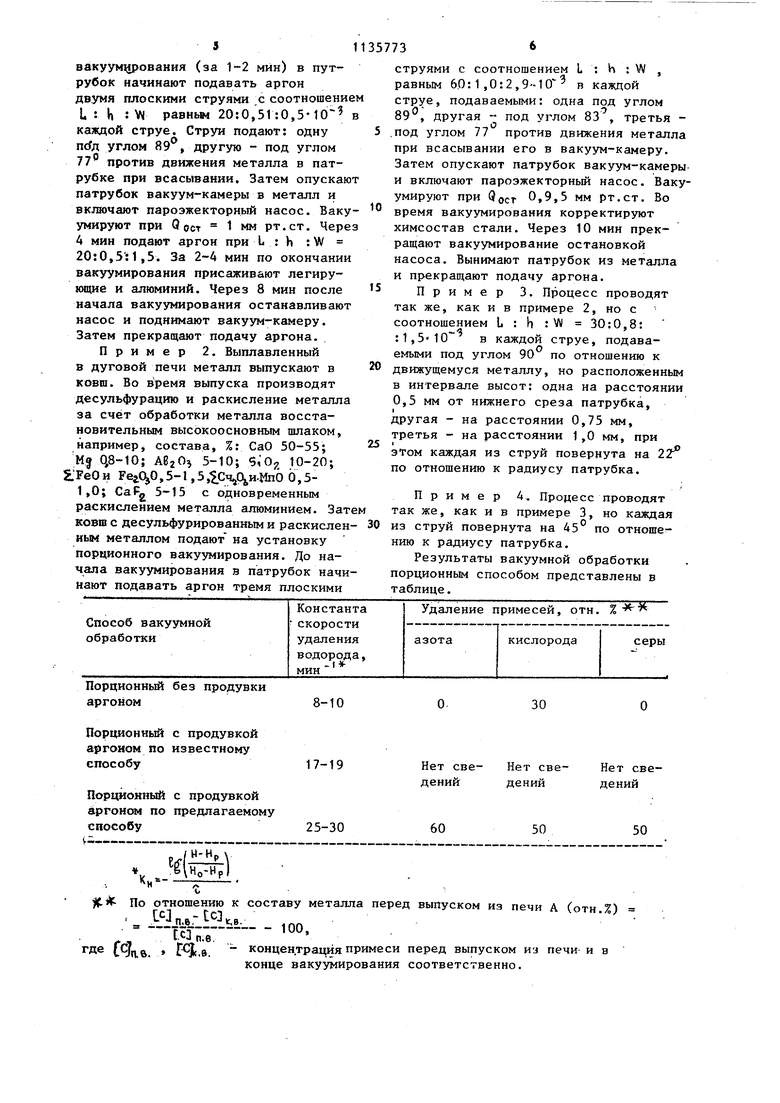
Изобретение относится к черной металл ргии, конкретно к обработке жидкой стали вакуумом и инертным газом. Известен способ обработки жидкой вакуумом и нейтральным газом при порционном вакуумировании, при котором аргон подают через огнеупор ную пористую фурму, установленную в днище ковюа соосно под патрубком вакуум-камеры так, чтобы при .своем подъеме инертшдй газ попадал в патрубок. С аовременно производится продувка металла в ковше через таку же фурму, расположенную в стороне о вертикальной оси патрубка tj. Известен также способ обработки жидкой стали вакуумом и нейтральньм газом при порционном вакуумировании при котором аргон или его смесь с кислородом подают в металл через отверстие, расположенное в днище вакуум-камеры zj. Недостатком этих способов является низкая эффективность использов ния аргона при бакуумировании. В пе вом случае - за счет неполного попа дания аргона в вакуум-камеру и недостаточного увеличения поверхност раздела металл-газ при слиянии пузыре во время подъема в ковше, во втором за счет малой глубины продувки мета ла при вводе его через отверстие в днище. Наиболее близким по технической сущности и достигаемому результату изобретению является способ порцион ного вакуучтропанкя металла, включа ющий продувку его нейтральным газом вводимым в патрубок вакуум-камеры П струями ( П « 1,2,3,4) через равные интервалы по диаметру п трубка З . Недостатком известного способа является высокий, расход аргона при относительно невысоком увеличении эффективности дегазации от водорода При этом не решаются вопросы деазотации, десульфурации и удаления неметаллических включений. Цель изобретения - повьшение производительности установки, сниже ние содержания водорода, а также эффективная реализация процессов деазотации, десульфурации и у;цалени неметаллических включений при порци онном вакуумировании металла. Поставленная цель достигается тем, что согласно способу порционного вакуумирования стали, включающему продувку его нейтральным газом, вводимым в патрубок вакуум-камеры h струями (и 1,2,3,4) через равные интервалы по диаметру патрубка, инертный газ вводят плоскими струями с соотношением длины к высоте поперечного сечения плоской струи в месте входа ее в металл в пределах (20-60):(0,51-1,0) при расходе аргона 0,510 -2, мз/т.мин. Плоские струи аргона вводят под углом 77-89 против движения металла, при этом углы наклона плоских струй отличаются друг от друга на ,Л величину Аргон подают на расстоянии 0,51,0 диаметра D, от нижнего среза патрубка вакуум-камеры. Плоские струи аргона вводят на разной высоте через равные интервалы размером 0,51)„ (i-1) равномерно по ортогональной проекции диакэтра патрубка через каждые градусов Плоские струи аргона подают перпендикулярно по отношению к движению металла в патрубке под углом 22-45 к радиусу патрубка. Известно, что удаление из металла растворенных газов хорошо описьтается кинематическим уравнением первого порядка С . F Се, 2-;г о -J гя где е, Сд текущая и начальная концентрации газа; /v удельная поверхность раздела фаз металл-газ. Продувка аргоном плоской струей в приведенном режиме приводит к созданию скоростной струи, дробящейся в объеме металла на множество мелких пузырьков, увеличивая по много крат значение и тем самым скорость и эффективность дегазации. Кроме того, в околоструйном пространстве происходит разгон металла. Наличие градиента скоростей в объёме металла приводит к образованию зон пониженного давления с выделением в них пузырьков растворенного газа, т.е. происходит так назьгеаемое явление газовой кавитации, которая, как известно, возникает при определенно отношении 96 (обычно 0,3-1 ,0); где о , - плотность и скорость расплава; Др - разность меяоду общим и парциальным давлением газа в данной точке. Таким образом, наряду с пузырьками аргона в объеме металла поднимающегося в вакуум-камеру, дополнительно возникают и находятся пузырь вьщеляющегося газа (водорода, азота Эти пузырьки термодинамически неустойчивые при атмосферном давлении, в условиях пониженного давления, особенно в вакуум-камере, энергично растут, увеличивая еще больше эффек рафинирования металла. Верхние значения отношения выбра из условий недопущения выбросов металла в вакуум-провод установки, нижние - из условий получения дополнительного при продувке аргоном эффекта от возникновения газовой кави ции.д Введение аргона под углом 77-89 против движения металла увеличивает время контакта металл-газ и, следов тельно, его рафинирующий эффект. Пр вводе аргона в нескольких местах, н ример в трех, струи его направляются под разными углами против движения металла при всасывании в вакуум-каме ру: одна под углом 89, другая под углом 83, третья - под углом 77 . Это позволяет ввести аргон в больший объем металла в единицу вре:мени, не допуская нежелательного |явления слияния отдельных более мелких пузырьков аргона в крупные, и згвеличивает значение удельной поверх аности Р/V,,,. и рафинирующий эффект. При движении металла из вакуум-ка меры в ковш струи, направленные в ту же сторону, позволяют производить лучшее перемешивание металла в ковше и поднимаясь в нем, лучше отмывают оставшиеся неметаллические включения ;ВхоД аргона на расстоянии 0,5 диаметра от нижнего среза патрубка позволяет осуществлять продувку В течекие всего срока службы вакууматора, так как нижний конец его всегда силь но изнашивается, к длина патрубка уменьшается. Ввод аргона на расстоянии, больше чем 1,0 диаметр от нижнего среза, сильно уменьшает эффект рафинирования за счет снижений пребывания пузырьков газа в металле. Ввод аргона под углом 90° по отношению к движению металла в патрубке, но с разворотом угла ввода струй на 22-45 по отношению к радиусу патрубка, позволяет получить дополнительное вращательное движение металла. Время нахождения пузырьков аргона в металле увеличивается, что повьппает эффект рафинирования. Кроме того, вращательное движение жидкости при переливе металла из ковша в вакуум-камеру и обратно повьш1ает эффект перемешивания всей массы металла в ковше и вакуум-камере. Это также . повышает эффективность. Уменьшение угла ниже 22 не эффективно с точки зрения придания вращательного движения металлу, увеличение сверх 45 нежелательно, так как увеличивается износ футеровки. Продувка аргоном в вакууме по указанному способу создает возможность удаления серы из металла во время выпуска за счет обработки раскисленного металла восстановительным известковым шлаком. В этом случае кинетика раскисленного металла, необходимая для эффективной дегазации в вакууме, обеспечивается вводом аргона в патрубок по описанному способу. Кроме водорода удаляется азот, так как сочетание высокого значения удельной поверхности раздела F/Vmg с низким содержанием поверхностно-активных примесей серы и кислорода устраняет препятствия для удаления азота, имеющие место при порционном вакуумировании. Хорошая раскисленность металла и возможность десульфурации в сочетании с перемешиванием металла мелкими пузырьками, хорошо очищающими его от кислородных неметаллических включений в еще жидкой стали, позволяют получать чистую по всем видам включений сталь. Пример 1. Выплавленный в уговой печи металл, например, состава, %: С 0,40; 5 0,15; МпО,20; Сг 10, не раскисляя алюминием выпускают в ковш вместе со шлаком. Ковш с металлом подают на установку порионного вакуумирования. До начала 5 вакуумщ)ования (за 1-2 мин) в путрубок начинают подавать аргон двумя плоскими струями ,с соотношени Ц : Ь : V равньм 20:0,51:0,5-10 каждой струе. Струи подают: одну пс/д углом 89 , другую - под углом 7 против движения металла в патрубке при всасывании. Затем опускаю патрубок вакуум-камеры в металл и включают пароэжекторный насос. Ваку умируют при Q ост - 1 мм рт.ст. Чере 4 мин подают аргон при L : h :W 20:0,5: 1,5. За 2-4 мин по окончании вакуумирования присаживают легирующие и алюминий. Через 8 мин после начала вакуумирования останавливают насос и поднимают вакуум-камеру. Затем прекращают подачу аргона. Пример 2. Выплавленный в дуговой печи металл выпускают в ковш. Во время выпуска производят десульфурацию и раскисление металла за счёт обработки металла восстановительным высокоосновным шлаком, например, состава, %: СаО 50-55; MJ QS-IO; АбаО 5-10; iO 10-20; 2.FeO и ,5-1,5 ,Сч401 и.Цп6 0,51,0; CaPg 5-15 с одновременным раскислением металла алюминием. Зат ковш с десульфурированным и раскислен ным металлом подают на установку порционного вакуумирования. До начала вакуумирования в патрубок начи нают подавать аргон тремя плоскими 73 струями с соотношением L : h : W , равным 60:1,0:2,9-10 в каящой струе, подаваемыми: одна под углом 89, другая под углом 83 , третья под углом 77 против движения металла при всасывании его в вакуум-камеру. Затем опускают патрубок вакуум-камеры и включают пароэжекторный насос. Вакуумируют при QOCT 9,5 мм рт.ст. Во время вакуумиронания корректируют химсостав стали. Через 10 мин прекращают вакуумирование остановкой насоса. Вынимают патрубок из металла и прекращают подачу аргона. Пример 3. Процесс проводят так же, как и в примере 2, но с соотношением L:li:W 30:0,8: :1,5-10 в каждой струе, подаваемыми под углом 90 по отношению к движущемуся металлу, но расположенным в интервале высот: одна на расстоянии 0,5 мм от нижнего среза патрубка, другая - на расстоянии 0,75 мм, третья - на расстоянии 1,0 мм, при этом каждая из струй повернута на 22 по отношению к радиусу патрубка. Пример 4. Процесс проводят так же, как и в примере 3, но каждая из струй повернута на 45° по отношению к радиусу патрубка. Результаты вакуумной обработки порционным способом представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ микролегирования стали активными элементами | 1986 |
|
SU1331896A1 |
| СПОСОБ ЦИРКУЛЯЦИОННОГО ВАКУУМИРОВАНИЯ СТАЛИ | 2010 |
|
RU2441924C1 |
| Способ порционного вакуумирования жидкого металла | 1982 |
|
SU1024511A2 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЖИДКОЙ СТАЛИ | 2012 |
|
RU2495138C1 |
| Способ порционного вакуумирования подшипниковой стали | 1990 |
|
SU1812220A1 |
| Способ производства нержавеющей стали | 1976 |
|
SU594181A1 |
| Способ порционного вакуумирования жидкого металла | 1982 |
|
SU1027234A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКОВОЙ СТАЛИ | 2001 |
|
RU2200198C2 |
| Способ производства хромистой подшипниковой стали | 1976 |
|
SU652223A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДШИПНИКОВОЙ СТАЛИ | 1995 |
|
RU2095429C1 |
1. СПОСОБ ПОРЦИОННОГО ВАКУУМИРОВАНИЯ СТАЛИ, включающий продувку его нейтральньи газом, вводимым в патрубок вакуум-камеры Ц струями (и 1,2,3,4) через равные интервалы по диаметру патрубка, отличающийся тем, что, с целью повышения производительности установки, снижения содержания водорода, а также эффективной реализации процессов деазотации, десульфура ции и удаления неметаллических включений при порционном вакуумировании металла, инертный газ вводят плоскими струями с соотношением длины к высоте поперечного сечения плоской струи в месте входа ее в металл в пределах 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Черные металлы | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
