Изобретение относится к текстильно-отделочному оборудованию, а именно к отделочным формам, на которых осуществляется обработка чулочных изделий натурального, искусственного и синтетического сырья и их различны
сочетаний
Целью изобретения является упрощение конструкции и повышение коррозионной стойкости.
На фиг.1 изображена форма для чулочно-носочных изделий; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1.
Устройство содержит форму, выполненную в виде плоской металлической пластины 1, в качестве металла дня которой используют коррозионно-стойкий алюминиевый сплав средней прочности, нагартованный или полунагар- тованный,преимущественно марки АМг- ЗП. Пластина имеет покрытие, которое выполнено пленочным из эластичного фторлонсодержащего материала толщиной 10-45 мкм, при этом покрытие наносят по всей поверхности формы. Форма имеет скос по кромке с (фиг,1).
Форма для отделки чулок с кругло- чулочных автоматов имеет канавку (фиг.2, вид А) для расположения Шва следа данной от точки мыска к до средней точки пятки а,
Форма для отделки котонных чулок имеет также канавку () для расположения долевого шва
Тонкослойное фторлонсодержащее покрытие может быть получено,, например, по предварительно шлифованным и оксидированным формам из фтор- лоновой суспензии методами окрасочной технологии с последующим высокотемпературным отверждением покрытия при 275-285 С или из композиции, содержа1цей водорастворимое эпоксидное связующее и суспензию фторлона, методом электрофоретического осаждения покрытия с последуюшлм отверждением его при 180-200 с.
Тонкослойные 10-45 мкм фторлон- |содержа1цие покрытия обеспечивают повьш1ение коррозионной стойкости алюминиевых сплавов типа АМг против локальной коррозии в водных растворах, содержащих ионы С и Си, а также при периодическом воздействии красильных растворов, эти ионы, в условиях крашения чулочных изделии при повьшгенных темпе- ратурах и давлении.
Алюминиевые сплавы типа АМг обла-, дают высокой коррозионной стойкостью в нейтральных растворах. Однако создаваемая струйным воздействием красильных растворов гетерогенность по- верхйости в отдельных точках, контактное осаждение на поверхности ионов меди, налипание красителя вызывают возникновение локальных разрушений из-за щелевого эффекта, усиленного свободным доступом делоляризатора - кислорода и, наконец, существенно ужесточающая условия цикличность ведения процесса, а именно чередование крашения и сушки, приводит к концентрированию растворов и
повьш1ению солесодержания (Ct - ионов) на поверхности форм в момент высыхания.
Все эти факторы не оказывают влияния на поверхность алюминиевого
сплава с тонкослойным фторлонсодер- жащим покрытием или, наоборот, оказываются благоприятными для тонкослойного покрытия. Осаждение ионов меди и налипание красителя не пррисходит, В условиях циклического (1 раз в 20 мин) и кратковременного ( 5 мин)воздействий красительных растворов пленка не успевает набухать, задерживая проникновение агрессивных ионов Си и Ct, а следующий затем режим горячей сушки способствует быстрому высьгханию, залечиванию пор и укреплению адгезии тонкого эластичного ненапряженного покрытия, работающего монолитно с металлом. На этом основан эффект долговременной защиты форм тонкослойным фторлонсодержащим покрытием о.
Таким образом, толщина фторлонсодержащего покрытия в пределах 10- 45 мкм является оптимальной, так как свойства покрытия указанной толщины в наибольшей степени отвечают услоВИЯМ эксплуатации чулочных форм и обеспечивают надежную защиту .алюминие- вог о сплава от локальной язвенной коррозии при минимальном расходе дефицитного фторлона, покрытия больших
толщин (45-65 мкм) не вьщерживают резких циклических перепадов температуры {от 20 до , имеющих место при эксплуатации форм эксперимен- установлено, что такие покрытия отслаиваются}, однослойные покрытия толщиной 10-45 мкм могут быть получены методом электрофоретического осаждения, обеспечивающим повышенное качество покрытий, а именно однород- ность по толщине, равномерный прокрас острых кромок и пазов, повьщ1енная адгезия, гладкость, отсутствие наплывов
Изготавливают два варианта форм с фторлонсодержащим покрытиемо
Первый варианта Формы из алюминиевого сплава АМг-ЗП, щлифованные с шероховатостью поверхности 1,0- 1,5 мкм подвергают травлению в раствор щелочи с последующим осветлением в растворе азотной кислоты, затем проводят хроматное фосфатирование На подготовленные формы наносят окунанием суспензию фторлона марки ФЗ-СК с последующим отверждением покрытия при 285°С в течение 1,5 ч, при этом получают однослойное покрытие толщиной 15 мкм, которое наносят на три формы, и двухслойное толщиной v 30 мкм, которое наносят на одну форму.
Второй вариант. На две формы, подготовленные под покрытие, как ив первом варианте, наносят фторлонсо- держащее покрытие методом катодного электроосаждения в ванне из водорастворимого эпоксиуретанового пленкооб- разователя и суспензии фторлона Ф-4Д в соотношении 1:2,5 при напряжении на ванне 110-120 В, плотности тока до 50 А/м(время нанесения 1,5 мин), покрытие отверждают при в течение 1 чо При этом получают покры- тие толщиной 20 мкм.
Проводят испытания опытных форм из алюминиевого- коррозионно-стойкого
сплава с тонкослойным в пределах 15- 30 мкм фторлонсодержащим покрытием в условиях работы агрегатов УКФ-72. За период испытаний какого-либо изменения состояния поверхности форм с покрытием не обнаруживают.
1
В процессе испытаний выявляют отсутствие налипания красителя на формы и образования трудноудаляемых налетов, что позволяет проводить попеременно окраску чулочных изделий в темные и светлые тона на одних и тех же формах, при этом улучшается качество окраски
Важным преимуществом форм с фторлонсодержащим покрытием является также то, что на них существенно облегчается съем и надевание чулочных изделий, что открывает возможность перехода с ручного на автоматизированный съем изделий
Формула изобретения
Форма для чулочно-носочных изделий отделочного производства, выполненная в виде плоской металлической пластины, имеющей покрытие из синтетического фторполимерного материала, отличающая ся тем, что, с целью упрощения конструкции и повьшения коррозионной стойкости, в качестве металла для фррмы используют алюминиевый сплав средней прочности, нагартованный или полунагар- тованный, преимущественно марки АМг-ЗП, а покрытие выполнено пленочным из эластичного фторлонсодержа- щего материала толщиной от 10 до 45 мкм, при этом покрытие наносят по всей поверхности формы.
фуг./
вид А
Канавка шВа следа
CMC промни с
Фс/г.2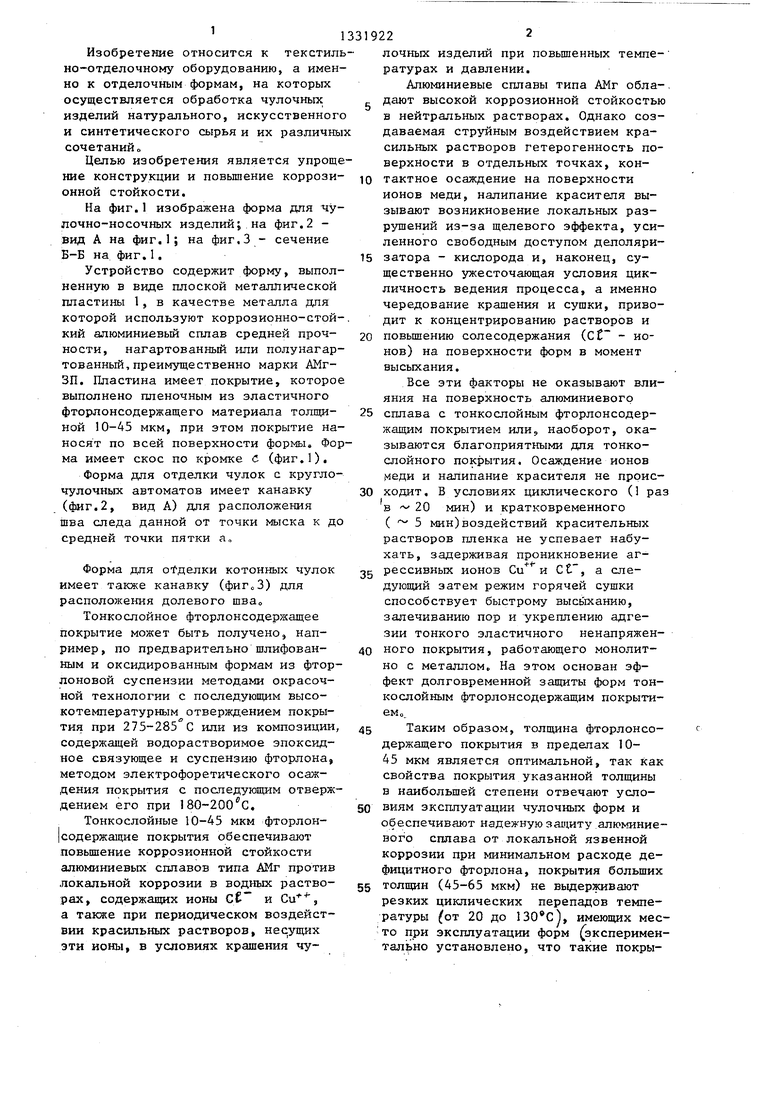
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для отделки нитей и пряжи | 1988 |
|
SU1601060A1 |
| Способ получения стеклоэмалевого покрытия на алюминиево-магниевых сплавах | 1980 |
|
SU889744A1 |
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ПОД ПАЙКУ | 2013 |
|
RU2569858C2 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ СПЛАВОВ АЛЮМИНИЯ | 2013 |
|
RU2528285C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАГАЗИНА ДЛЯ ПАТРОНОВ | 2012 |
|
RU2487964C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2566232C1 |
| Способ подготовки алюминиевых сплавов перед серебрением | 1980 |
|
SU931815A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ АЛЮМИНИЯ ОТ КОРРОЗИИ | 2013 |
|
RU2522874C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2363755C2 |
Изобретение относится к текстильно-отделочному оборудованию. Форма .выполнена : в виде плоской пластины. В качестве металла для пластины используют алюминиевый сплав средней прочности, нагартованный или полунагартованный марки АМг-ЗП. По всей поверхности пластины наносят покрытие, выполненное в виде пленки из эластичного фторлонсодержаще- го материала. Толщина покрытия 10- 45 мкм. 3 ил.
Канавка для долевого
шва Фиг.З
Редактор Н.Гунько
Составитель А.Романова Техред М.Ходанич
Заказ 3773/25 Тираж 419Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А.Обручар
| Патент CDIA | |||
| 3096007, кл | |||
| Посадочная машина | 1929 |
|
SU22375A1 |
