Изобретение относится к технологической оснастке для холодной штамповки и может быть использовано в различных отраслях машиностроения для пробивки в полых изделиях отверстий, расположенных наклонно к оси.
Цель изобретения расширение номенклатуры обрабатываемых изделий и повышение надежности в работе.
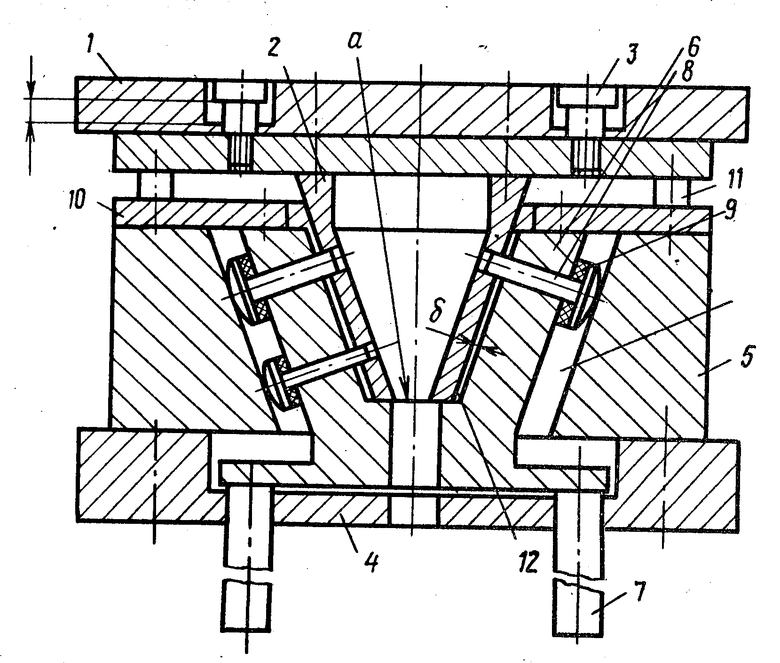
На чертеже показан общий вид штампа, продольный разрез.
Штамп содержит верхнюю плиту 1, не- сущую оправку-матрицу 2, имеющую форму усеченного конуса, обращенного большим основанием к плите 1. Оправка-матрица 2 связана с плитой 1 винтами 3 с возможностью относительного перемещения вдоль оси давления штампа. Последний содержит также неподвижную нижнюю плиту 4, на которой закреплено кольцо 5 с конической внутренней поверхностью, расширяющейся в направлении плиты 1 и выполняющей роль клиньев. На плите 4 установлен также пуансонодержатель 6, выполненный с эквидистантными внутренней и внешней коническими поверхностями и фланцем, которым он опирается на маркетные шпильки 7 буфера пресса (не показан). В пуансонодержателе 6 установлено несколько кольцевых рядов пуансонов 8. Каждый пуансон 8 снабжен упругим элементом 9, расположенным между головкой пуансона и пуансонодержателем 6. На верхней части пуансонодержателя 6 закреплена плита 10 с окнами под направляющие колонки 11, связывающие пуансонодержатель 6 с оправкой-матрицей 2. В штампе предусмотрены средства ограничения зазора δ между пуансонодержателем 6 и оправкой-матрицей 2. В качестве такого средства служит дно а конической полости в пуансонодержателе 6, ограничивающее нижнее положение оправки-матрицы 2 и зазор δ, в котором размещают обрабатываемое изделие 12.
Штамп работает следующим образом. В исходном положении верхняя плита 1 находится в крайнем верхнем положении, оправка-матрица 2 висит на винтах 3, а пуансонодержатель 6 упирается под действием буфера пресса и маркетных шпилек 7 в нижний торец кольца 5. В этом положении пуансонодержателя 6 пуансоны 8 не выступают за внутреннюю поверхность пуансонодержателя 6. Обрабатываемое изделие 12 устанавливают в коническую полость пуансонодержателя 6 упором в дно а. Включают пресс. При ходе ползуна вниз оправка-матрица 2 входит в полость изделия 12 и доходит до упора в дно а. В этот момент обеспечивается соосность отверстий оправки матрицы 2 и пуансонов 8. Радиальный зазор δ, образуемый пуансонодержателем 6 с оправкой-матрицей 2, превышает толщину стенки изделия 12 с учетом максимального допуска на его изготовление, т.е. между ними нет прямого соприкосновения. Усилием пресса при дальнейшем его движении вниз маркетное устройство через шпильки 7 опускается, при этом опускается и пуансонодержатель 6 вместе с оправкой-матрицей 2. В результате такого перемещения головки пуансонов 8 в пазу, образуемом конусной поверхностью пуансонодержателя 6 и поверхностью кольца 5, находят на последнюю и сдвигаются вдоль своих осей, осуществляя пробивку отверстий в изделии 12.
При ходе вверх маркетное устройство через шпильки 7 поднимает пуансонодержатель 6 вместе с оправкой-матрицей 2. При этом пуансоны 8 перемещаются вдоль своих осей под действием распружинивающихся упругих элементов 9, в результате чего происходит выдергивание пуансонов 8 из отверстий оправки-матрицы 2 и стенки изделия 12. Плита 1 поднимается вверх без оправки-матрицы 2. Затем оправка-матрица 2 получает совместное с плитой 1 перемещение вверх. Рабочий цикл закончен.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в полых изделиях типа колпачков | 1984 |
|
SU1189543A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для пробивки отверстий в дне полого изделия | 1973 |
|
SU447197A1 |
| Штамп второго перехода для изго-ТОВлЕНия дЕТАлЕй ТипА ХОМуТиКОВ | 1979 |
|
SU818709A1 |
| Штамп для пробивки отверстий в полых изделиях с профилированной поверхностью из листового материала | 1982 |
|
SU1013034A1 |
| Штамп для пробивки отверстий | 1983 |
|
SU1204299A1 |
Изобретение относится к технологической оснастке для пробивки отверстий в полых деталях из листового материала. Цель изобретения расширение номенклатуры обрабатываемых изделий и повышение надежности в работе. Это достигается тем, что оправка-матрица установлена на верхней плите, а пуансонодержатель, пуансоны и клинья или кольцо с конической полостью размещены на нижней плите. Пуансонодержатель под действием буфера пресса движется вдоль оси давления. При этом пуансоны взаимодействуют с клиньями и перемещаются вдоль своих осей. Оправка-матрица перемещается относительно верхней плиты и опускается в полость конического кольца до упора в дно полости. 1 ил.
ШТАМП ДЛЯ ПРОБИВКИ В БОКОВЫХ СТЕНКАХ ПОЛЫХ ИЗДЕЛИЙ ОТВЕРСТИЙ с осями, расположенными наклонно к оси изделия, в частности в стенках конических изделий, содержащий неподвижную нижнюю плиту, оправку-матрицу, верхнюю подвижную плиту, пуансонодержатель, установленный с возможностью перемещения вдоль оси давления, средства, ограничивающие положение оправки-матрицы относительно пуансонодержателя, клинья, пуансоны, размещенные в пуансонодержателе с возможностью взаимодействия с клиньями, отличающийся тем, что, с целью расширения номенклатуры обрабатываемых изделий и повышения надежности в работе, оправка-матрица связана с подвижной плитой с возможностью относительного перемещения вдоль оси давления, а клинья и пуансонодержатель размещены на неподвижной плите.
| Нефедов А.П | |||
| Конструирование и изготовление штампов | |||
| М.: Машиностроение, 1973, с.203-204, фиг.154. |
