1
Изобретение относится к общему машиностроению и может быть нспользовано при холодной обработке металлов давлением, в частности для изготовления соединительных хомутиков.
Известен штамп второго перехода для изготовления деталей типа хомутиков, содержащий закрепленную на одной плите штампа пуансон-оправку, установленную на другой плите матрицу и механизм удаления деталей, выполненный в виде размещенного в полости пуансона-оправкн и снабженного возвратной пружиной штока, несущего на одном койце шпильки-сбрасыватели и контактирую1цего другим концом с профильной поверхностью клина, закрепленного на несущей матрицу плите 1.
В этом штампе возвратная пружина механнзма удаления деталей установлена с противоположной относительно матрицы стороны клина, что не обеспечивает эксплуатационной безопасности и увеличивает габариты штампа. Кроме того, шпильки-сбрасыватели закреплены на штоке параллельно его оси на расстоянии одна от другой, соответствующем размерам пуансона-оправки, что исключает возможность использования одного механизма удаления деталей для рабочих инструментов разных типоразмеров.
Целью изобретения является обеспечение эксплуатационной безопасностн, компактности штампа и возможности применения рабочего инструмента различного типоразмера без замены механизма удаления деталей.
С этой целью в пуансон-оправке выполнены дополнительная полость, в которой установлена возвратная пружина штока механизма удаления деталей, и продольные пазы, в которых расположены шпильки-сбрасыватели, при этом они закреплены перпендикулярно оси штока.
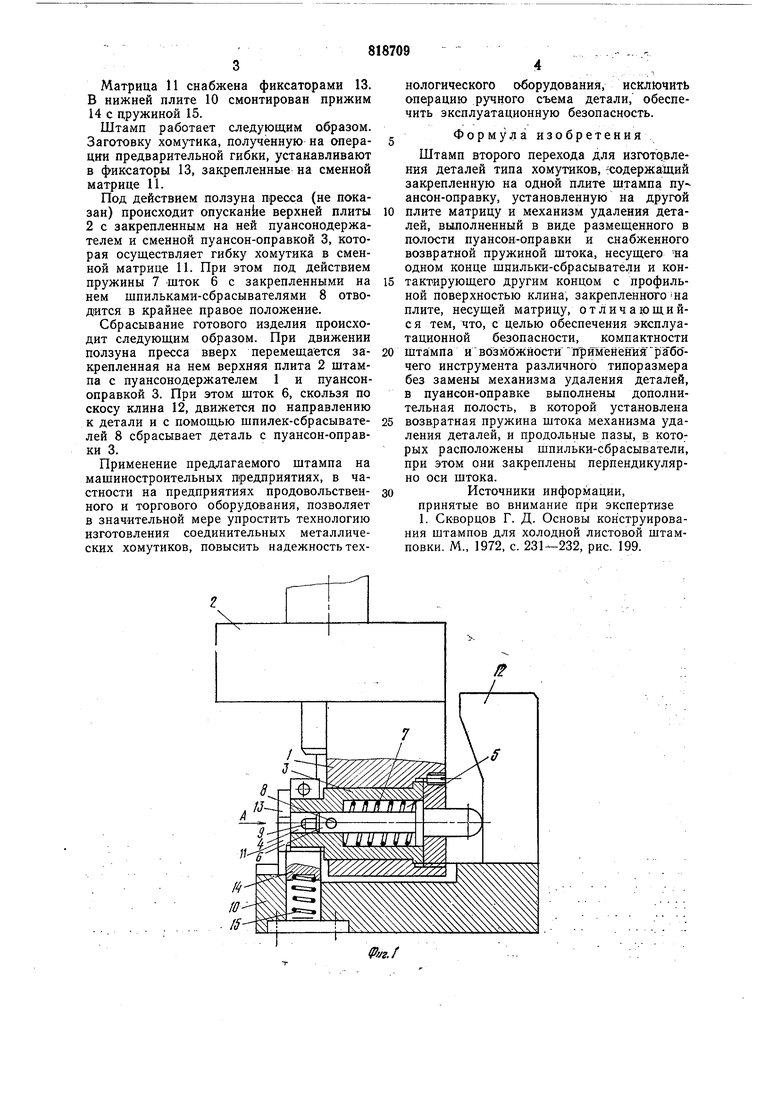
На фиг. 1 показан предлагаемый штамп; на фиг. 2 - вид А фиг. 1.
Штамп содержит закрепленную в пуансонодержателе 1 верхней плиты 2 сменную пуансон-оправку 3. В пуансон-оправке 3
выполнены полости 4 и 5, в которых соответственно размещены шток 6 и возвратная дружина 7. На одном конце штока 6 закреплены перпендикулярно его оси шпильки-сбрасыватели 8, установленные
в продольных пазах 9 пуансон-оправки 3.
На нижней плите 10 штампа смонтирована сменная матрица 11 и клин 12, контактирующий со сферическим концом штока 6.
Матрица 11 снабжена фиксаторами 13. В нижней плите 10 смонтирован прижим 14 с дружиной 15.
Штамп работает следующим образом. Заготовку хомутика, полученную на операции предварительной гибки, устанавливают в фиксаторы 13, закрепленные на сменной матрице 11.
Под действием ползуна пресса (не показан) происходит опускание верхией плиты 2 с закрепленным на ней пуансонодержателем и сменной пуансон-оправкой 3, которая осуществляет гибку хомутика в сменной матрице 11. При этом под действием пружины 7 шток 6 с закрепленными на нем щпильками-сбрасывателями 8 отводится в крайнее правое положение.
Сбрасывание готового изделия происходит следующим образом. При движении ползуна пресса вверх перемещается закрепленная на нем верхняя плита 2 щтампа с пуансонодержателем 1 и пуансоноправкой 3. При этом шток 6, скользя по скосу клина 12, движется по направлению к детали и с помощью шпилек-сбрасывателей 8 сбрасывает деталь с пуансон-оправки 3.
Применение предлагаемого штампа на машиностроительных предприятиях, в частности на предприятиях продовольственного и торгового оборудования, позволяет в значительной мере упростить технологию изготовления соединительных металлических хомутиков, повысить надежность технологического оборудования, исключить операцию ручного съема детали, обеспечить эксплуатационную безопасность.
Формула изобретения
Штамп второго перехода для изготовления деталей типа хомутиков, -содержа;Щий закрепленную на одной плите штампа пу ансон-оправку, установленную на другой
плите матрицу и механизм удаления деталей, выполненный в виде размещенного в полости пуансон-оправки и снабженного возвратной пружиной штока, несущего на одном конце шпильки-сбрасыватели и контактирующего другим концом с профильной поверхностью клина, закрепленного на плите, несущей матрицу, отличаьощийся тем, что, с целью обеспечения эксплуатационной безопасности, компактности
ЩТампа ивОзмбжйости Применения рабо чего инструмента различного типоразмера без замены механизма удаления деталей, в пуансон-оправке выполнены дополнительная полость, в которой установлена
возвратная пружина штока механизма удаления деталей, и продольные пазы, в кото; рых расположены шпильки-сбрасыватели, при этом они закреплены перпендикулярно оси штока.
Источники информации,
принятые во внимание при экспертизе 1. Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки. М., 1972, с. 231-232, рис. 199.
IPagJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для обработки стенок полых деталей | 1977 |
|
SU774707A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |

