У1
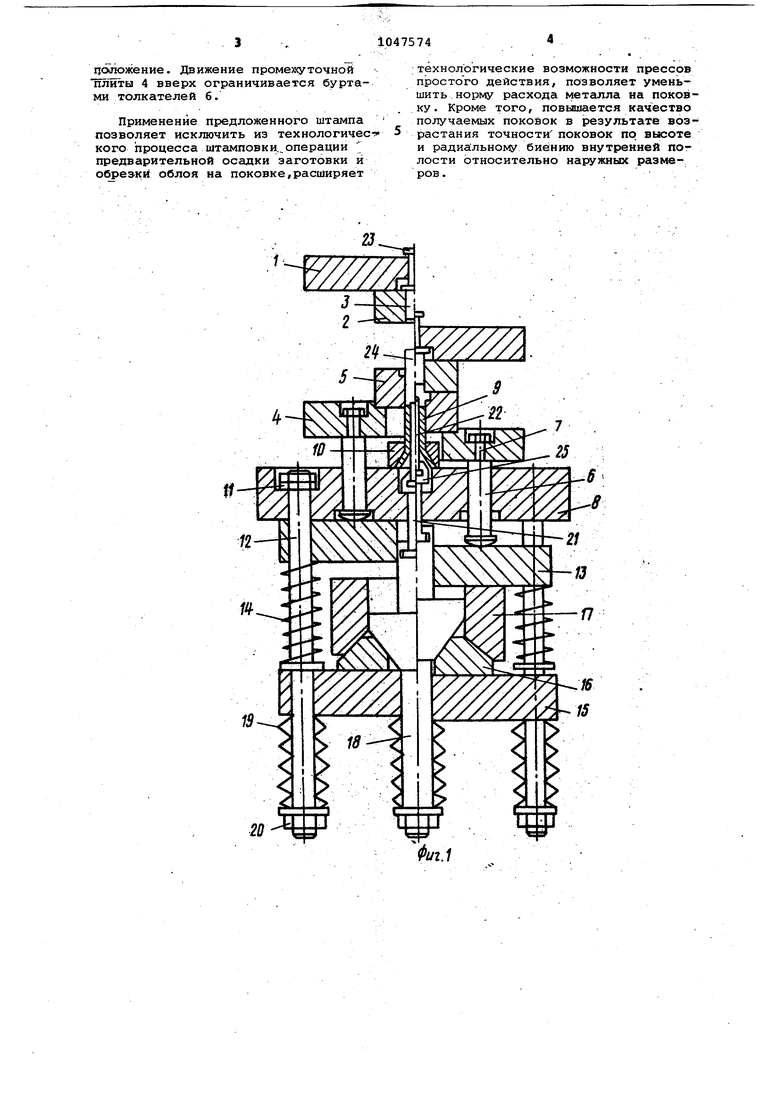
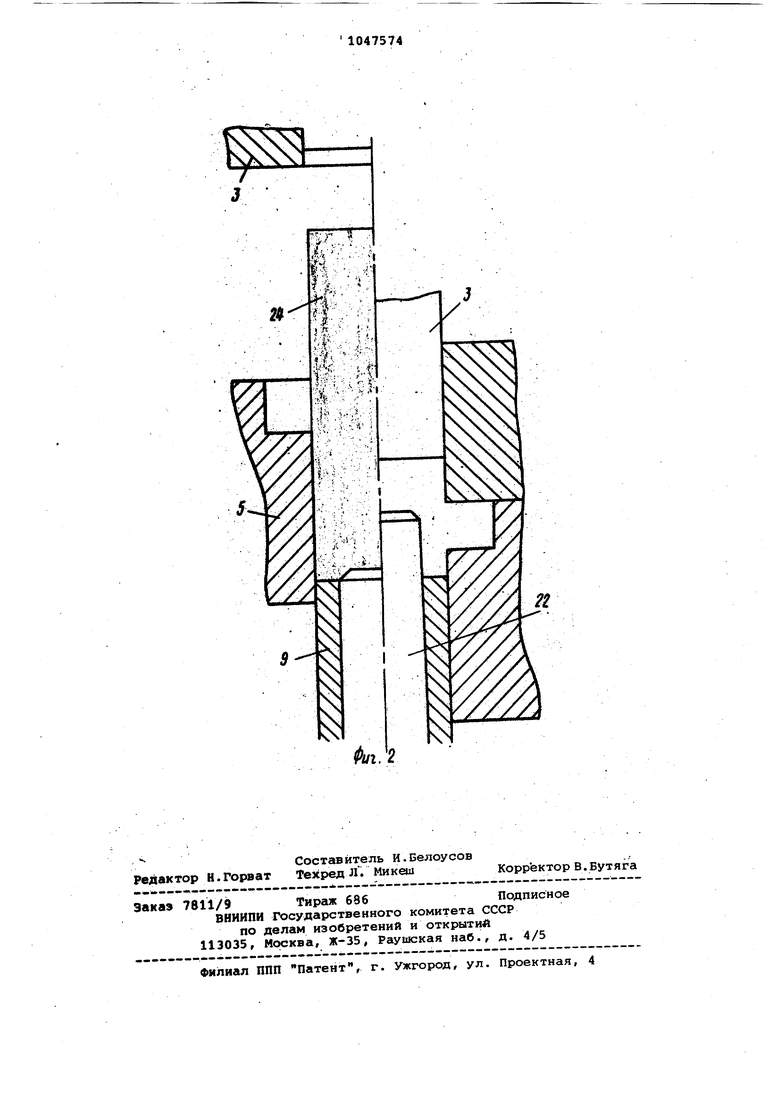
4 Изобретение относится к обработ ке металлов давлением и может- быть использовано при горячей объемной штамповке деталей с внутренними полостями. Известен штамп с разъемными мат рицами для штамповки поковок типа крестовин, содержащий верхнюю подвижную плиту с закрепленной на ней матрицей, подпружиненную промежуточ ную плиту с нижней матрицер и непод вижную нижнюю плиту с подвижно установленным на ней пуансоном , Недостаток известной конструкци штампа заключаете в тс«м, что о.на имеет компенсаторы в виде облойных канавок,. следовательно при колебании размеров исходных заготовок тре буется операция обрезки, и,- кроме того, увеличивается расход металла на поковку, составляющий 10-20% от веса поковки. Приизготовленни дета лей с внутренней полостью на извест ном штампе требуетс.я предваритель ая осадка заготовки. Цель изобретения - уменьшение расхода металла и повышение качест ва поковок. Поставленная цель достигается те что штамп с разъемными матрицами, содержащий неподвижную плиту, подвижную и пoдпpyжи eннyю промежуточн плиты с закреплёнными на них матрицами и толкателями, приводной пуанс и связанный с неподвижной плитой ме ханизм перемещения пуансона, снабже маркётной и компенсационной плитамй, клиновым штоком и упором, причем пуансон выполнен составным в виде втулки и прошивня, а механизм перемещения пуансона выполнен в виде установленных на маркётной.и ком пенсационной плитах и сочлененных между собой и клиновым штоком клинь ев, при этом маркетная и компенсационная плиты установлены с возможностью перемещения параллельно оси штё1мпа и подпружинены относительно неподвижной плиты, толкатели сочленены с маркётной- плитой, втулка пуансона закреплена на неподвижной плите, прошивень соединен с клиновы штоком, а упор закреплен на прошивне с возможностьювзаимодействия с неподвижной плитой- . На фиг.1 изображен шталт с-горизонтальным разъемом матриц ц. начальный и конечный момент штамповки общий вид; на фиг.2 - схема штампов ки детали. Штамп состоит из подвижно верхней плиты 1 с закрепленными на ней матрицей 2 и выталкивателем 3, промежуточной .плиты 4 с матрицей 5, толкателями б и болтаМи 7 крепле ния толкателей к плите и нижней неподвижной плиты 8 с жестко закрепле ной втулкой 9 и пуансонодержателем к нижней плите 8 гайками 11 крепятся шпильки 12, служащие направляющими маркётной плиты 13, подпружиненной пружинами 14. В нижней части шпилек 12 расположена компенсационная плита 15 с находящимися на ней клиньями 16, обоймой 17 и центральным клиновым што-ком 18. Плита 15 подпружинена компенсирующими пружинами 19, усилие которых регулируется гайками 20. В верхней части клинового стержня 18 шарнирно установлен подпружиненный толкатель 21 с закрепленным на нем прошивнем 22 сборного пуансона, для опоры которого в момент осадки заготовки отверстие в нижней плите 8 выполнено ступенчатым. В верхней части штампа расположен жесткий выталкиватель пресса 23. Штамп работает следующим образом. Заготовка 24 помещается в нижнюю матрицу- 5. При ходе ползуна пресса вниз промежуточная плита 1 с матрицей 2 также перемещается вниз до .смыкания матриц 2 и 5, образующих 1закрытую полость, в которой находится заготовка 24, а затем и промежуточная плита 4 с матрицей 5 на-. чинают опускаться вместе с плитой. Втулка 9 с прошивнем 22, находящимся в нижнем положении, закреплены на упоре 25 неподвижной плиты 8. Движение плит 1 и 4 вниз передается через толкатели 6 на маркетную плиту 13, которая- идет вниз , сжимая пружины 14. Происходит осадка заготовки 24, заполнение металлов йчьев матриц 2 и 5.ПуансоНхпри этом действует как цельный. Затем маркетная плита 13 ложится на клиновую обойму 17, двигая ее вниз, обоймавоздействует на клинья 16, .которые, сходясь к центру штампа, заставляют клиновый шток 18 двигаться вверх/ Шток 18 передает усилие через - промежуточный толкатель 21 на прошивень 22 пуансона, который образует внутреннюю полость в осаженной заготовке. При этом прошивень пуансона играет роль компенсато-г ра облоя, если вес заготовки превышает норму, то усилие на прошивне 22 растет, он останавливается и вниз идет компенсационная плита 15, сжимая пружины 19} если вес заготовки меньше йормы, то в поковке образуется более глубокая полость. Давление в закрытой полости матриц регулируется гайками 20. При ходе ползуна пресса вберх плиты 4,13 и 15 тоже идут вверх под действием прудин 14 и 19. Пружины 19 на клиновом штоке помогают извлекать из внутренней полости поковки прошивень 22 и опускают связанные между собой клиновые шток 18, толкатель 21 й прошивень 22 пуансона в нижнее положение. Движение проме)куточной шшты 4 вверх ограничивается буртами толкателей 6. Применение предложенного штампа позволяет исключить из технологичес кого процесса штамповки.,операции предварительной осадки заготовки и обреакй облоя на поковке,расширяет технологические возможности прессов простого действия, позволяет уменьшить, норму расхода металла на поковку. Кроме того, повышается качество получаемых поковок в результате возрастания точности поковок по высоте и радиальному биению внутренней полости относительно наружных размеров .. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Комбинированный штамп | 1980 |
|
SU880601A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп для выдавливания поковок | 1972 |
|
SU584956A1 |
ШТАМП С РАЗЪЕМНЫМИ МАТРИЦАМИ, содержадий неподвижную плиту, подвижную и подпружиненную промежуточную плиты с закрепленными на них матрицами и толкателями, приводной , .пуансой и связанный с неподвижной плитой механизм nepefi emeHHH пуансона, отличающийся тем, что, с целью уменьшения расхода ме,тсшла на поковку и повышения качества поковок, он снабжен маркетной и койпенсационной плитами, клиновым штоком и упором, пуансон выполнен составнымв виде втулки и прошивня, а механизм перемещения пуансона выполнен в видеустановленных на маркетной и компенсационной плитах и сочлененных между собой и клиновьлм штоком клиньев, при этом маркетная и компенсационная плиты установлены с возможностью перемещения параллельно оси штампа и подпружинены относительно неподвижной плиты, толкатели сочленены с маркетной плитой, втулки пуансона закреплены на не,подвижной плите, прошиве,нь соединен JC клиновым штоком, а упор закреплен на прошивке с возможностью взаимодействия с неподвижной плитой.
20
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Эдуардов М.С | |||
| Штамповка в закрытых штампах | |||
| Л., Мгшшнострое1971, с.144 (прототип | |||
| ние. | |||
