Изобретение относится к машиностроению, в частности к устройствам для изготовления радиальных подшип НИКОВ скольжения с рабочей поверхностью из полимерного тканого композитного материала.
Целью изобретения является повышение качества получаемых изделий, производительности и снижение энерго- затрат процесса. о
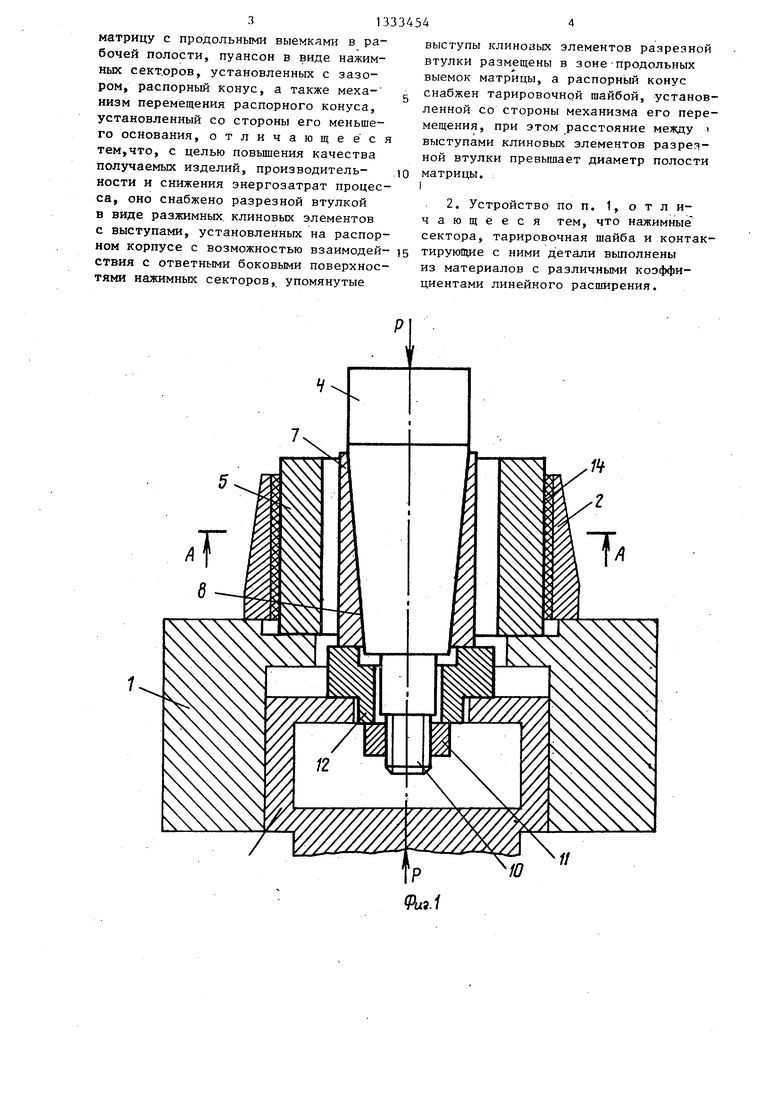
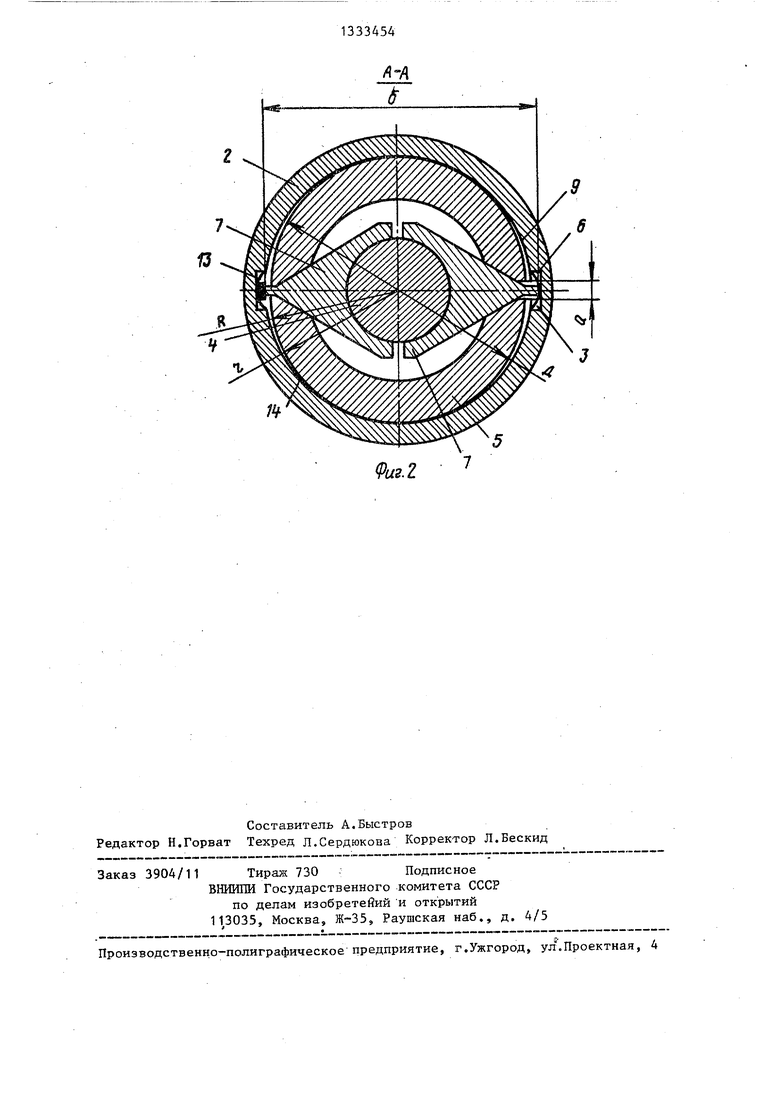
На фиг. 1 представлено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит монтажную пли- 15 Так как радиус R внутренней расточки
ту 1 (фиг. 1), матрицу 2 в качестве которой при изготовлении подшипников служит вкладьш подшипника с продоль- ными выемками 3 (фиг. 2) и пуансон с механизмом натяжения, выполненнЕ)1м в виде цанги, включающей в себя рас- порньй конус 4 и нажимные сектора 5, установленные с монтажным зазором а (фиг. 2) между их продольными торцами 6. Между вкладьш1ем 2 и нажимными секторами 5 имеется зазор под обрабатываемый полимерный тканый композитный материал, например полиф ен- аримид, а между распорным конусом 4 и нажимными секторами 5 введена разрезная втулка с выступами из разжимных клиновых элементов 7, находящаяся с ними в кинематическом взаимодействии по конической 8 и плоским 9 (фиг. 2) клиновидным поверхностям.
Максимальный радиальньй размер б втулки между выступами больше диаметра D внутрей расточки матрицы 2,. Между втулкой и механизмом натяжения, расположенным на распорном конусе 4 40 со стороны меньшего диаметра конической поверхности 8 и выполненным, например, в виде резьбового соединения
матрицы 2 больше наружного ргщиуса г нажимного сектора 5, то вначгше каждый из них создает давление в своей середине, а при дальнейшей деформа2Q ции, постепенно разжимаясь, последовательно формует материал 14 по внутренней поверхности матрицы 2 от указанной середины к продольным торцам 6 В связи с тем, что максимальный ра25 диальшзш размер б разрезной втулки, образованный ее разжимными злемента- ми 7, больше диаметра внутренней рас- , точки матрицы 2, то указанные торцы формуют зиги 13 в выемках 3. После
30 получения заданного давления на композитном материале 14 и фиксации этого давления механизмом натяжения устройство нагревают до температуры полимеризации связующего.
При вьшолнении разжимных секторов 5 и тарировочной шайбы 12 из материала, отличного по коэффициенту температурного расширения от других деталей устройства, сопрягаемых с ними, например бронза-сталь, после нагрева размер секторов 5 и шайбы 12 увеличится больше, чем размер сопрягаемых с ним деталей, т.е. матрицы 2, гайки 11 и разжимньк элементов 7.
35
винт 10 - гайка 11, установлена тарировочная шайба.12. При этом радиус R 45 Перемещаясь, эти элементы создают. внутренней расточки матрицы 2 больше наружного радиуса г нажимного сектора 5. В целях автоматизации нажимное устройство может быть выполнено также в виде пневмо- шта гидроцилиндра, go шток которого упирается с усилием Р в тарировочную шайбу 12, а торец распорного клина 4 фиксируется. Зиги 13
дополнительное давление на материал 14. Эффект от применения указанного приема проявляется только в том случае, если Относительная разность коэффициентов линейного расширения, применяемых при изготовлении материалов указанных-деталей, превьш1ает 5%, в противном случае величина дополнительного давления будет в пределах допусков на линейные размеры и геометрические формы деталей. Формула изобретен, и я 1. Устройство для получения полых изделий, содержащее моНтажную плиту.
композитного материала 14 размещены в выемках 3 матрицы 2.
Устройство работает следующим образом.
После укладки между матрицей 2 и нажимными секторами 5 композитного
материала 14 и размещения его зигрв 13 в продольных выемках 3 в матрицу 2 вводят втулку из разжимньк зле- ментов 7 и распорный конус 4. После зтого с помощью механизма натяжения, т.е. гайкой 11, через тариронючную шайбу 12 перемещают в осевом направлении элементы 7, которые, находясь в кинематическом взаимодействии с нажимными секторами 5 по плоским поверхностям 9, деформируют сектора в радиальном направлении, создавая давление на композитный материал 14.
0
матрицы 2 больше наружного ргщиуса г нажимного сектора 5, то вначгше каждый из них создает давление в своей середине, а при дальнейшей деформаQ ции, постепенно разжимаясь, последовательно формует материал 14 по внутренней поверхности матрицы 2 от указанной середины к продольным торцам 6. В связи с тем, что максимальный ра5 диальшзш размер б разрезной втулки, образованный ее разжимными злемента- ми 7, больше диаметра внутренней рас- , точки матрицы 2, то указанные торцы формуют зиги 13 в выемках 3. После
0 получения заданного давления на композитном материале 14 и фиксации этого давления механизмом натяжения устройство нагревают до температуры полимеризации связующего.
При вьшолнении разжимных секторов 5 и тарировочной шайбы 12 из материала, отличного по коэффициенту температурного расширения от других деталей устройства, сопрягаемых с ними, например бронза-сталь, после нагрева размер секторов 5 и шайбы 12 увеличится больше, чем размер сопрягаемых с ним деталей, т.е. матрицы 2, гайки 11 и разжимньк элементов 7.
5
еремещаясь, эти элементы создают.
дополнительное давление на материал 14. Эффект от применения указанного приема проявляется только в том случае, если Относительная разность коэффициентов линейного расширения, применяемых при изготовлении материалов указанных-деталей, превьш1ает 5%, в противном случае величина дополнительного давления будет в пределах допусков на линейные размеры и геометрические формы деталей. Формула изобретен, и я 1. Устройство для получения полых изделий, содержащее моНтажную плиту.
матрицу с продольными выемками в рабочей полости, пуансон в виде нажимных секторов, установленных с зазором, распорный конус, а также механизм перемещения распорного конуса, установленный со стороны его меньшего основания, отличающееся тем,что, с целью повьшения качества получаемых изделий, производитель- ности и снижения энергозатрат процесса, оно снабжено разрезной втулкой в виде разжимных, клиновых элементов с выступами, установленных на распорном корпусе с возможностью взаимодей- ствия с ответными боковыми поверхностями нажимных секторов, упомянутые
выступы клиноаых элементов разрезной втулки размещены в зоне продольных выемок матрицы, а распорньгй конус снабжен тарировочнрй шайбой, установленной со стороны механизма его перемещения, при этом расстояние между t выступами клиновьсх элементов разрезной втулки превышает диаметр полости матрицы. I
2. Устройство по п. 1, отличающееся тем, что нажимные сектора, тарировочная шайба и контактирующие с ними детали выполнены из материалов с различными коэффициентами линейного расширения.
/V
13
п
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ БЕЛОВИЦКОГО | 1992 |
|
RU2087787C1 |
| РАЗБУРИВАЕМЫЙ ПАКЕР | 2005 |
|
RU2304694C2 |
| РАЗБУРИВАЕМЫЙ ПАКЕР | 2006 |
|
RU2344270C2 |
| РАЗБУРИВАЕМЫЙ МЕХАНИЧЕСКИЙ ПАКЕР | 2003 |
|
RU2236556C1 |
| ПАКЕР ТЕХНОЛОГИЧЕСКИЙ | 2011 |
|
RU2473781C1 |
| ОДНОРАЗОВЫЙ ИНЪЕКТОР С, ПО МЕНЬШЕЙ МЕРЕ, ОДНИМ ТЯГОВЫМ КРЮКОМ | 2008 |
|
RU2493882C2 |
| Устройство для фиксации инструмента | 2020 |
|
RU2737629C1 |
| Штамп для чистовой вырубки детали с отверстием | 1986 |
|
SU1398955A1 |
Изобретение относится к устройствам для изготовления радиальных подшипников скольжения с рабочей поверхностью из полимерного тканого композитного материала. Изобретение позволяет повысить качество получаемых изделий и производительность, снизить энергозатраты процесса. Это достигается за счет того, что при опускании распорного конуса клиновые элементы разжимают втулки, воздействуют на нажимные секторы. Выступы клиновых элементов формируют требуемый профиль изделия в вйемках матрицы, 1 з.п. ф-лы, 2 Ял. СО со со 4 СП 4
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ДИЭЛЕКТРИЧЕСКИМИ ПОКРЫТИЯМИ | 2013 |
|
RU2522975C1 |
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
