Изобретение относится к области электрофизической и электрохимической обработки и может быть использовано для обработки деталей с диэлектрическими покрытиями, например, для компонентов ГТД с термозащитными нетокопроводящими керамическими покрытиями.
Известен способ электроэрозионной обработки диэлектриков, при котором размерную обработку детали осуществляют, воздействуя на обрабатываемую деталь СВЧ-полем и локально - тепловыми импульсами на требуемые участки, а затем проводят электроэрозионную обработку (RU 2024367, B23H 1/00, 1994 г.).
Известен способ обработки (выполнения) отверстий для деталей, изготовленных из основного (металлического) материала и покрытых керамическим слоем. При обработке такой детали сначала удаляют в требуемых местах керамическое покрытие с помощью лазера или механическим путем, а затем делают отверстие в металлической части посредством электроэрозионного способа (EP 143 7191, B23H 9/10, B23K 26/38, 2004 г.).
Известным способам обработки, как правило, присущи следующие недостатки:
- образование термически измененного слоя на обрабатываемой поверхности;
- высокая трудоемкость, необходимость использования дополнительного громоздкого оборудования;
- возможные проблемы с совмещением зон предварительной и окончательной обработки, что снижает качество обработки в целом.
Задачей предлагаемого изобретения является значительное упрощение и снижение трудоемкости процесса обработки деталей, имеющих диэлектрические покрытия, а также повышение качества обработки.
Решение указанной задачи достигается тем, что на деталь воздействуют с помощью трубчатого электрод-инструмента, который подключают к отрицательному полюсу источника технологического тока, и дополнительного трубчатого электрода, который, как и деталь, подключают к положительному полюсу источника технологического тока. Во время обработки электрод-инструмент вращают вокруг его продольной оси и осуществляют его соответствующее рабочее перемещение. Сначала, на первом этапе удаляют диэлектрическое покрытие на требуемом участке детали путем подачи в зону обработки через дополнительный электрод токопроводящей рабочей жидкости, осуществляя ее контакт с рабочим концом электрод-инструмента. После удаления диэлектрического покрытия, на втором этапе осуществляют удаление основного материала детали по заданному профилю путем подачи электролита через электрод-инструмент с одновременным прекращением подачи рабочей жидкости через дополнительный электрод.
Изобретение поясняется чертежами, где:
на фиг.1 показана схема обработки на первом этапе (начало);
на фиг.2 показана схема обработки - локальное разрушение диэлектрического покрытия (окончание первого этапа);
на фиг.3 показана схема прошивки основного материала детали (начало);
на фиг.4 показана схема прошивки сквозного отверстия (окончание);
на фиг.5 показана схема рабочего перемещения электрод-инструмента при снятии диэлектрического покрытия перед формированием отверстия с изогнутым диффузором;
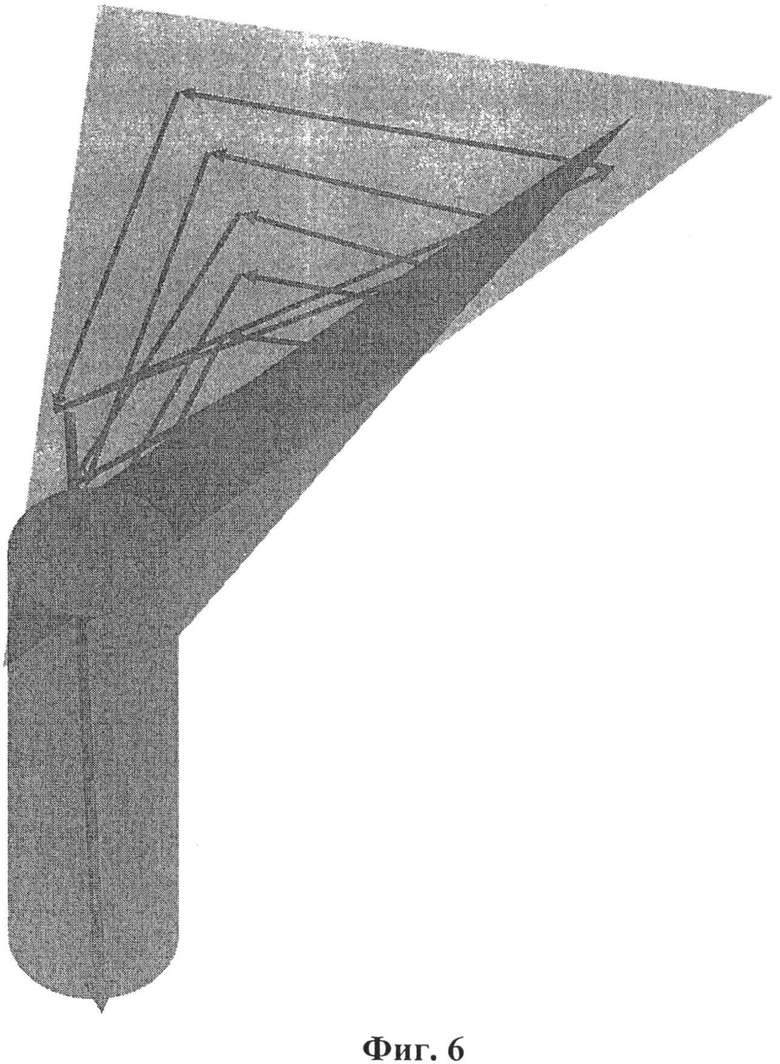
на фиг.6 показана схема формирования отверстия с изогнутым диффузором.
Реализация способа показана на примере выполнения отверстия в турбинной лопатке с теплозащитным диэлектрическим покрытием из керамики.
Воздействие на обрабатываемую лопатку 3 осуществляют с помощью
трубчатого электрод-инструмента (ЭИ) 2, который подключают к отрицательному полюсу источника технологического тока (условно не показан), а дополнительный трубчатый электрод 1 и лопатку 3 подключают к положительному полюсу того же источника. Затем осуществляют вращение отрицательно заряженного ЭИ 2 и его подвод к обрабатываемой поверхности диэлектрического керамического покрытия 4, а через электрод 1 в зону обработки 6 подается токопроводящая рабочая жидкость 5, которая заряжена положительно. При контакте рабочей жидкости 5 и рабочего конца ЭИ 2 в межэлектродном промежутке возникают электрические разряды, которые разрушают керамическое покрытие 4, при этом осевая рабочая подача ЭИ 2 осуществляется на пониженной скорости. После удаления керамического покрытия 4 из зоны обработки 6 выключается подача рабочей жидкости 5 через электрод 1 и включается прокачка электролита 7 через ЭИ 2, скорость осевой рабочей подачи которого увеличивается. Электролит 7 поступает в зону обработки 8 основного материала лопатки 3, где происходит ее электроэрозионно-химическая обработка. Электроэрозионная составляющая удаляет металл по вектору рабочей подачи ЭИ 2, а электрохимическая составляющая формирует отверстие и удаляет термически измененный слой, образовавшийся в результате электроэрозии.
Аналогичным образом можно производить обработку деталей с диэлектрическими покрытиями по любому заданному профилю.
Предложенный способ может быть осуществлен, например, на станке с ЧПУ для комбинированной электроэрозионно-химической обработки деталей со следующими основными узлами: крепления, вращения и подачи ЭИ; станции подготовки и регенерации электролита; насоса высокого давления; генератора рабочих импульсов (источника технологического тока); системы ЧПУ рабочей подачей и перемещением ЭИ. Станок также оснащен дополнительным трубчатым электродом и системой прокачки рабочей жидкости.
Пример 1.
Электроэрозионно-химическая прошивка цилиндрических отверстий в турбинной лопатке из жаропрочного сплава на никелевой основе с покрытием из оксида циркония (ZrO2). ЭИ - трубка из твердого сплава с наружным диаметром 0,5 мм и внутренним диаметром 0,1 мм. Электролит - водный раствор нитрата натрия (NaNO3). Дополнительный электрод - медная трубка с наружным диаметром 5 мм и внутренним диаметром 3 мм. Рабочая жидкость - смесь порошка графита с электролитом. Режимы обработки:
а). При обработке керамического покрытия - амплитуда импульсов напряжения = 90 В, амплитуда импульсов тока короткого замыкания = 16 А, частота импульсов = 10 кГц.
б). При обработке основного материала подается комбинированный импульсный сигнал:
для осуществления электроэрозионной обработки - амплитуда импульсов напряжения = 60 В, длительность импульсов = 1,5 мкс, частота импульсов = 10 кГц; для осуществления электрохимической обработки - амплитуда импульсов напряжения = 12 В, длительность импульсов = 50 мкс, частота импульсов = 10 кГц.
Отверстие прошивалось на глубину 5 мм. На внутренней поверхности отверстия термоизмененного слоя не наблюдалось.
Пример 2.
Электроэрозионно-химическая прошивка трехмерных отверстий (отверстия с изогнутым диффузором) в деталях (турбинная лопатка) из жаропрочного сплава на никелевой основе с покрытием из оксида циркония (ZrO2). ЭИ - трубка из твердого сплава с наружным диаметром 0,5 мм и внутренним диаметром 0,1 мм. Электролит - водный раствор нитрата натрия (NaNO3). Дополнительный электрод - медная трубка с наружным диаметром 5 мм и внутренним диаметром 3 мм. Рабочая жидкость - электролит (NaNO3).
Режимы обработки те же, что и в примере 1.
Съем керамического покрытия осуществлялся перемещением ЭИ в горизонтальной плоскости по треугольной спирали (фиг.5), сужающейся в сторону оси цилиндрической части отверстия. После снятия покрытия к горизонтальному перемещению ЭИ добавляется вертикальное (фиг.6) и формируется диффузорная часть отверстия. Далее ЭИ сообщали только вертикальное перемещение и формировали цилиндрическую часть отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ изготовления перфорационных отверстий на пере лопатки турбины | 2024 |
|
RU2833200C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |




Изобретение относится к области электрофизической и электрохимической обработки и может быть использовано для обработки деталей с диэлектрическими покрытиями, например, для компонентов ГТД с термозащитными нетокопроводящими керамическими покрытиями. В способе поэтапно воздействуют на деталь с помощью трубчатого электрод-инструмента, подключенного к отрицательному полюсу источника технологического тока, и дополнительного трубчатого электрода, подключенного вместе с деталью к положительному полюсу источника технологического тока, при этом электрод-инструмент вращают вокруг его продольной оси и осуществляют его соответствующее рабочее перемещение. На первом этапе удаляют диэлектрическое покрытие на требуемом участке детали путем подачи в зону обработки через дополнительный электрод токопроводящей рабочей жидкости, осуществляя ее контакт с рабочим концом электрод-инструмента, а на втором этапе осуществляют удаление основного материала детали по заданному профилю путем подачи электролита через электрод-инструмент с одновременным прекращением подачи рабочей жидкости через дополнительный электрод. Изобретение позволяет значительное упростить и снизить трудоемкость процесса обработки деталей, имеющих диэлектрические покрытия, а также повысить качество обработки. 6 ил., 2 пр.
Способ электроэрозионно-химической обработки деталей с диэлектрическими покрытиями, заключающийся в поэтапном воздействии на деталь с помощью трубчатого электрод-инструмента, подключенного к отрицательному полюсу источника технологического тока, и дополнительного трубчатого электрода, подключенного вместе с деталью к положительному полюсу источника технологического тока, при этом электрод-инструмент вращают вокруг его продольной оси и осуществляют его соответствующее рабочее перемещение, причем на первом этапе удаляют диэлектрическое покрытие на требуемом участке детали путем подачи в зону обработки через дополнительный электрод токопроводящей рабочей жидкости и осуществляют ее контакт с рабочим концом электрод-инструмента, а на втором этапе осуществляют удаление основного материала детали по заданному профилю путем подачи электролита через электрод-инструмент с одновременным прекращением подачи рабочей жидкости через дополнительный электрод.
| Автоматическая линия | 1987 |
|
SU1437191A1 |
| US 4818834 A, 04.04.1989 | |||
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ДИЭЛЕКТРИКОВ | 1992 |
|
RU2024367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Способ маркирования деталей из токопроводящих материалов | 1980 |
|
SU973271A1 |

