Изобретение относится к обработке материалов давлением, а именно для их объемной штамповки.
Целью изобретения является повьппе- ние производительности, расширение технологических возможностей и повышение экономичности работы.
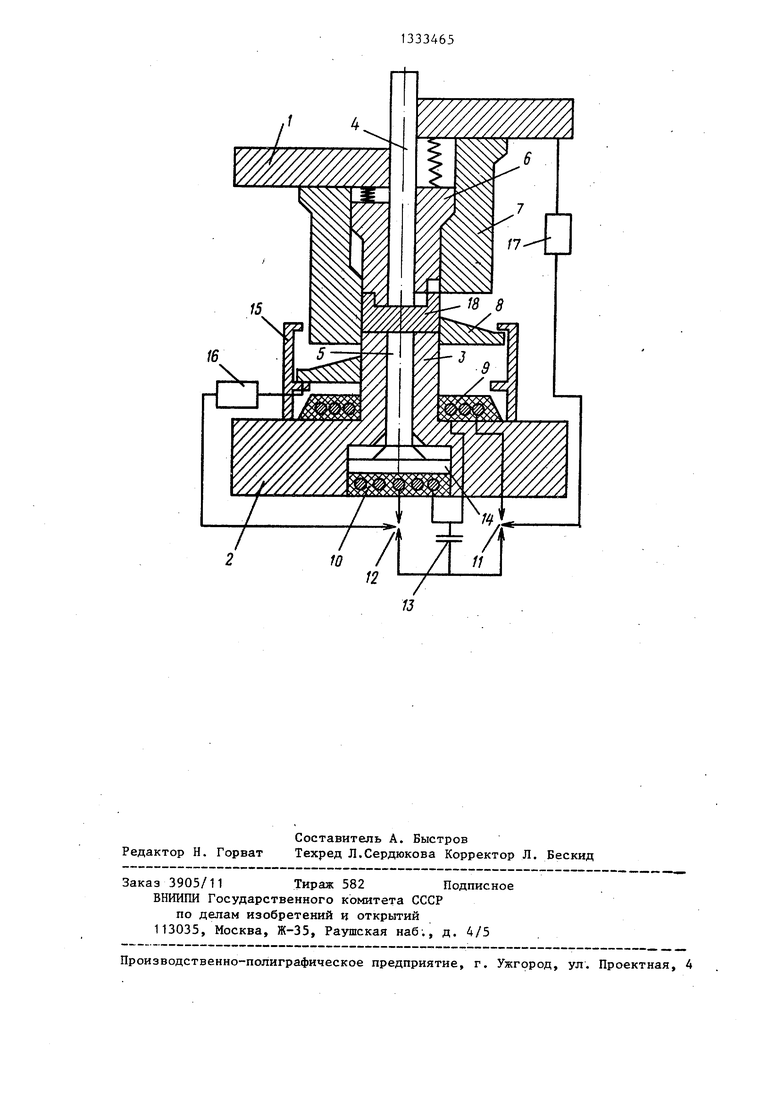
На чертеже представлено устройство в исходном положении и в конце рабочего хода, после обрезки заусенца (левая и правая половины соответственно) .
Устройство для объемной, штамповки включает в себя верхнюю плиту 1, нижнюю плиту 2, стол 3 для заготовок, верхние выталкиватели 4 и 5, подпружиненный пуансон 6, матрицу для штамповки 7, обрезную матрицу 8, съемный индуктор 9, выполненный в виде плоской спиральной катушки, съемный индуктор 10, также вьшолненный в виде плоской спиральной катушки, разрядник 11, разрядник 12, емкостной накопитель энергии 13, переходник 14, защит-25 дится в действие выталкиватель 5, ко
ный кожух 15, ограничивакндий вертикальное перемещение обрезной матрицы В, блок контроля 16 обратного хода обрезной матрицы, блок контроля 17 обратного хода верхней плиты.
Устройство работает следующим образом.
После установки заготовки 18 на стол 3, при ходе верхней плиты 1 вниз матрица 7 охватывает заготовку, а пуансон 6 соответствующим образом деформирует ее. При этом излишек материала неизбежно в1вдавливается в зазор между матрицей 7 и столом 3 для заготовок, т.е. образуются заусенцы (облой). Затем верхняя плита 1 поднимается,, а заготовка 18 прижимается к столу 3 верхним выталкивателем 4 во избежание залипания заготовки в матрице для деформирования 7 или на пуансоне 6, а также для выполнения обрезки облоя. При подъеме верхней плиты 1 на заданную высоту срабатывает блок контроля 17 обратного хода верхней
1Ш1ИТЫ и поджигает разрядник 11, после чего емкостной накопитель энергии 13 начинает разряжаться на индуктор 9. В результате этого в обрезной матрице 8 наводятся вихревые токи, взаимодействие которых с импульсным магнитным полем индуктора 9 приводит к движению обрезной матрицы 8 вверх,чем
и осуществляется обрезка облоя заготовки. После этого верхний выталкиватель 4 подымается, а обрезная матрица 8 под действием силы тяжести возвращается в исходное нижнее положение.
При этом срабатывает блок контроля 16 обратного хода обрезной матрицы 6 и поджигает разрядник 12, в результате чего емкостной накопитель энерг гии 13 начинает разряжаться на индуктор 10. Вихревые токи, наводимые в переходнике 14, взаимодействуют с импульсным магнитным полем индуктора 10, В результате их взаимного отталкивания через переходник 14 приво
торый и выталкивает заготовку 18 с рабочего стола 3„ Далее рабочий цикл повторяется.
Формула изобретения
Устройство для объемной штамповки, содержащее верхнююплиту с подпружиненным пуансоном,, верхним выталкива
телем и матрицей.,, а также нижнюю плиту с установленными с возможностью возвратно-поступательного перемещения обрезной матрицей и нижним выталкивателем, отличающееся тем, что, с целью повьшения-производительности, расширения технологических возможностей и экономичности, привод перемещения обрезной матрицы и нижнего выталкивателя .вьшолнен в виде плоских съемных индукторов электрически связ анных с разрядниками и емкостным накопителем, при этом индукторы размеш ены со стороны опорных поверхностей обрезной матрицы и нижнего вы- талкиЕ;ателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
Изобретение относится к области обработки металлов давлением. Изобретение позволяет повысить производительность, расширить технологические возможности и повысить экономичность. Это достигается за .счет того, что при подаче электрического сигнала на разрядник он.заряжает плоские индукторы, размещенные со стороны опорных поверхностей обрезной матрицы и нижнего выталкивателя. Индуктор наводит вихревые токи в обрезной матрице, производя ее перемещение и осуществляя обрезку облоя штамповки. 1 ил. (Л с со со со о: сд
Редактор Н. Горват
Составитель А. Быстрое
Техред Л.Сердюкова Корректор Л. Бескид
Заказ 3905/11 Тираж 582 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ контроля за положением отклонителя в скважине при спуске инструмента | 1957 |
|
SU109811A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
