Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для объемной штамповки и обрезки деталей.
Предлагаемый штамп для объемного деформирования и обрезки облоя на поковках относится к технологической оснастке кузнечно-штамповочного производства и может быть использовано для получения поковок на винтовых или гидравлических прессах с совмещением операции штамповки и обрезки облоя за один ход пресса.
Известно устройство для обрезки облоя и прошивки перемычки штамповочных поковок [1].
Но в указанном штампе и устройстве поковки предварительно изготовляются с облоем и перемычкой на штамповочном оборудовании, а затем производится обрезка облоя и прошивка на оборудовании для обрезки.
Известен штамп для открытой объемной штамповки и обрезки облоя [2], но он предназначен только для деталей с цилиндрической конической частью, на которой для возможности обрезки выполняется технологический кольцевой буртик.
Наиболее близким техническим решением к изобретению является совмещенный штамп для объемной штамповки и обрезки поковок, содержащий верхнюю плиту с пуансоном, нижнюю плиту с формующей матрицей, узел обрезки в виде приводной обрезной матрицы и съемник, при этом формовочно-обрезная матрица установлена с возможностью осевого перемещения относительно пуансона, а привод ее выполнен в виде подпружиненной относительно нижней плиты траверсы со скосами на боковых поверхностях, а также подвижно установленных с возможностью относительного перемещения и взаимодействия с указанными поверхностями траверсы скоб с окнами под траверсу, при этом каждая скоба шарнирно соединена с двумя расположенными один над другим рычагами, нижняя плита снабжена стойками по числу скоб, а верхняя - державками, рычаги своими свободными концами шарнирно связаны с соответствующими стойками, верхний рычаг каждой пары шарнирно связан посредством тяги с соответствующей державкой, а нижний в зоне шарнирного соединения со стойкой выполнен с продольным пазом и подпружинен относительно оси шарнирного соединения, при этом обрезная матрица жестко смонтирована на траверсе [3].
Недостатками известного штампа являются:
привод обрезной матрицы сложен в изготовлении, содержит много подвижных инерционных конструкционных элементов в виде скоб, рычагов и ненадежен в работе из-за износа в шарнирах рычагов, особенно при ударных нагрузках;
образованные облоя со стороны режущей кромки формовочно-обрезной матрицы происходит истечением металла через режущую кромку и неизбежно приведет к ее притуплению и образованию радиуса на последней, что затруднит процесс обрезки облоя и надежную работу штампа.
Цель изобретения - упрощение конструкций и повышение надежности штампов в работе.
Это достигается тем, что обрезная матрица выполнена в форме кольца с режущей кромкой, образуя совместно с центрирующим выступом пуансона формовочный ручей с облойной канавкой, а внутренняя секция формующей матрицы взаимодействует с режущей кромкой обрезной матрицы с помощью привода возвратно-поступательного перемещения, выполненного в виде подпружиненных ступенчатых винтов и толкателя.
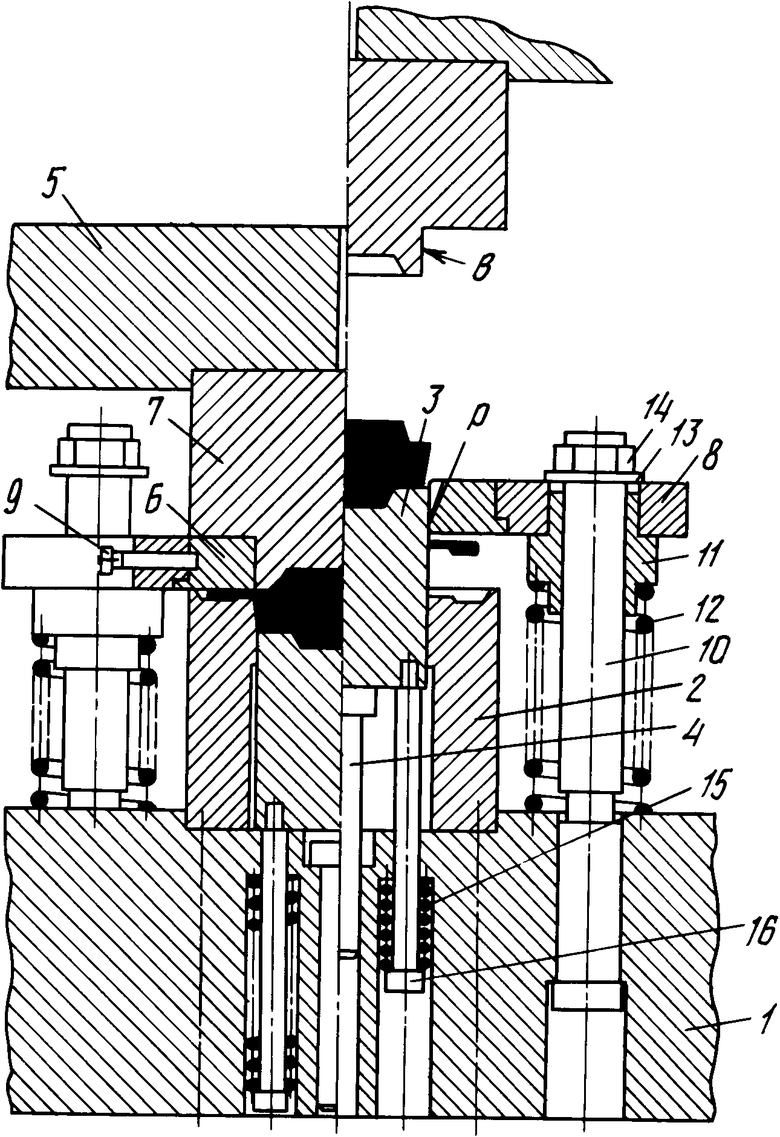
Сущность изобретения поясняется чертежом, где слева изображен штамп, продольный разрез в положении, соответствующем окончании штамповки, справа - в положении, соответствующем окончанию обрезки облоя и выталкивания поковки.
Штамп состоит из нижней плиты 1, на которой закреплена формующая матрица, состоящая из двух секций 2 и 3, толкателя 4, размещенного в полости нижней плиты, верхней плиты 5, на которой закреплен формовочный пуансон, состоящий из двух секций 6 и 7. Наружная секция 7 установлена в траверсе 8 и закреплена в ней винтом 9. Траверса связана с нижней плитой 1 двумя направляющими колонками 10 со втулками 11 и подпружинена в направлении к пуансону пружинами 12. Осевое перемещение траверсы 8 ограничивается гайками 14 и шайбами 13. Внутренняя секция 3 формовочной матрицы связана с нижней плитой 1 при помощи ступенчатых винтов 16 и пружин 15.
Разъем секций 6 и 7 формовочного пуансона выполнен по контуру обрезки облоя, при этом нижняя полость наружной секции 6 формовочного пуансона совпадает с уровнем торцовой плоскости гравюры ручья в пуансоне в момент деформации поковки.
Штамп работает следующим образом.
Нагретая заготовка устанавливается на формовочную матрицу (секции 2 и 3) через отверстие в секции 6 пуансона. При ходе ползуна пресса вниз секция 7 формующего пуансона центрирующим выступом В заходит в отверстие секции 6, образуя верхний формовочный ручей с облойной канавкой, и совместно с траверсой 8, сжимая пружины 12, двигаясь вниз, производит пластическую деформацию заготовки.
При ходе ползуна пресса вверх траверса 8 с закрепленной на ней секцией 6 под действием пружин 12 поднимается по колонкам 10 до упора в шайбы 13 и гайки 14. При ходе выталкивателя пресса (на чертеже не показано) вверх толкатель 4, воздействуя на секцию матрицы 3, выталкивает поковку с облоем из формовочного ручья матрицы и при дальнейшем ходе вверх производит обрезку облоя на поковке, проталкивая ее через режущий поясок p секции 6. Поковка удаляется в секции матрицы 3 клещами.
При ходе выталкивателя пресса вниз секция матрицы 3 под действием пружин 15 и ступенчатых винтов 16 опускается до упора в нижнюю плиту 16, снимая облой с боковой поверхности. Облой удаляется клещами в зазор между траверсой и матрицей.
Предлагаемое техническое решение позволяет при значительных ударных нагрузках повысить надежность работы штампа, а также упростить его конструкцию за счет исключения инерционных конструктивных элементов в виде скоб, рычагов и т. д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Совмещенный штамп для объемной штамповки и обрезки поковок | 1988 |
|
SU1538976A1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| Штамп для обрезки облоя | 1980 |
|
SU910301A1 |
Сущность изобретения: штамп для объемного деформирования и обрезки поковок содержит верхнюю плиту с пуансоном, нижнюю плиту с толкателем, составную матрицу, траверсу, жестко связанную с обрезной матрицей, с возможностью осевого перемещения. Обрезная матрица выполнена в форме кольца с режущей кромкой, образуя совместно с центрирующим выступом пуансона формовочный ручей с облойной канавкой. Внутренняя секция формующей матрицы взаимодействует с режущей кромкой обрезной матрицы с помощью привода возвратно-поступательного перемещения, выполненного в виде подпружиненных ступенчатых винтов и толкателя. 1 ил.
ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК, содержащий верхнюю плиту с пуансоном, нижнюю плиту с толкателем, составную матрицу, траверсу, жестко связанную с обрезной матрицей, с возможностью осевого перемещения, отличающийся тем, что обрезная матрица выполнена в форме кольца с режущей кромкой, образуя совместно с центрирующим выступом пуансона формовочный ручей с облойной канавкой, при этом внутренняя секция формующей матрицы взаимодействует с режущей кромкой обрезной матрицы с помощью привода возвратно-поступательного перемещения, выполненного в виде подпружиненных ступенчатых винтов и толкателя.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Совмещенный штамп для объемной штамповки и обрезки поковок | 1988 |
|
SU1538976A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
