1
Изобретение относится к пайке, в частности к устройствам для герметичной пайки крупногабаритных корпусов изделий электронной техники (ИЭТ) и для низкотемпературной бес- флюсовой пайки протяженных швов модулей с ультразвуковым воздействием
Целью изобретения является повышение качества пайки крупногабаритных корпусов.
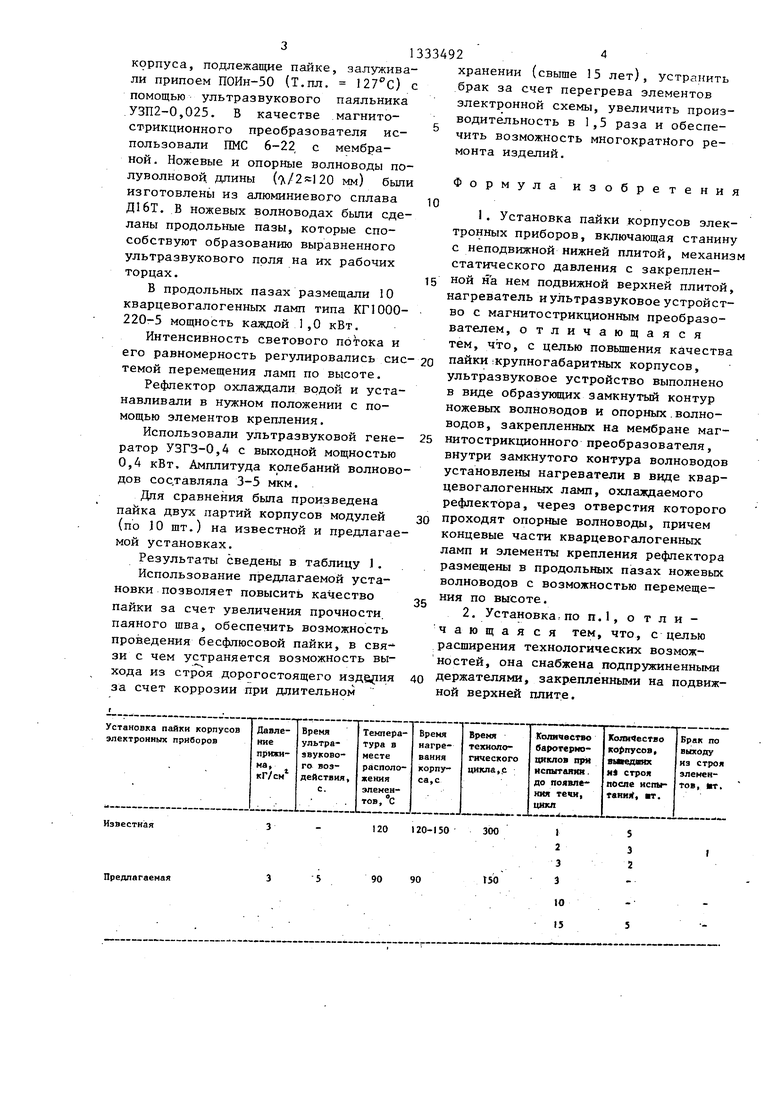
На фиг.1 схематически изображена установка пайки корпусов электронных приборов, вид сбоку; на фиг.2 - ультразвуковое устройство.
Установка содержит станину 1 с неподвижной нижней плитой 2 и подвижной верхней плитой 3,
Ультразвуковое устройство включает магнитострикционный преобразователь 4, мембрану 5 и ножевые волноводы 6 и 7, образующие внутренний объем 8. В ножевых волноводах 6 выполнены продольные пазы 9,в которых размещены кварцевогалогенные лампы 10 с элементами 11 крепления. Рефлектор 12 имеет возможность перемещения благодаря элементам 13 крепления, размещенным в продольных пазах 14, и охлаждается водой. На мембране 5 закреплены опорные волноводы 15, проходящие через отверстия 16 в рефлекторе 12. Статический прижим осуществляется через верхнюю подвижную плиту 3 с помощью пневматического устройства 7, давление которого измеряется манометром 18. На консоли 19 закреплен механизм 20 охлаждения. На подвижной верхней плите 3 закреплены держатели 21 корпуса 22.
Установка работает следующим образом.
На ножевых 6 и 7 и опорных 5 волноводах располагают крышку 23 и корпус 22 так, что они соприкасаются предварительно облуженными поверхностями. С помощью пневматического устройства 17 создают требуемое статическое усилие прижима. Включают нагрев кварцевогалогенных ламп 10 и нагревают крышку 23 и корпус 22 до температуры плавления припоя. В момент плавления припоя включают магнитострикционный преобразователь 4 и возбуждают ультразвуковые колебания в ножевых 6 и 7 и опорных 15 волноводах, причем в ножевых волноводах создается выровненное поле (без четко выраженных узлов и пучно
3334922
тей колебаний), что обеспечивает качественную бесфпюсовую пайку. Затем выключают нагрев и ультразвуковые колебания и изделие охлаждают с помощью механизма 20 охлаждения.
При распайке для проведения ремонтных работ издej7иe устанавливают крышкой 23 на ножевые волноводы 6 и
10 7 и опорные волноводы 15. В поддон корпуса 22 заливают порцию охлаждающей жидкости из механизма 20 охлаждения и включают кварцевогалогенные лампы 10. Нагревают д рьшку 23 с кор15 пусом 22 до температуры расплавления припоя, при этом температуру поддона корпуса поддерживают в допустимых пределах (порядка 90 С). С помощью пневматического устройства 17 плита 3 поднимается вместе с закрепленным держателями 21 корпусом 22. При этом с помощью держателей 21 крьшка 23 отстреливается, оставаясь на волноводах 6,7 и 15, и после выключения ламп
25 10 охлаждается.
Отстрел крышки 23 при распайке производится следующим образом.
20
0
5
Перед нагреванием изделия для распайки корпус 22 изделия прикрепляют жестко с помощью держателей 21 к подвижной плите 3. Для осуществления операции отстрела держатели 21 имеют пружинное устройство, состоящее из двух взаимодействующих пластинчатой и спиралевидной пружин. С помощью пневмоустройства 17 корпус 22 прижимается плоскостью крьш1ки 23 к волноводам 6,7 и 15.
0 Под действием усилия прижима пружины сжимаются. Пластинчатая пружина (не показана), сжимаясь, упирается в шов и припаяную крышку 23. Когда под воздействием нагрева припой в швах расплавится, включают пневматическое устройство 17, которое поднимает закрепленный в держателях 21 корпус 22. В это время под действием пружин, работающих на растяжение, крышка 23 отстреливается, оставаясь на волноводах.
На установке осуществляли герметизацию корпуса модуля (с габаритными размерами 120x230x75 мм) бесфпюg совой ультразвуковой пайкой с использованием припоя ПОИн-50. Дпина контурных швов по периметру около 700 мм. Общая длина паяных швов свы- nie 1000 мм. Поверхности крьппки и
5
0
корпуса, подлежащие пайке, залужива ли припоем ПОИн-50 (Т.пл, 127°С) помощью ультразвукового паяльника УЗП2-0,025. В качестве магнито- стрикционного преобразователя использовали ПМС 6-22, с мембраной . Ножевые и опорные волноводы полуволновой, длины ( А/2 120 мм) были изготовлены из алюминиевого сплава Д16Т. В ножевых волноводах были сделаны продольные пазы, которые способствуют образованию выравненного ультразвукового поля на их рабочих торцах.
В продольных пазах размещали 10 кварцевогалогенных ламп типа КГ1000- 220-5 мощность каждой 1,0 кВт.
Интенсивность светового потока и его равномерность регулировались сие темой перемещения ламп по высоте.
Рефлектор охлазвдали водой и устанавливали в нужном положении с помощью элементов крепления.
Использовали ультразвуковой гене- ратор УЗГЗ-0,4 с выходной мощностью 0,4 кВт. Амплитуда колебаний волноводов сос.тавляла 3-5 мкм.
Для сравнения была произведена пайка двух партий корпусов модулей (по JO шт.) на известной и предлагаемой установках.
Результаты сведены в таблицу .
Использование предлагаемой установки позволяет повысить качество пайки за счет увеличения прочности, паяного шва, обеспечить возможность проведения бесфлюсовой пайки, в свя- зи с чем устраняется возможность выхода из строя дорогостоящего за счет коррозии при длительном
5
0
5
о
5
хранении (свыше 15 лет), устранить брак за счет перегрева элементов электронной схемы, увеличить производительность в 1,5 раза и обеспечить возможность многократного ремонта изделий.
Формула изобретения
1. Установка пайки корпусов электронных приборов, включающая станину с неподвижной нижней плитой, механизм статического давления с закрепленной на нем подвижной верхней плитой, нагреватель и ультразвуковое устройство с магнитострикционным преобразователем, отличающаяся тем, что, с целью повышения качества пайки 1крупногабаритных корпусов, ультразвуковое устройство выполнено в виде образуклцих замкнутый контур ножевых волноводов и опорных.волноводов, закрепленных на мембране маг- нитострикционного преобразователя, внутри замкнутого контура волноводов установлены нагреватели в виде кварцевогалогенных ламп, охлаждаемого рефлектора, через отверстия которого проходят опорные волноводы, причем концевые части кварцевогалогенных ламп и элементы крепления рефпектора размещены в продольных пазах ножевых волноводов с возможностью перемещения по высоте.
2. Установкаг по п.1, о т л и - чающая ся тем, что, с целью расширения технологических возможностей, она снабжена подпружиненными держателями, закрепленными на подвижной верхней плите.
18
20
VUi. 1
Редактор А.Лежнина
Составитель Л.Абросимова Техред В.Кадар
Заказ 3908/13 Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Л.Бескид
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ РАДИОДЕТАЛЕЙ | 1992 |
|
RU2041036C1 |
| Паяльник для пайки и распайки | 1978 |
|
SU766775A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2022734C1 |
| Способ получения металлического порошка припоя | 1987 |
|
SU1507540A1 |
| Устройство для ультразвукового лужения и пайки изделий | 1984 |
|
SU1227385A1 |
| Способ пайки | 1977 |
|
SU941039A1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ ФЕРРИТОВ | 1992 |
|
RU2053064C1 |
| Устройство для возбуждения крутиль-НыХ КОлЕбАНий | 1979 |
|
SU837425A1 |
| Способ пайки корпусов СВЧ модуля | 1984 |
|
SU1181799A1 |
| Ультразвуковой инструмент для деформационного упрочнения и релаксационной обработки | 1990 |
|
SU1759611A1 |
Изобретение относится к пайке, в частности к устройству цпя пайки корпусов электронных приборов. Целью изобретения является повышение качества пайки крупногабарнтньгх корпусов. Установка содержит ультразвуковое устройство, выполненное в виде образующих замкнутый контур ножевых волноводов и опорных волноводов, за- гфепленных на мембране магнитострик- ционного преобразователя. В ножевых волноводах вьтолнены продольные пазы, в которых размеще:яы кварцевога- логенные лампы. Охлаждаемый рефлектор, через отверстия которого проходят опорные волноводы, также размещен в продольных пазах ножевых волноводов. Интенсивность светового потока и его равномерность регулировали системой перемещения ламп по высоте. Качество пайки повьппается за счет увеличения прочности паянного шва,,обеспечивается возможность проведения бесфпюсовой пайки за счет ультразвукового воздействия, в связи с чем устраняется выход из строя дорогостоящего изделия, устраняется перегрев элементов электронной схемы. 1 з.п. ф-лы, 2 ил., 1 табл. с S (Л со со со
| Противошоковая жидкость | 1942 |
|
SU66901A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3512254, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
