Ii3o6peTeHHie относится к сварочному производству, в частности к способам дуговой сварки штучными электродами, при которых обеспечивается :за- щита электросварщика от поражения электрическим током во время работы сварочного трансформатора в режиме холостого хода.
Цель изобретения - повьшение производительности сварочных работ за счет увеличения надежного возбзгжде- ния электрической дуги.
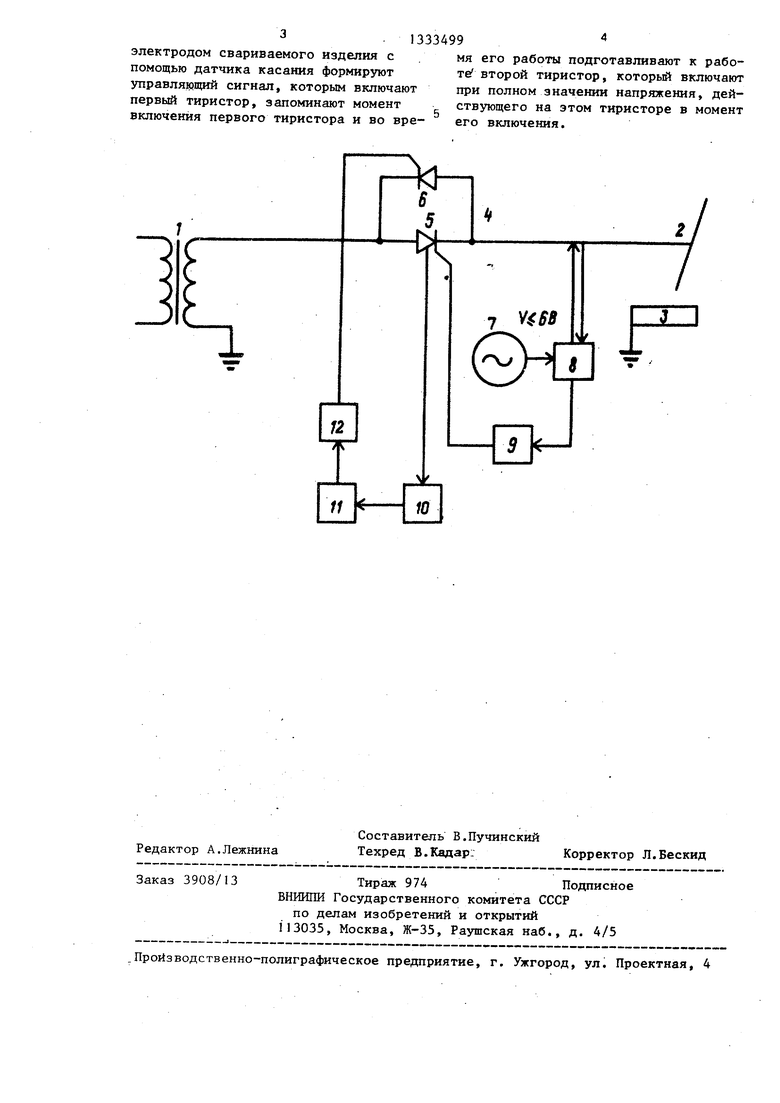
На чертеже представлена функциональная схема устройства для реализации, способа дуговой сварки с ограничением напряжения, действующего на электроде в режиме холостого хода сварочного трансформатора.
Устройство содержит сварочный трансформатор 1, электрод 2, свариваемое изделие 3, коммутатор 4, тн- ристоры 5 и 6 коммутатора, источник 7 дежурного напряжения, датчик 8 касания электродом свариваемого изделия, блок 9 включения первого тиристора, устройство 10, запоминающее включение первого тиристора 5, блок 11 подготовки включения второго т:и- ристора и блок 12 включения,
Сварочный трансформатор 1, подключен к электроду 2 и свариваемому изделию 3 через коммутатор 4,, тиристоры 5 и 6 которого включены между собой встречно-иараллельно, а источник 7 дежурного напряжения соединен с датчиком 8 касания электродом свариваемого изделия, подключенного к сварочной цепи со стороны электрода 2, при этом вь5ход датчика 8 касания связан с блоком 9 включения тиристора 5, соединенного с устройством 10, запоминающим момент его вютючения, которое через блок 11 подготовки включения второго тиристора 6 подсоединено к блоку 12 включения этого тиристора.
Сварку по предлагаемому способу осуществляют следующим образом.
На вторичной обмотке сварочного трансформатора 1 при разомкнутой сварочной цепи действует полное напряжение холостого хода. На электрод 2 с источника 7 подается дежурное напряжение безопасной величины. Датчик В касания электродом свариваемого изделия настраивают таким образом, чтобы при замыкании сварочной цепи на сопротивлении, не превьппающем 1 50-200 Ом
дежурное напряжение вызывало -появление на выходе датчика управляющего сигнала. Сварка начинается с касания электродом 2 свариваемого изделия 3. При сопротивлении промежутка электрод - изделие, достаточном дпя срабатывания датчика 8 касания, на его выходе появляется сигнал, который подают в блок 9 включения тиристора 5.
Посредством устройства 10 запоминают момент включения тиристора 5 и во время его работы подают управляющий сигнал в блок 1 подготовки включения тиристора 6, Включение тиристора 6 производят при полнофазном значении напряжения, действующего на нем в момент его включения при помощи блока 12, на который подают управляющий сигнал с блока 11 подготовки включения в момент перехода напряжения сварочного трансформатора через ноль.
Таким образом, начиная с второй полуволны синусоидального напряжения, действующего на вторичной обмотке сварочного трансформатора, и независимо от момента включения первого тиристора 5 на электрод всегда подается полное сварочное напряжение, обес- печивающее надежное возбуждение электрической дуги.
Формула изобретения
Способ дуговой сварки с ограничением напряжения, действующего на электроде в режиме холостого хода
сварочного трансформатора, заключающийся в ограничении напряжения, подводимого к электроду в режиме холостого хода за счет включения между сварочным трансформатором и электродом коммутатора, выполненного на тиристорах, включенньпс между собой встречно-параллельно, а на электрод посредством датчика касания постоянно подают дежурное напряжение безопасной величины, которое используют для управления тиристорньм коммутатором при замыкании сварочной цепи, отличающийся тем, что, с целью повышения производительности
сварочных работ за счет увеличения надежности возбуждения дуги, управление тиристорами коммутатора осуществляют раздельно и независимо друг от друга, при этом при касании
электродом свариваемого изделия с помощью датчика касаиия формируют управляющий сигнал, которым включают первый тиристор, запоминают момент включения первого тиристора и во вре-
т е-
1333499
мя его работы подготавливают к рабо- те второй тиристор, которьй включают при полном значении напряжения, действующего на этом тиристоре в момент его включения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| Устройство для дуговой сварки | 1987 |
|
SU1461596A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1986 |
|
SU1449271A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1286367A1 |
| Ограничитель напряжения холостого хода источников сварочного тока | 1983 |
|
SU1174204A1 |
| Устройство для ограничения напряжения холостого хода сварочных трансформаторов | 1986 |
|
SU1400816A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Устройство для автоматического отключения напряжения холостого хода источников сварочного тока | 1991 |
|
SU1815062A1 |
Изобретение относится к сварочному производству, в частности к способам дуговой сварки штучными электродами, при которых обеспечивается защита электросварщика от поражения электрическим током во время работы сварочного трансформатора в режиме холостого хода. Целью изобретения является создание способа дуговой сварки с ограничением напряжения, действующего на электроде в режиме холостого хода сварочного трансформатора, обеспечивающего повышение производительности сварочных работ за счет по- выщения надежности возбуждения электрической дуги. Цель достигается тем, что напряжение на электроде ограничивают за счет того, что между сварочным трансформатором и электродом включают коммутатор, выполненный на тиристорах, включенных между собой встречно-параллельно. На электрод посредством датчика касания постоянно подают дежурное напряжение безопасной величины, которое используют для управления тиристорным коммутатором при замыкании сварочной цепи. 1 ил. i (Л 00 со со
Редактор А.Лежнина
Заказ 3908/13
Тираж 974Подписное
ВНИИ1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель В.Пучинский Техред В.Кадар:
Корректор Л.Бескид
