Изобретение относится к сварочному производству, а именно к средствам для автоматизации сварочных процессов.
Цель изобретения - расширение функциональных и технологических возможностей устройства для дуговой сварки.
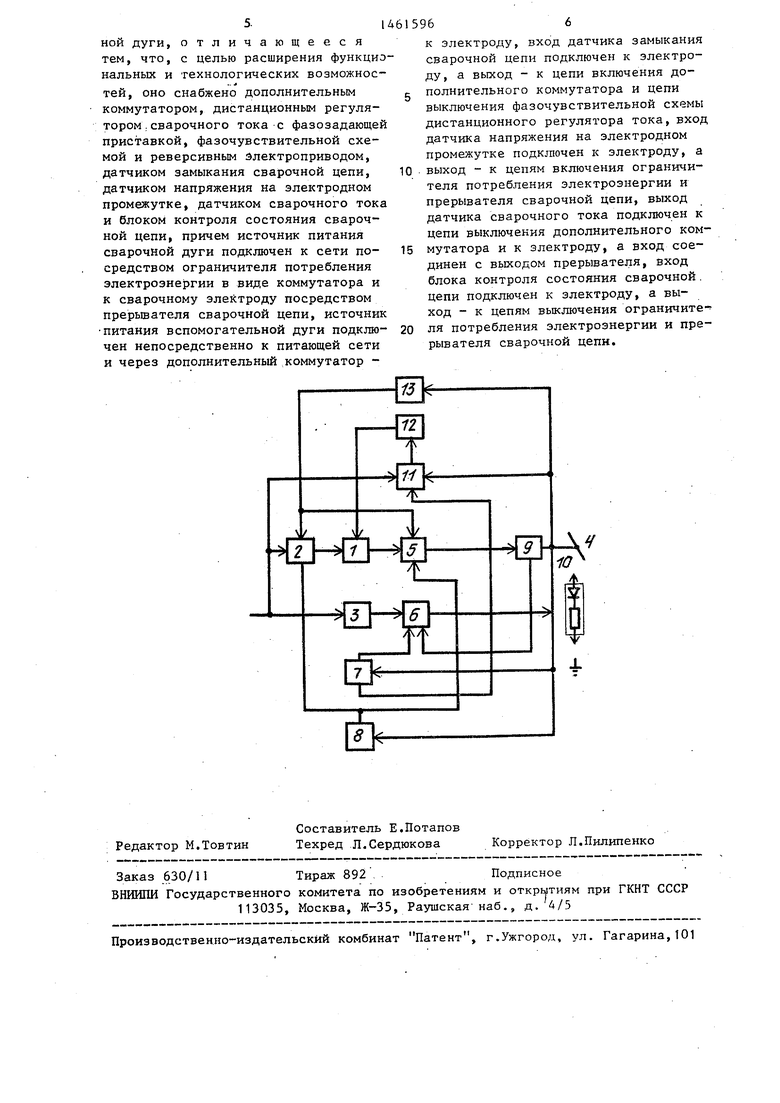
На чертеж.е представлена блок-схема устройства для дуговой сварки.
Устройство содержит источник 1 питания сварочной дуги (выпрямитель или трансформатор), ограничитель 2 потребления электроэнергии в виде коммутатора, источник 3 питания вспомогательной дуги, электрод 4, прерыватель 5 сварочной цепи, дополнительный коммутатор 6, датчик 7 замыкания сварочной цепи, датчик 8 напряжения на электродном промежутке, датчик 9 сварочного тока, дистанционный регулятор сварочного тока с фазозадающей приставкой 10, фазочув- ствительной схемой 11 и реверсивным
электроприводом 12, блок контроля 13
I
состояния сварочной цепи. При этом источник 1 питания сварочной дуги (вьтрямитель или трансформатор) подключен к сети посредством ограничителя 2 потребления электроэнергии в виде коммутатора и к сварочному электроду 4 посредством прерывателя 5 . сварочной цепи. Источник 3 питания вспомогательной дуги подключен непос
Од
сд
со
о
редстненно к питающей сети и через дополнительный коммутатор 6 к электроду 4. Датчик 7 замыкания сварочной цепи своим выходом соединен с цепью включения дополнительного коммутатора 6 источника-3 питания вспомогательной дуги, датчик 8 напряжения на электродном промежутке соединен с ограничителем .2 потребления электроэнергии и прерывателя 5 сварочной цепи, датчик 9 сварочного тока соединен с дополнительным коммутатором 6. Фазочувст вительная схема 11 подключена к сети, один ее вход соединен с электродом 4, а выход посредством реверсивного электро привода 12 - к источнику 1 питания, второй вход соединен с выходом датчика 7 замыкания сварочной цепи, вход блока 13 контроля состояния сварочной цепи подключен к электроду 4, а выход - к цепи выключе ния ограничителя 2 потребления электроэнергии и прерьюателя 5 сварочной цепи.
Устройство работает следующим образом. .
Режим холостого хода. В режиме холостого хода источник 1 питания сварочной дуги отключен от питающей сети ограничителя 2 потребления Ьнер гии Источник 3 питания вспомогательной дуги подключен к сети, но поскольку прерьшатель 5 сварочной -о цепи и дополнительный коммутатор 6 выключены, высокое напряжение на электрод 4 не подается. В. зависимости от конструкции датчика 7 замыкания сварочной цепи от него к электроду 4 может быть приложено напряжение, ограниченное до величины, не превьпнающей 12 В. Величина напряжения, действующего на электроде 4 в режиме холостого хода, контролируется блоком 13 контроля состояния сварочной цепи.
Дистанционное регулирование сварочного тока производится в режиме холостого хода.
Регулирование осуществляется c;iie- дующим образом. Фазозадающая приставка 10, содержащая диод, включает
ся между электродом 3 и землей . В зависимости от включения диода фа- зозадающей приставки 10 фазочувстви- тельнай схема 11 формирует управляющие импульсы по соответствующему фазовому каналу, обеспечивая включение
0
0
реверсивного электропривода 12 и его работу с заданным направлением вращения. Электропривод 12 воздействует на систему регулирования сварочного тока источника 1 питания сварочной дуги (подвижные катушки, щу йт, потенциометр задания тока).
Сварка. Сварка производится с касания электродом 4 свариваемого изделия. При этом срабатывает датчик 7 замыкания сварочной цепи, включающий дополнительный коммутатор 6. В сварочной цепи возникает ток порядка 45 7А при напряжении источника 3 питания вспомогательной дуги 70-1ООВ. Одновременно с этим сигнал с датчика 7 отключает от сварочной цепи фа- зочувствительную схему 11 онного регулятора тока. При отрьше электрода 4 от изделия возбуждается малоамперная вспомогательная дуга, напряжение которой подается на вход датчика 8 напряжения на электродном
5 промежутке. При включении датчика 8 сигнал с его выхода подается на управляющие входы ограничителя 2 потребления электроэнергии и прерьшате- ля 5 сварочной цепи, обеспечивая их включение.
В цепи, образованной вспомогательной дугой, возникает сварочный ток и возбуждается сварочная дуга. При этом включается датчик 9 сварочного тока, который отключает дополнительный коммутатор 6, и источник 3 питания вспомогательной дуги переводится в режим холостого хода. Сварка осуществляется Ьбьтными методами.
Сварка заканчивается разрывом электрической дуги, при том на электроде 4 устанавливается напряжение холостого хода источника I питания сварьчной дуги, которое воздействует
5 на блок 13 контроля, производя его включение. Сигнал с блока 13 койтро- ля подается в цепи управления ограничителя 2 пбтребления электроэнергии - и прерывателя 5 сварочной цепи, выключая их и переводя устройство в режим холостого хода.
0
5
0
0
Формула изобретения
gg Устройство для дуговой сварки, со- держ ащее источник питания сварочной дуги, электрод, ограничитель потребления электроэнергии в виде ком1 ута-- тора и источник питания вспомогатель
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Источник питания сварочной дуги переменного тока | 1987 |
|
SU1547988A1 |
| Ограничитель напряжения холостого хода сварочных трансформаторов | 1988 |
|
SU1539016A1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| Ограничитель напряжения холостого хода источников питания сварочной дуги | 1988 |
|
SU1532224A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1982 |
|
SU1074674A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1983 |
|
SU1189620A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| Устройство для дистанционного регулирования сварочного тока | 1976 |
|
SU662292A1 |
Изобретение относится к сварочному производству, а именно к средствам для автоматизации сварочных процессов Цель изобретения - расширение функциональных и технологических возможностей устройства. Устройство содержит источник питания сварочной дуги, коммутатор и источник питания вспомогательной дуги. Имеется прерыватель сварочной цепи, дополнительный коммутатор, датчик напряжения на электродном промежутке,,датчик сварочного тока и дистанционный регулятор сварочного тока с фазозадающей приставкой (ФП). Фазочувствительная схема ФП подключена к сети, а выход ФП соединен с реверсивным электроприводом. Блок контроля состояния сварочной цепи входом подключен к электроду, а выходом - к цепям выключения коммутатора и прерывателя сварочной цепи. Устройство обеспечивает сварку как на постоянном, так и на переменном токе, возбуждение сварочной дуги без примерзания электрода, дистанционное регулирование сварочного тока и ограничение напряжения в режиме холостого хода при его воздействии дольше 1 с. 1 ил. С в (Л
| Устройство для ограничения напряжения холостого хода сварочных источников питания | 1978 |
|
SU747647A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
