13
ной 0,5-3 мм и ориеь тироваиы в радиальном направлении и перпендикулярно поверхности корпуса 1 при коэффициенте заполнения Oj05-0sl5, Между абразивными пластинами 2 расположен абразивный наполнитель 3 с износостойкостью ниже износостойкости пластин 2, а абразив наполнителя имеет зернистость, равную зернистости абразивных зерен указа1П1ых пластин или на 1-2 номера ниже их, и количество его составляет 10-50% объема напол
Изобретение относится к области производства алмазно-абразивного инструмента для торцовой обработки плоских и сферических поверхностей деталей из стекла, кварца, керамики, ко- рунда и др. материалов, применяю1щх- ся Б оптико-механической, радиотехнической, радиоэлектронной, приборостроительной и других областях промышленности,
Целью изобретения является повышение износостойкости инструмента.
Абразивный торцовьш инструмент содержит корпус, на котором закреплены абразивные пластины. Между ними расположен абразивный наполнитель с износостойкостью ниже износостойкости пластин. Каждая из абразивных пластин выполнена шириной 0,5-3,0 мм и ориентирована в радиальном направлении и перпендикулярно поверхности корпуса при коэффициенте заполнения 0,05-0,15 а абразив наполнителя имеет зернистость, равную зернистости абразивных зерен указанных пластин или на 1-2 номера ниже, и количество его составляет 10-50% объема наполнителе, В качестве наполнителя инструмент содержит эпоксидную или пеко-канифоль- ную смолы,
Применение з абразивном торцовом инструменте рабочих элементов в форме абразивных плоских пластин с узколезвийной рабочей поверхностью шири- 35 ной 0,5-3,0 мм и с учетом особенностей технологии изготовления, установка их этой узкой стороной на корпус инструмента позволяет улучшить
921
нителя. В качестве наполнителя инструмент содержит эпоксидную или пеко- канифольную смолу. На рабочей поверхности инструмента выполнены направленные от центра к периферии технологические отводные каналы 4, Конструкция круга позволяет с высокой экономической эф(1)ективностью при значительном сокращении расхода алмазов обрабатывать различные поверхности заготовок. 1 з.п. ф-лы, 2 ил. , 1 табл.
5
5
0
5
условия работы связанных металлической, керамической или иной связкой абразивных зерен, повысить их режу- пдае свойства. Так кап в процессе изготовления указанных абразивных пластин усилия прессования направлены перпендикулярно их большей плоскости,, то абразивные зерна, имеющие даже незначительную несимметричность, подвергаются механической ориентации своими длинными осями перпендикулярно вектору прикладываемых при прессовании усилий, т,е. вдоль большей плоскости пластины Дальнейшая установка этих пластин на узкую 0,5 - 3,0 мм плоскость обеснечивает повышенную абразивную способность этих частично сориентированных алмазных зерен. Установленная опытным путем оптимальная ширина пластин 0,5 - 3,0 мм при указанном их размещении способствует работе инструмента в режиме самозатачивашш, когда осколки сработанного стекла и отходы связки, которыми адсорбируются промежутки между зерна№1 абразива на рабочих поверхностях абразивных элементов, не могут удерживаться на узкой ширине (о,5-3,О мм) поверхности и срываются обрабатьгоаемой заготовкой, обнажая режущие кромки выступающих из связки алмазов, предотвращая засали вание инструмента.
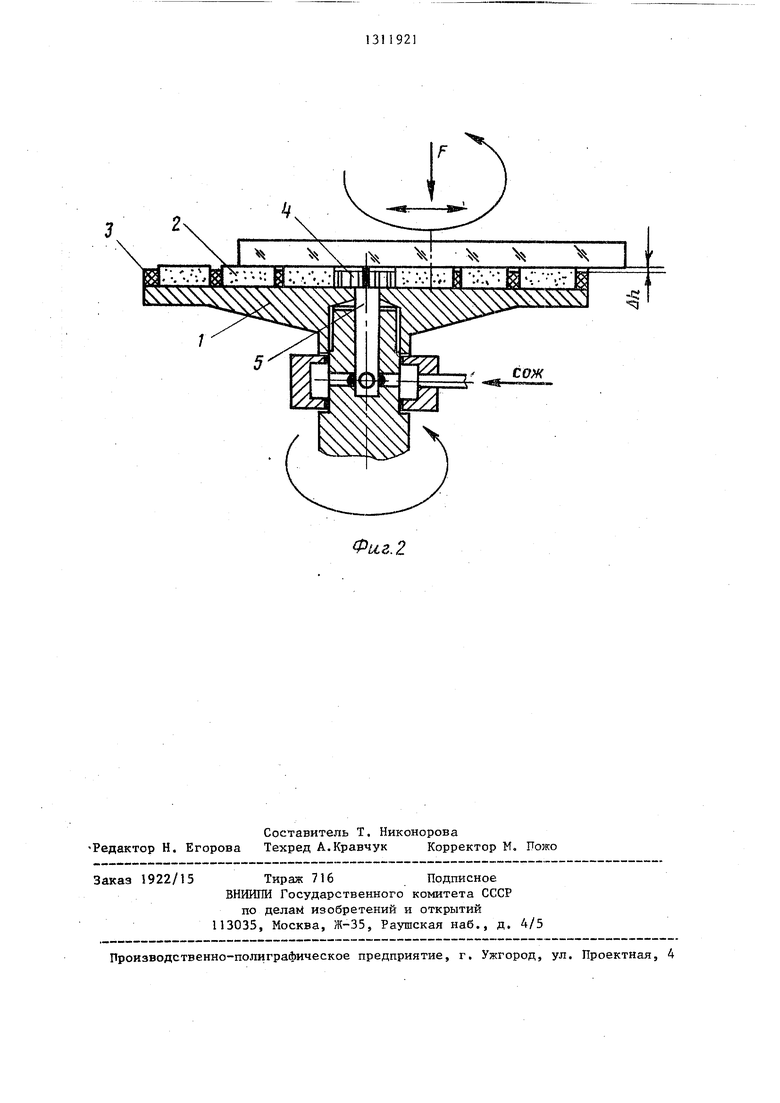
Установленный опытным путем коэффициент заполнения рабочей поверхно- ,сти инстрзт ента К Fg/Fj, (где F;., - сумг арная рабочая площадь абразивных пл.;стин; F. - площадь рабочей поверхности корпуса инструмента), равный 0,05-0,15 значительно занижен - в 1,5-10 раз, что также способствует повьшенйю абразивной способности инструмента, так как позволяет за счет повьшения удельных давлений на рабочие алмазные зерна наиболее полно использовать их режущие свойства при сравнительно небольших статических давлениях. Закрепленные на корпусе абразивные элементы для обеспечения необходимой жесткости заливают легко подвергающимся абразивному износу наполнителем, например, зпоксидной смолой, заподлицо с рабочей поверх- ностью абразивных элементов, который одновременно вьтолняет роль регулятора рабочих зазоров для подачи смазы- вающе-охлаждающей жидкости в зону резания и поддержания постоянных опти- мальных условий смачивания и охлаждения рабочих поверхностей абразивных элементов. В процессе работы инструмента диспергированные алмазные отходы стекла, а также выработанная связка абразивных элементов воздействуют на рабочую поверхность инструмента и, в том числе на межэлементный наполнитель и вырабатывают его с таким расчетом, что между ним и обра- батываемой заготовкой, опираняцейся на абразивные элементы, образуется зазор uh, равный величине выступающих из связки алмазных зерен, через который СОЖ поступает к рабочей по- верхности абразивных элементов.
Таким образом, независимо от фактической высоты абразивных элементов в момент работы в инструменте автоматически (заложено технологией) поддерживаются условия для обеспечения, смачивания инструмента, отвода тепла от рабочих алмазов и вьшода отходов обработки из рабочей зоны. Это в значительной мере улучшает смазывакяде- охлаждающий эффект инстрз мента, способствует поддержанию условий работы его в режиме самозатачивания и представляет возможность применения абразивных элементов со значительно большей высотой.
Предлагаемый инструмент дополнительно снабжен специально изготовленными и направленными от центра к пе- риферии технологическими отводными каналами, которые под действием давления в магистрали подачи СОЖ, а также центробежных сил вращения инструмента улучшают отвод шлама из зоны обработки деталей, а вместе с тем и отвод тепла. В зависимости от размеров инстр5 мента, формы его рабочей поверхности, режимов обработки и применяемой оснастки профиль данных каналов может иметь различную геометрическую форму, например, прямоугольную, прямоугольную с уступами, изогнутую, суживающуюся и другие. За счет суживания и кривизны отводные каналы обеспечивают необходимое избыточное давление жидкости в зоне контакта инструмента и заготовки, что повьшает эффективность смачивания и отвода тепла из нее. Пазы, .образованные радиальным расположением абразивных элементов и отводными, между ними калиброванными каналами, играют роль резервуаров для размещения отходов резания, а стенки их выполняют роль скребков , которые их удаляют.
Скрапливаясь в каналах, шлам потоком жидкости удаляется и инструмен не засаливается, что способствует по вьштению режущей его способности, стабильности работы и качества обработки деталей. Снижение температуры в предлагаемой конструкции происходи и за счет образования на каждом режущем выступе в результате ударного характера нагрузки заборной части, облегчающей внедрение в обрабатываемый материал расположенных на ней алмазных зерен и увеличивающей их работоспособное число. Повышается и вентиляционная способность инструмента (в радиальном и концентрическом направлениях), достигается и более эффективная работа СОЖ, так как она захватьшается каналами и под действием центробежных сил вращакицейся пары и инерционных свойств жидкости через зазоры в наполнителе в достаточном количестве проходит через зазор между обрабатываемой заготовкой и рабочими поверхиостями абразивных элементов. Все это снижает усилие трения в зоне oiSpa6oTKH и соответственно накопление тепла и уменьшает адгезионный и диффузионный износ алмазных зерен, а также вероятность их сталкивания и преждевременного вырьгоания из связки, что ведет к повьшгению износостойкости инструмента, абразивной его стойкости и повьшгению производи- тельиости работы.
51
Абразивный компонент вводится в наполнитель в количестве 10-50% объема наполнителя, размеры его зерен идентичны алмазам или ниже на 1-2 порядка. По мере срабатьгоания абразивных элементов и выработки наполнителя абразивный компонент периодически вводится в контактную зону обработки заготовки. Воздействуя на рабочую поверхность абразивных элементов он очищает их от возникающих очагов засаливания шламом и, вырабатывая при этом связку абразивных элементов, обнажает свежие алмазные зерна и вводит их в работу.
На фиг. 1 схематично показан абразивный торцовый инструмент со стороны рабочей поверхности, общий вид; на фиг. 2 - то же, разрез.
Абразивный торцовый инструмент со держит корпус 1, абразивные пластины 2 при 12,5%-ном содержании алмазов с узколезвийной рабочей поверхностью шириной 1,5 мм, которые установлены на корпусе радиально и своей большей стороной перпендикулярно его плоской поверхности с коэффициентом заполнения 0,07 на диаметре инструмента 350 мм. На инструменте установлено
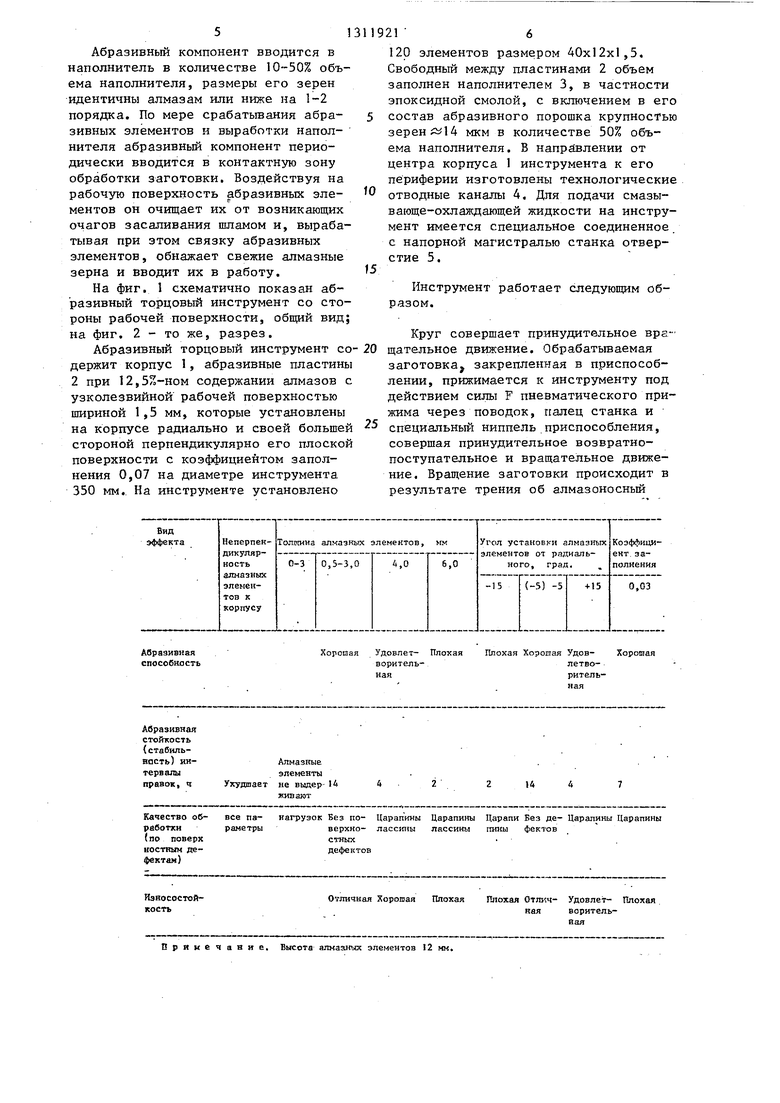
Вид эффекта Непсрпен- Толодана алмазкых элементов, к Угол установки алмазных Козффицидикуляр- 11тэлементов от радиаль- ент. заиость 0-3 0,5-3,0 А,О 6,0 ного, град, , полнения
йлмаэньк
элемен--15 (-5) -5 +15 0,03
тов к
корпусу
Абразивная . Хороаая Удовлет- Плохая Плохая Хорошая Удов- Хорошая
способностьворитель-летвонаярительиая
Абразивная стойкость {стаВильвость) ИИ-Алмазные..
тервалыэлементы
правок, ч Ухудшает не вьщер-14 4 2 2 14 4 7 живают
Качество об-все па- нагрузок Без по- Царапины Царапины Царапи Без де- Царалины Царапины
работкнраметрыверхно- лассипы лассины гапш фектов
(по поверхстных.
ностным де-дефектов
фектам)
Изиосостой-Отличная Хорошая Плохая Плохая Отлич- Удовлет- Плохая
костьнаяверительгая
Прякечавае, Высота алмаатс5 элементов 12 мм.
11921 6
120 элементов размером 40x12x1,5. Свободный между пластинами 2 объем заполнен наполнителем 3, в частности эпоксидной смолой, с включением в его 5 состав абразивного порошка крупностью зерен л 4 мкм в количестве 50% объема наполнителя. В направлении от центра корпуса 1 инструмента к его периферии изготовлены технологические отводные канахсы 4. Для подачи смазы- вающе-охлаждающей жидкости на инструмент имеется специальное соединенное/ с напорной магистралью станка отверстие 5.
10
5
Инструмент работает следующим образом.
Круг совершает принудительное вра- 20 щательное движение. Обрабатьшаемая заготовка, закрепленная в приспособлении, прижимается к инструменту под действием силы F пневматического прижима через поводок, палец станка и специальный ниппель приспособления, совершая принудительное возвратно- поступательное и вращательное движение. Вращение заготовки происходит в результате трения об алмазоносный
25
7 1 слой инструмента, что в совокупности с компоновкой инструмента обеспечивает формирование сложного криволинейного режущего профиля с удалением припуска заготовки отдельными слоями обеспечивая оптимальные условия его работы. В процессе работы инстр тчен- та происходит врезание выступающих из связки абразивных пластин 2 алмазных зерен в обрабатываемую заготовку и ее абразивный износ. Продукты износа заготовки и связки инструмента попадают в зазор uh между рабочей поверхностью инструмента и обрабатываемой заготовкой и в результате низ- кой износостойкости наполнителя 3 производят его выработку. Работа инструмента производится при постоянной под давлением подаче СОЖ через отверстие 5 в центре корпуса инструмен- та Образовавшийся в результате абразивного износа заготовки и инструмента шлам вместе с СОЖ центробежными силами вращающейся пары и избыточного давления в магистрали выбрасывается наружу. Лучшему выводу шлама из контактной зоны обработки, смачиванию и охлаждению инструмента служат отводные каналы 4. В целях исключения заI
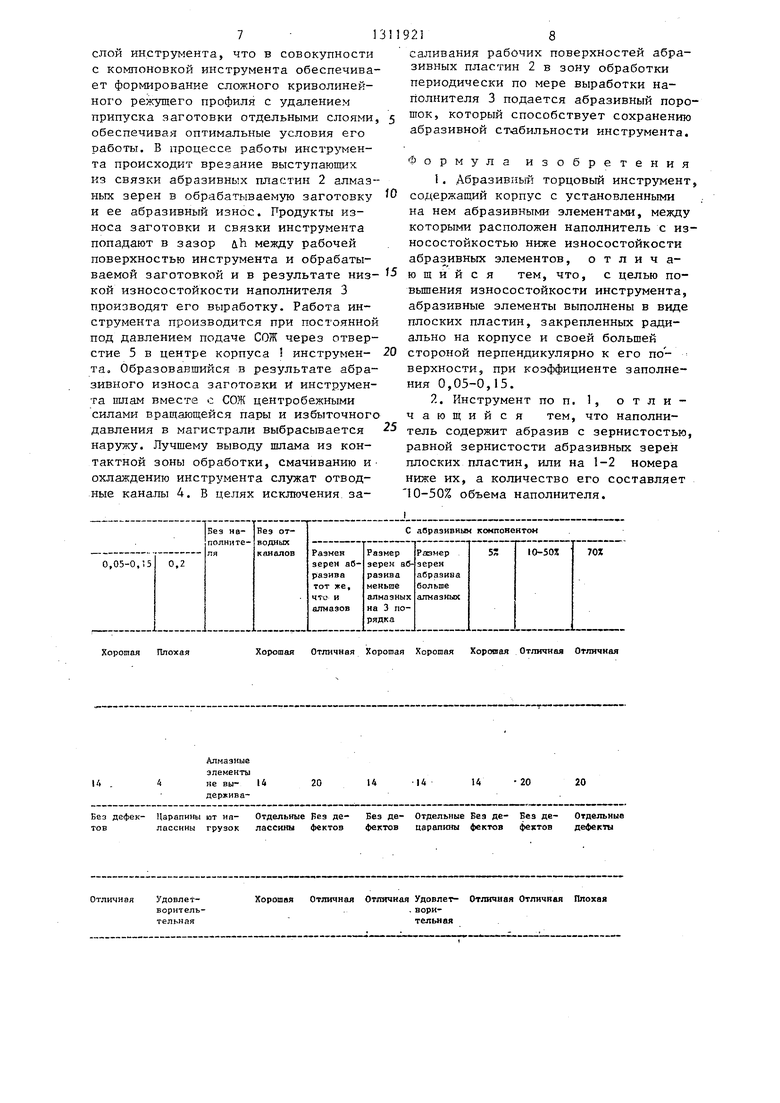
Без на- Вез от-С аОразивным компонентом
полните- водных ,
ля каналов Размен Размер Размер 5S 10-50% | 701 0,05-0,15 0,2зерен аб- зерен аб-зерен
разива разива абразива тот же, меньше больше что и алмазных алмазных аямазов на 3 порядка
Хорошая ПлохаяХорошая Отличная Хорошая Хорошая Хорошая Отличная Отличная
Алмазные элементы I/, . 4 не вы- 14 20 14 -14 14 -20 20
держиваБез дефек- Царапины ют на- Отдельные Вез де- Вез де- Отдельные Без де- Без де- Отдельные тов лассины грузок ласскны фактов фектов царапины фектов фектов дефекты
УдовлетБорительтельная
Хорошая Отличная
9218
саливания рабочих поверхностей абразивных пластин 2 в зону обработки периодически по мере выработки наполнителя 3 подается абразивный порошок, который способствует сохранению абразивной стабильности инструмента.
Формула изобретения
1. Абразивиьй торцовый инструмент содержащий корпус с установленными на нем абразивными элементами, между которыми расположен наполнитель с износостойкостью ниже износостойкости абразивных элементов, отличающийся тем, что, с целью по- вьщгения износостойкости инструмента, абразивные элементы выполнены в виде плоских пластин, закрепленных ради- ально на корпусе и своей большей стороной перпендикулярно к его по- - верхности, при коэффициенте заполнения 0,05-0,15.
.. Инструмент по п. 1, отличающийся тем, что наполнитель содержит абразив с зернистостью, равной зернистости абразивных зерен плоских пластин, или на 1-2 номера ниже их, а количество его составляет 10-50% объема наполнителя.
Отличная Удовлет- , вори- тельная
Отличная Отличная Плохая
ч Ч Ч Ч
-
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Способ изготовления абразивного инструмента | 1979 |
|
SU921837A1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ И ИНСТРУМЕНТОВ (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166425C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2524295C1 |
Изобретение относится к области производства алмазно-абразивного инструмента для торцовой обработки плоских и сферических поверхностей из стекла, кварца, керамики и других материалов, применяющихся в оптико- механической, радиотехнической, радиоэлектронной, приборостроительной и других областях промьшленности. Изобретение позволяет повысить износостойкость инструмента. Для этого в круге, состоящем из корпуса I и закрепленных на нем абразивных элементов на металлической связке последние выполнены в виде пластин 2 шириJ S сл Фиг.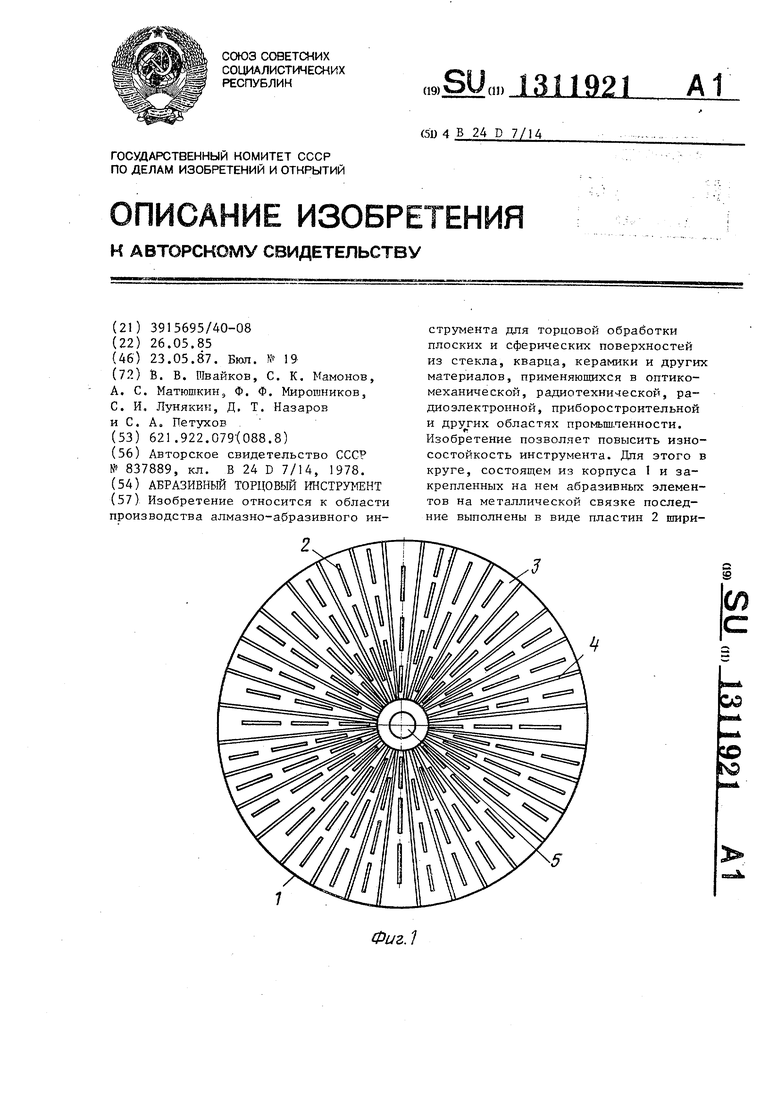
| Алмазный инструмент для обработкиКАМНя | 1978 |
|
SU837889A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
