15
20
1
Изобретение относится к полиграфии ,
Цель изобретения - повышение качества печати элементов с размерами более 0,5 мм.
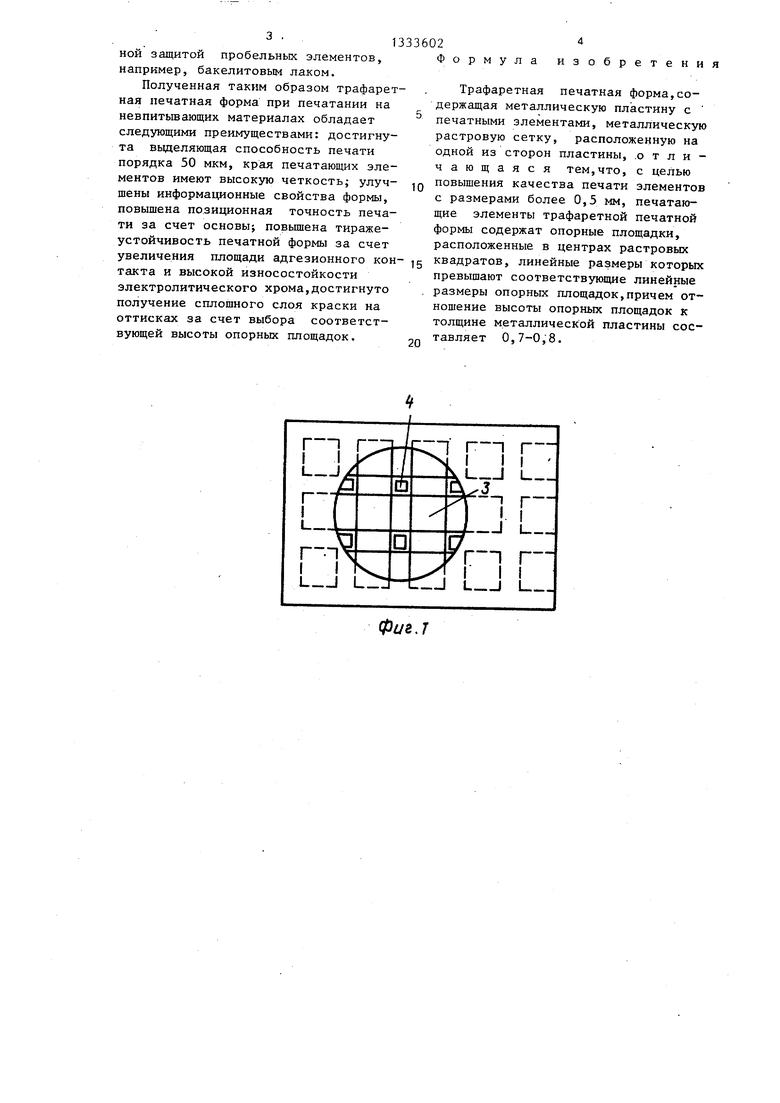
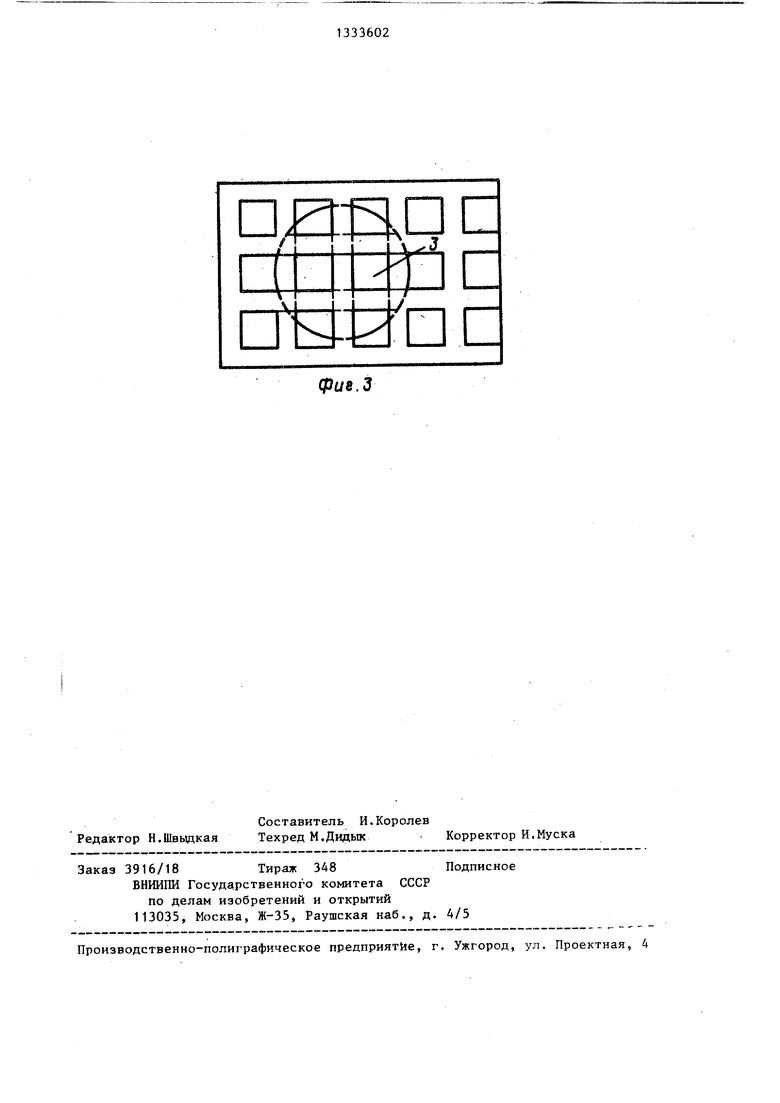
На фиг. 1 схематически показана трафаретная печатная форма; на фиг. 2 - то же, разрез;на фиг. 3 -. то же, вид сверху.10
Трафаретная печатная форма содержит металлическую пластину 1,напри- мер,о омедненную с обеих сторон гальваническим путем, металлическую растровую сетку 2, выполненную из высокопрочного металла, например электролитического хрома, и расположенную с одной из сторон металлической тины (фольги) 1, ас другой стороны металлической пластины (фольги) 1 нахо дятся печатающие элементы 3 и опорные площадки 4, расположенные в центрах растровых квадратов сетки 2 таким образом, что их линейные размеры превышают соответствующие линейные размеры опорных площадок 4,причем отношение высоты опб@ных площадок к толщине фольги составляет 0,7 - 0,8.
Экспериментально установлено,что в процессе печати под действием гидродинамического давления краски в клиновом зазоре между ракелем и печатной формой металлическая сетка трафаретной печатной формы испытыва ет деформации изгиба, в результату чего металлическая растровая сетка стремится прижаться к поверхности запечатываемого материала. Нали- чие опорных площадок с соотношением х высоты к толщине металлической ольги 0,7 - 0,8 допускает прогибание металлической растровой сетки на печатающих элементах на величину, составляющую 0,2 - 0,3 толщины металической фольги,при этом устраняется контакт последней с запечатываемой поверхностью.После снятия давления металлическая растровая сетка восста- 50 навливает свою первоначальную форму, открывая опорные площадки от запечатываемой поверхности, и красочный слой вследствие небольшого растекания закрьшает зоны контакта опор- 55 ных площадок с запечатываемой поверхностью. В результате этого слой краски на оттиске становится монолитным, что существенно повьш1ает качестволе
щад ги ду и ет на ва пл всл ющ по вы ме эт но эл те ме
ющ 25
40 гал 6 м 30 эле 18 лич СПФ ма og вид тур ди изо поз 40 Пол уда щищ ва
45
Тем 15гарас 1,3 теч ты сче в у
5
0
0 5
во печати Элементов размерами более 0,5 - 0,8 мм.
При отношении высоты опорньк площадок к толщине металлической фольги меньше 0,7 уменьшается зазор между металлической растровой сеткой и запечатываемым материалом,уменьшается количество краски, перешедшей на оттиск, ухудшаются условия закрывания краской зон контакта опорных площадок запечатываемой поверхностью, вследствие чего изображение печатающих элементов в центральных зонах получается дискретным.При отношении высоты опорных площадок к толщине металлической фольги, большем 0,8, эти площадки по своим свойствам становятся эквивалентными пробельным элементам печатнЪк форм, в результате чего изображение печатающих элементов также становится дискретным.
Получают трафаретную форму следующим образом. 5
Берут медную фольгу .толщиной 40 мкм, подмедненную с обеих сторон гальванической медью толщиной 5- 6 мкм,с нанесенным на одну QTopoHy 0 электролитическим хромом толщиной 18-20 мкм, на обе стороны бимет.ал- лической фольги наносят фоторезист СПФ-2-40, на который со стороны хрома откопирован диапозитив сетки в g виде растра глубокой печати с линиа- турой 5-6 ЛИН/СМ, а со стороны меди - диапозитив воспроизводимого изображения с совмещенным с ним диапозитивом растроопорных площадок. 0 Полученные копии протравлены для удаления хромового покрытия с незащищенных участков в ipacTBope состава, мл/л:
Ортофосфорная кислота
(плотность 1,7 г/см ) 88,5
Цинк хлористый,водный
раствор (плотность
1,5 г/смЪ
Гипофосфит натрия, г
5
900
10
12
Вода дистиллированная Температура 18-20 С, время травления 1520. мин. Цосле этого медная фольга протравлена до хромовой сетки в растворе хлорного железа плотностью 1,35 - 1,37 г/см при 18-20 С в течение 20-25 мин, Уменьшение высоты опорных площадок достигнуто за счет их травления в течение 5-6 мин в указанном растворе с предварительной защитой пробельных элементов, например, бакелитовым лаком.
Полученная таким образом трафаретная печатная форма при печатании на невпитьшающих материалах обладает следующими преимуществами: достигнута вьщеляющая способность печати порядка 50 мкм, края печатающих элементов имеют высокую четкость; улуч- щены информационные свойства формы, повыщена позиционная точность печати за счет основы; повышена тираже- устойчивость печатной формы за счет увеличения площади адгезионного кон такта и высокой износостойкости электролитического хрома,достигнуто получение сплошного слоя краски на оттисках за счет выбора соответствующей высоты опорных площадок,
о
р м у л а
и
4 зоб
р е т е н и я
Трафаретная печатная форма,содержащая металлическую пластину с печатными элементами, металлическую растровую сетку, расположенную на одной из сторон пластины, .отличающаяся тем,что, с целью повышения качества печати элементов с размерами более 0,5 мм, печатающие элементы трафаретной печатной формы содержат опорные площадки, расположенные в центрах растровых квадратов, линейные размеры которых превышают соответствующие линейные размеры опорных площадок,причем отношение высоты опорных площадок к толщине металлической пластины составляет 0,7-0,8.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНАЯ ФОРМА С СООБЩЕННЫМИ ПЕЧАТНЫМИ ЭЛЕМЕНТАМИ И СПОСОБ ПЕЧАТИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2331522C2 |
| СПОСОБ ДВУСТОРОННЕЙ ПЕЧАТИ НА ПЛОСКИХ ПОЛИМЕРНЫХ МАТЕРИАЛАХ | 2013 |
|
RU2526682C1 |
| ПЕЧАТНАЯ ФОРМА (ВАРИАНТЫ) И СПОСОБ ПЕЧАТИ | 2005 |
|
RU2303532C2 |
| Способ тампопечати | 1985 |
|
SU1416329A1 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |
| КРАСЯЩАЯ КОМПОЗИЦИЯ ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ ВЫСОКОГО КАЧЕСТВА/ВЫСОКОГО РАЗРЕШЕНИЯ, ПЕЧАТНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ С ПОМОЩЬЮ КРАСЯЩЕЙ КОМПОЗИЦИИ ДЛЯ ТРАФАРЕТНОЙ ПЕЧАТИ, И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОГО ИЗДЕЛИЯ | 2015 |
|
RU2610757C1 |
| Способ изготовления трафаретной печатной формы | 1990 |
|
SU1784494A1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТИСНЕНОЙ ПЛАТИНКИ | 2007 |
|
RU2417896C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С ОБЛАДАЮЩИМ ОПТИЧЕСКИ ПЕРЕМЕННЫМИ СВОЙСТВАМИ ЭЛЕМЕНТОМ | 2003 |
|
RU2327576C2 |
Изобретение относится к полиграфии. Цель изобретения - повышение качества печати элементов с размерами более 0,5 мм.Трафаретная печатная форма содержит металлическую пластину 1,металлическую растровую сетку 2, расположенную с одной из сторон пластины 1, а с другой стороны пластины 1 находятся печатающие элементы 3 и опорные -площадки 4, расположенные в/центрах растровых квадратов сетки 2,линейные размеры которых превышают соответствующие линейные размеры опорных площадок 4, причем отношение высоты опорных площадок к толщине фольги 0,7-0,8. 3 ил. фиг. 2
Фив. 7
(рие.З
Редактор Н.Швыдкая
Составитель И.Королев
Техред М.Дидык - Корректор И.Муска
Заказ 3916/18 Тираж 348Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Фотомеханический способ изготовления трафаретных печатных форм | 1960 |
|
SU137120A1 |
| Механический грохот | 1922 |
|
SU41A1 |
