Изобретение относится к печатным процессам, при которых красочное изображение переносится печатной формой на запечатываемый материал непосредственно или с использованием офсетных форм за счет механического давления. Изобретение может быть использовано для изготовления различной печатной продукции с получением оттиска высокого качества на носителях различного типа и, в частности, для печати ценных бумаг, таких как банкноты, облигации, банковские чеки, лотерейные билеты и т.п.
В известных печатных процессах, осуществляемых с использованием печатных форм с углубленными печатными элементами, одна из проблем заключается в том, что под воздействием давления в процессе печати происходит «растискивание» красочного изображения за счет попадания излишков краски из переполненных печатных элементов на пробельные участки формы. При недостаточном заполнении краской каких-либо печатных элементов возможно непропечатывание соответствующих участков красочного изображения.
При небольших давлениях, характерных, например, для трафаретной печати с использованием печатных форм со сквозными или углубленными печатными элементами, значительная толщина слоя краски ограничивает разрешающие характеристики изображения. При этом для получения качественного оттиска необходимы специальные краски и методы закрепления изображения на оттиске, что существенно снижает производительность и повышает затраты.
Трафаретная печать в силу специфических особенностей и, в частности, из-за невысокого давления при печати не может быть использована для получения оттиска с характерными особенностями, присущими оттискам, получаемым, например, металлографской печатью, при печати ценных бумаг.
При металлографской печати краской заполняются только углубления, выполненные на поверхности печатной формы травлением или гравированием, для чего после нанесения краски на печатную форму ее избыток удаляют с помощью вишерных устройств - стирающего валика или ракеля (RU 2249639, В41М 3/14, 10.04.2005 - /1/, WO 00/20216, В41М 3/00, 13.04.2000 - /2/).
В процессе печати в /1/ и /2/ запечатываемый материал с высоким давлением прижимается прижимным цилиндром с эластичной поверхностью к печатной форме. При этом основа запечатываемого материала, например бумаги, вдавливается в заполненные краской углубления печатной формы.
Полученный оттиск состоит из отстоящих друг от друга печатных линий или участков (плашек), которые в зависимости от глубины гравирования печатной формы покрыты красочным слоем различной толщины.
Под действием высокого давления прижима запечатываемый материал дополнительно подвергается тиснению, при этом обратная сторона носителя информации приобретает рельефную структуру. На запечатываемой методом металлографской печати основе носителя информации в результате ее тиснения и переноса на нее краски получается оттиск с различимой на ощупь рельефной структурой.
Эти особенности у полученных методом металлографской печати оттисков позволяют отличить их от оттисков, полученных другими методами. Однако металлографской печати как разновидности глубокой печати присущи проблемы «растискивание» красочного изображения, непропечатывания и неодинаковой толщины красочного слоя на участках с разной оптической плотностью оттиска.
Для получения рельефного оттиска изображения с достаточной толщиной слоя краски и высокой четкостью применяют комбинированную печать, при которой трафаретная печатная форма со сквозными печатными элементами размещается между формой высокой печати и запечатываемым материалом (патент RU 2191700, далее /3/). На форму высокой печати наносится слой краски, при этом перенос краски на запечатываемый материал осуществляют за счет прижатия декелем запечатываемого материала к трафаретной печатной форме, а последней - к форме высокой печати и создания плотного контакта между ними. Получаемый таким образом оттиск имеет характерные для оттисков ценных бумаг четкость, рельеф и структуру.
К недостаткам этого известного технического решения /3/ следует отнести невысокую производительностью и сложность автоматизации печатного процесса для больших тиражей.
Из патента RU 2225291 (далее - /4/) известна печатная форма с углубленными печатными растровыми элементами, образованными сеткой пересекающихся растровых линий, у которой растровый печатный элемент соединен со смежным через промежуток в растровой линии. Для получения оттиска растровые элементы заполняют краской, излишки которой удаляют ракелем, при этом растровые линии являются опорой для бумаги, которая в процессе печати непосредственно соприкасается с растром. Наличие промежутков приводит к тому, что количество краски, переходящей на запечатываемый материал, увеличивается. Запечатанные поверхности становятся более однородными и не имеют следов растровых линий.
Однако печатный процесс в /4/ требует применения специальных красок с определенными реологическими характеристиками, свойства которых должны обеспечивать диффузию краски в местах соприкосновения растровых линий и бумаги. Использование этого печатного процесса ограничивается также требованиями к запечатываемым материалам, в основном бумаге, которая должна обладать соответствующими свойствами.
Из патентного документа JP 2000-335124 А (далее - /5/) известны способ печати и печатная форма глубокой (металлографской) печати, которая содержит средство для регулирования уровня краски в печатном элементе, выполненное в виде поршневого устройства, которое приподнимает краску в печатном элементе, исключая тем самым возможность непропечатывания. Однако печатная форма /5/ имеет сложную конструкцию из-за наличия поршневого устройства у каждого печатного элемента.
В известных печатных процессах качество оттиска определяется также и особенностями процесса переноса краски с формы на запечатываемый материал, определяющий качество структур, образующихся при расщеплении краски, которые создают впечатление неравномерности запечатывания поверхности бумаги.
В печатных элементах формы краска находится не в виде ровного слоя, а имеет более или менее неравномерную зернистую структуру. Перенос чрезмерно большого количества краски приводит к образованию слишком грубой структуры на поверхности перенесенного после расщепления слоя. В процессе отделения бумаги от формы образуется преимущественно один большой красочный тяж, который в конце концов разрывается посередине.
Небольшое число красочных нитей на единице площади ведет к образованию грубой структуры поверхности расщепления, которая на бумаге имеет вид апельсиновой кожуры. Мелкозернистая структура поверхности разрыва обусловливает большую равномерность оттиска.
Известно, что равномерность оттиска может быть достигнута исключением факторов, затрудняющих перенос краски на стадии разрыва, таких как высокая вязкость, большая скорость печатания и малая толщина красочного слоя.
Однако это ограничивает разнообразие красочных и запечатываемых материалов, которые могут быть использованы для достижения тех или иных эффектов, обеспечивающих повышенную степень защищенности ценного документа от подделки, и снижает производительность печати.
В основу изобретения положена задача создания печатной формы, обеспечивающей достижение технического результата, заключающегося в повышении качества печати за счет снижения вероятности «растискивания» краски на пробельных участках, получении оттисков с повышенной степенью защиты от подделки, аналогичных оттискам металлографской печати, и повышении качества оттиска за счет образования мелкозернистой структуры красочного отпечатка.
Кроме того, технический результат заключается в расширении технологических возможностей печатного процесса за счет обеспечения возможности подачи краски как со стороны рабочей поверхности печатной формы аналогично подаче краски при глубокой печати, так и с обратной стороны рабочей поверхности аналогично подаче краски при трафаретной печати.
Кроме того, в основу изобретения была положена задача повышения производительности печатного процесса и расширения ассортимента используемых красочных и запечатываемых материалов.
Указанная задача решается с помощью объектов, представленных в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы.
Согласно первому изобретению технический результат достигается за счет того, что печатная форма, содержащая рабочую поверхность, контактирующую под давлением в процессе печати с воспринимающей поверхностью для переноса на нее красочного слоя, расположенного в печатных элементах, характеризуется тем, что, по меньшей мере, два печатных элемента сообщены между собой под рабочей поверхностью средством для перераспределения краски между ними за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати.
Это обеспечивает исключение или снижение вероятности «растискивания» краски на пробельных участках за счет перемещения избыточного количества краски из одних печатных элементов по средству для перераспределения краски в другие печатные элементы. Под воспринимающей поверхностью здесь и далее понимается либо поверхность запечатываемого материала при непосредственном переносе на нее краски с формы, либо офсетная поверхность, с которой после нанесения красочное изображение переносится на запечатываемый материал.
Для повышения качества структуры отпечатка, по меньшей мере, один из сообщенных печатных элементов имеет средство для разрыва красочного слоя, выполненное в виде, по меньшей мере, одного элемента, разделяющего полость этого печатного элемента, по меньшей мере, на две части и предназначенного для взаимодействия с воспринимающей поверхностью при ее деформации под давлением печати.
В процессе деформации воспринимающей поверхности вплоть до возможного контакта с разделяющим полость элементом происходит разрыв красочного слоя в печатном элементе. За счет этого на воспринимающей поверхности после ее отделения остается отпечаток, образованный в процессе переноса краски большим числом коротких нитей, что снижает эффект «апельсиновой корки».
Средство для перераспределения краски может быть выполнено в виде, по меньшей мере, одного канала, сообщающего полости печатных элементов.
Для заполнения печатных элементов краской печатная форма может иметь каналы, подводящие краску от системы подачи краски к средству для перераспределения краски, которые выполняются цилиндрическими и/или щелевидными.
Каналы, подводящие краску, могут быть объединены в группы по цвету краски, подаваемой от системы подачи краски, в соответствии с цветовым изображением.
В целях упрощения технологии изготовления каналов и элементов разрыва печатная форма может содержать, по меньшей мере, два функциональных слоя, из которых первый - печатный слой - выполняется с рабочей поверхностью и сквозными печатными элементами, а второй - опорный слой - на своей внутренней стороне, примыкающей к первому слою, имеет открытые сквозными печатными элементами донные участки печатных элементов.
Первый и второй функциональные слои могут быть выполнены соответственно в виде печатной и опорной пластин из металла.
Как один из вариантов конструктивного исполнения средство для перераспределения краски может быть выполнено в виде гарантированного зазора между первым и вторым слоями.
Каналы, подводящие краску, и средство для перераспределения краски должны быть выполнены с возможностью обеспечения условия, при котором давление на выходе каналов, подводящих краску, в процессе деформирования воспринимающей поверхности превышает давление на входе этих каналов.
Это обеспечивает перераспределение краски между печатными элементами и исключает обратное перемещение краски в подводящие каналы в процессе деформирования воспринимающей поверхности.
Как один из вариантов конструктивного исполнения средство для перераспределения краски может быть выполнено в виде образующих каналы канавок на одной или обеих примыкающих или расположенных с зазором друг к другу внутренних сторонах функциональных слоев.
Наиболее предпочтительно выполнение средства для перераспределения краски в виде каналов, образованных канавками на внутренней стороне второго функционального слоя.
Для обеспечения перераспределения краски между печатными элементами и исключения ее обратного перемещения в подводящие каналы при перераспределении суммарное гидравлическое (гидродинамическое) сопротивление каналов, подводящих краску, должно превышать суммарное гидравлическое сопротивление каналов средства.
Средство для разрыва красочного слоя и средство для перераспределения краски в печатных элементах может быть выполнено в виде сетки, размещенной между первым и вторым слоями.
В этом случае промежутки между переплетениями нитей сетки и прилегающими к ней поверхностями функциональных слоев играют роль каналов для перераспределения краски между печатными элементами, а расположенные в области печатных элементов участки нитей являются элементами для разрыва красочного слоя в полостях печатных элементов при деформировании воспринимающей краску поверхности.
Для исключения миграции краски в каналы, подводящие краску, эти каналы и сетка должны иметь геометрические параметры, при которых давление на выходе каналов, подводящих краску, в процессе деформирования воспринимающей поверхности превышает давление на входе этих каналов.
Для повышения тиражестойкости печатной формы каналы, подводящие краску, и сетка имеют геометрические параметры, при которых в процессе деформирования воспринимающей поверхности разница между давлением печати и давлением на выходе каналов, подводящих краску, обеспечивает давление в зонах контакта сетки со слоями, не превышающее предел текучести материалов сетки и слоев.
Сетка может быть выполнена из металла или полимера, при этом толщина сетки, определяемая удвоенной величиной диаметра нитей переплетения, должна составлять не менее 0,08 мм, что с учетом реологических свойств красок является минимальной величиной для обеспечения перераспределения краски в промежутках переплетения нитей сетки.
Средство для разрыва красочного слоя и средство для перераспределения краски в печатных элементах может быть выполнено в виде ребристой структуры на одной или обеих примыкающих друг к другу сторонах функциональных слоев.
В этом случае промежутки между выступами и прилегающими к ним поверхностями слоев выполняют функцию каналов для перераспределения краски между печатными элементами, а расположенные в области печатных элементов гребни выступов являются элементами для разрыва красочного слоя в полостях печатных элементов при деформировании воспринимающей краску поверхности.
Каналы, подводящие краску, и геометрические параметры ребристой структуры должны быть выполнены с возможностью обеспечения условия, при котором давление на выходе каналов, подводящих краску, в процессе деформирования запечатываемого материала превышает давление на входе этих каналов для исключения перемещения краски в каналы, подводящие краску.
Для этого геометрические параметры каналов, подводящих краску, и ребристой структуры выбираются из условия, при котором суммарное гидравлическое сопротивление каналов, подводящих краску, превышает суммарное гидравлическое сопротивление каналов, образованных ребристой структурой.
Технический результат достигается также способом печати, при котором рабочая поверхность печатной формы под давлением в процессе печати контактирует с воспринимающей поверхностью с переносом на нее красочного слоя, расположенного в печатных элементах, включающим заполнение печатных элементов краской, характеризующимся тем, что печать осуществляют печатной формой, у которой, по меньшей мере, два печатных элемента сообщены между собой под рабочей поверхностью, после заполнения печатных элементов краской в процессе контакта рабочей поверхности печатной формы с воспринимающей поверхностью перераспределяют краску между сообщенными печатными элементами за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати.
Это обеспечивает исключение или снижение вероятности «растискивания» краски на пробельных участках за счет перемещения избыточного количества краски в одних печатных элементах по средству для перераспределения краски в другие печатные элементы.
Способ печати характеризуется также тем, что, по меньшей мере, в одном из сообщенных печатных элементов разрывают красочный слой за счет взаимодействия воспринимающей поверхности при ее деформировании с, по меньшей мере, одним элементом, разделяющим полость и, соответственно, красочный слой печатного элемента на, по меньшей мере, две части.
Этим обеспечивается отпечаток на воспринимающей поверхности, образованный в процессе переноса краски большим числом коротких нитей, что исключает визуальный эффект «апельсиновой корки».
Способ характеризуется также тем, что давление при печати обеспечивает упругое и/или пластическое деформирование воспринимающей поверхности, необходимое для перераспределения краски и разрыва красочного слоя.
В качестве воспринимающей поверхности может быть выбрана поверхность запечатываемого материала, которую деформируют упруго и/или пластически, чем обеспечивают характерный для металлографской печати оттиск и обработку самого запечатываемого материала.
В этом случае реализуется способ печати с прямым переносом красочного изображения с формы на запечатываемый материал.
Кроме того, в качестве воспринимающей поверхности может быть выбрана офсетная поверхность, с которой красочный слой переносят на поверхность запечатываемого материала. Офсетную поверхность деформируют только упруго для обеспечения ее многократного использования.
Заполнение печатных элементов краской осуществляют со стороны рабочей поверхности формы или со стороны, обратной стороне рабочей поверхности формы. В первом случае заполнение печатных элементов краской осуществляется с помощью средств и методов, которые используются для этого в глубокой и, в частности, металлографской печати, а во втором - трафаретной печати.
Описанный способ печати может быть использован для печати различной печатной продукции и, в частности, для печати ценных бумаг и документов.
На фиг.1 схематично изображена печатная форма с сообщенными печатными элементами, поперечный разрез;
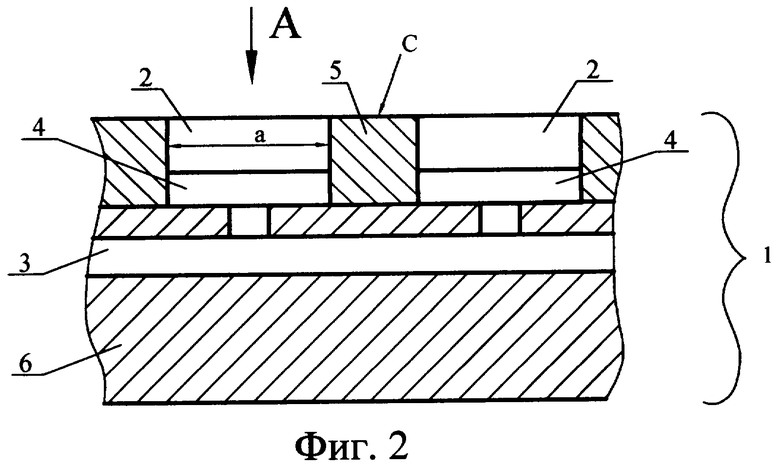
на фиг.2 - печатная форма из двух функциональных слоев с сообщенными печатными элементами и средством для разрыва красочного слоя в полости печатного элемента;
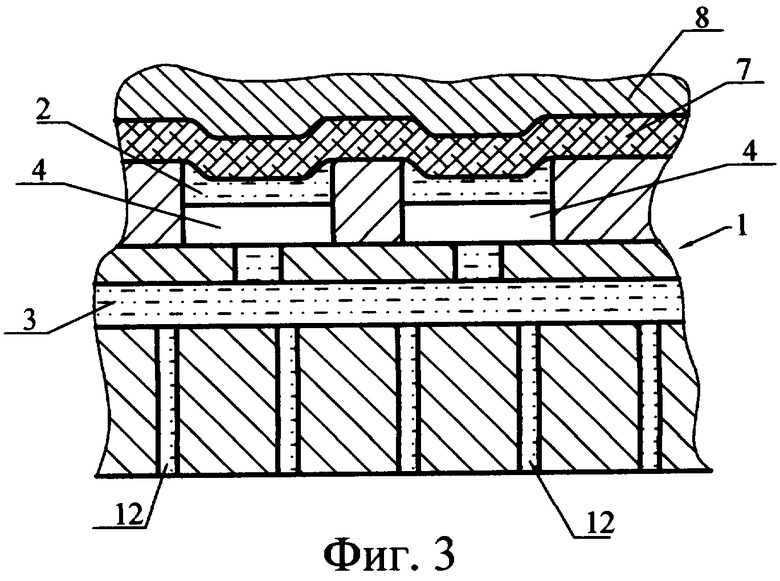
на фиг.3 - печатная форма из двух слоев с каналами для подачи краски в печатные элементы и средством для разрыва красочного слоя в полости печатного элемента во взаимодействии с запечатываемым материалом в печатном процессе;
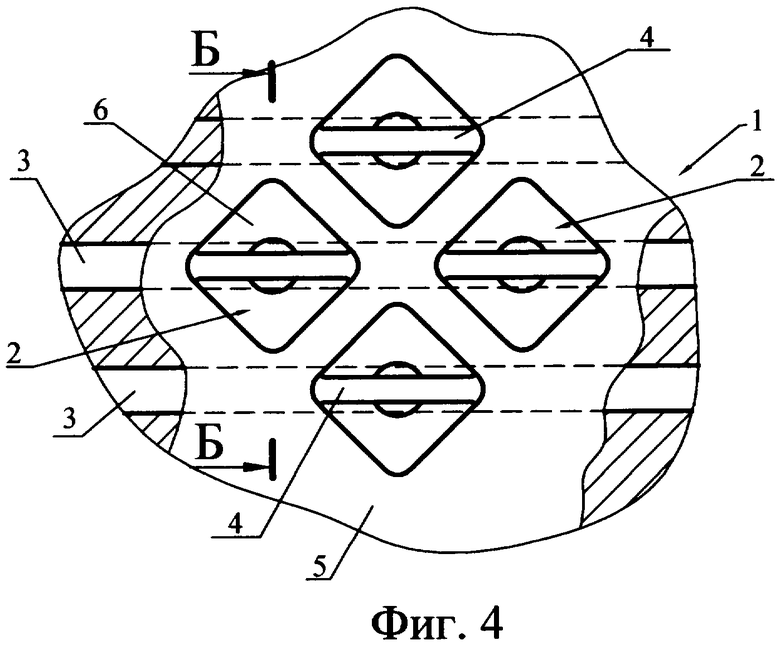
на фиг.4 - вид А на фиг.2;
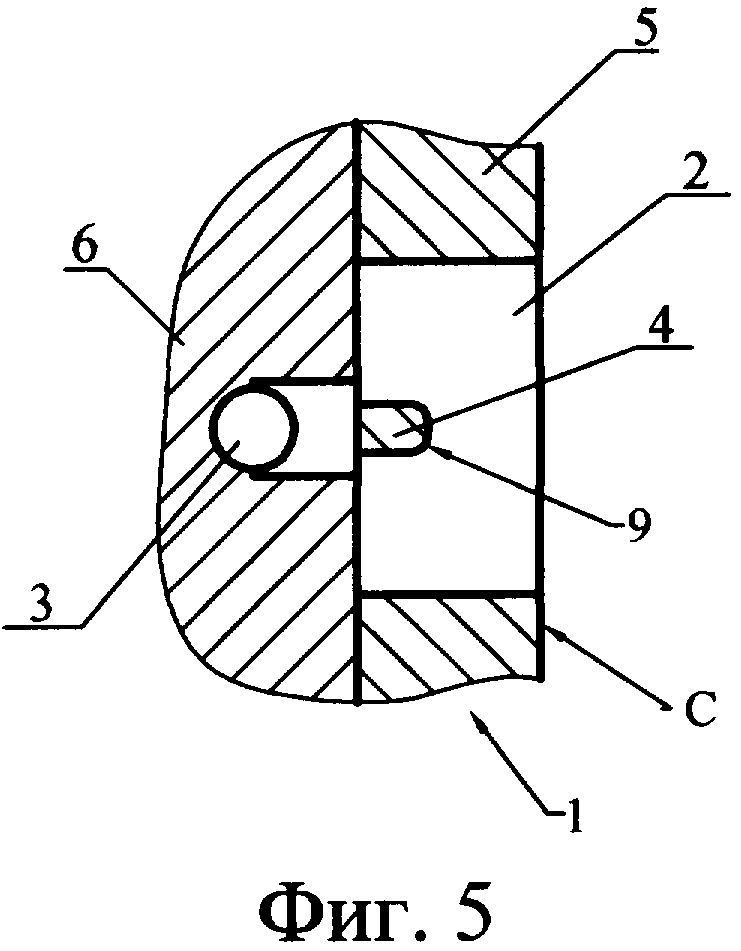
на фиг.5 - разрез Б-Б на фиг.4;
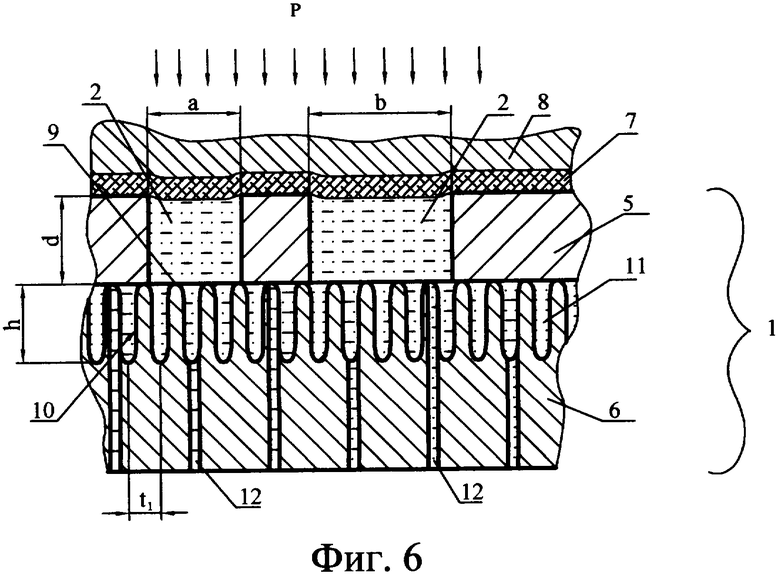
на фиг.6 - изображена печатная форма из двух слоев с каналами для подачи краски в печатные элементы и средством для разрыва красочного слоя и перераспределения краски в виде ребристой структуры в печатном процессе во взаимодействии с запечатываемым материалом;
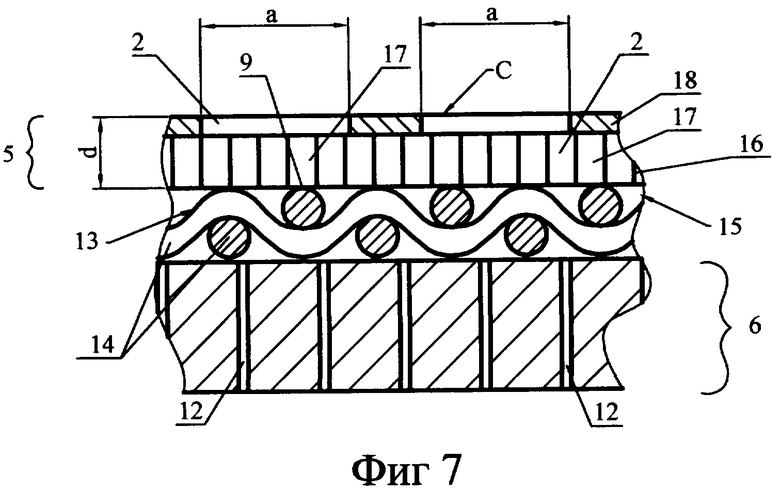
на фиг.7 - многослойная печатная форма с гальванической сеткой и сеткой, образованной переплетением нитей, в качестве средства для разрыва красочного слоя и перераспределения краски в печатных элементах;
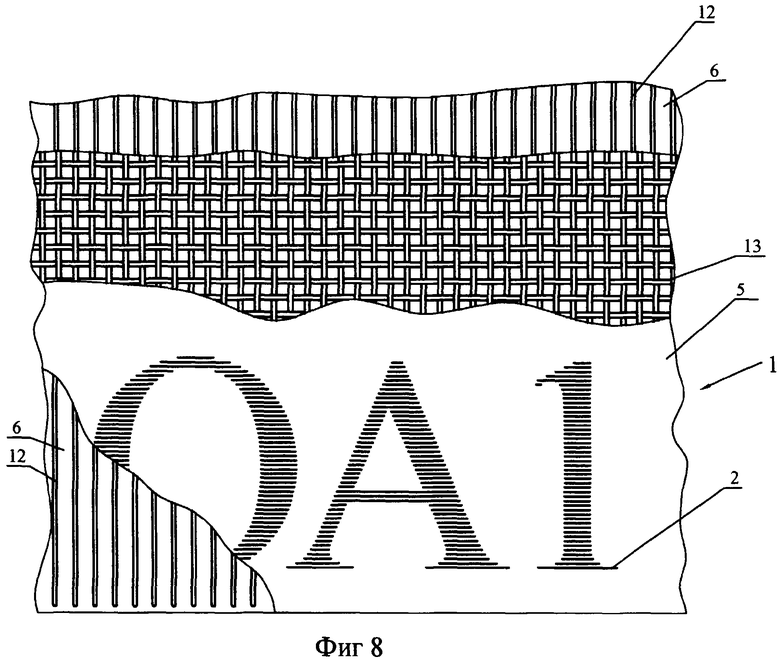
на фиг.8 - печатная форма, в которой средство для разрыва красочного слоя и перераспределения краски в печатных элементах выполнено в виде сетки переплетения между слоями со щелевидными каналами для подачи краски в печатные элементы, вид в плане;
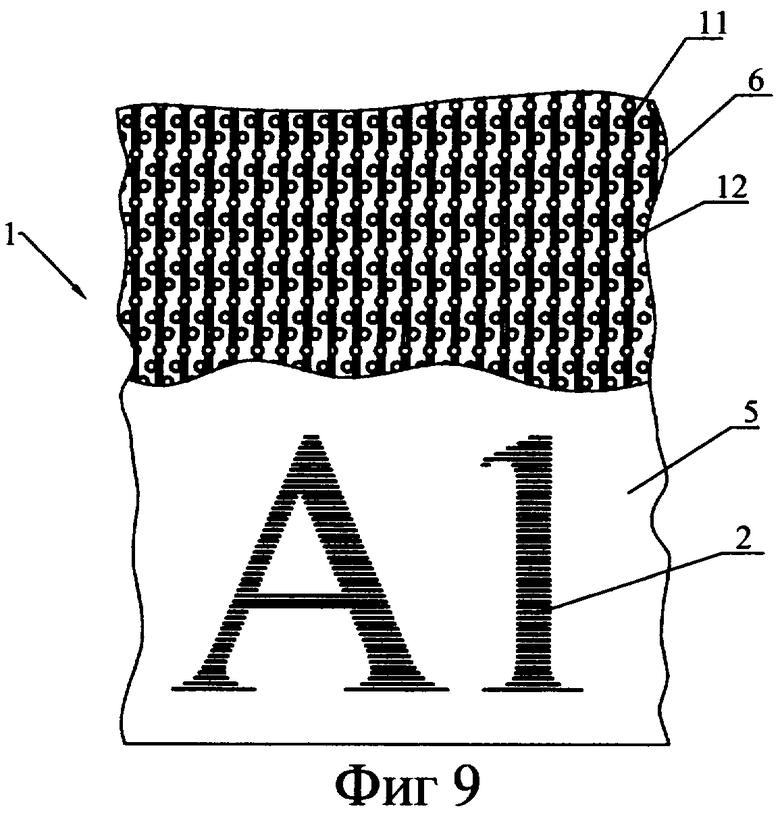
на фиг.9 - представлена печатная форма, у которой средство для перераспределения краски в печатных элементах выполнено в виде каналов между слоями с цилиндрическими каналами для подачи краски в печатные элементы, вид в плане;
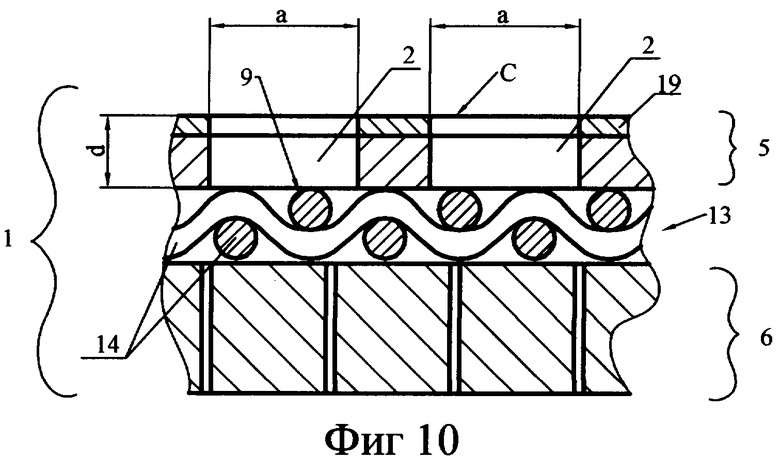
на фиг.10 - печатная форма с сеткой переплетения, расположенной между слоями, первый слой формы имеет подслой;
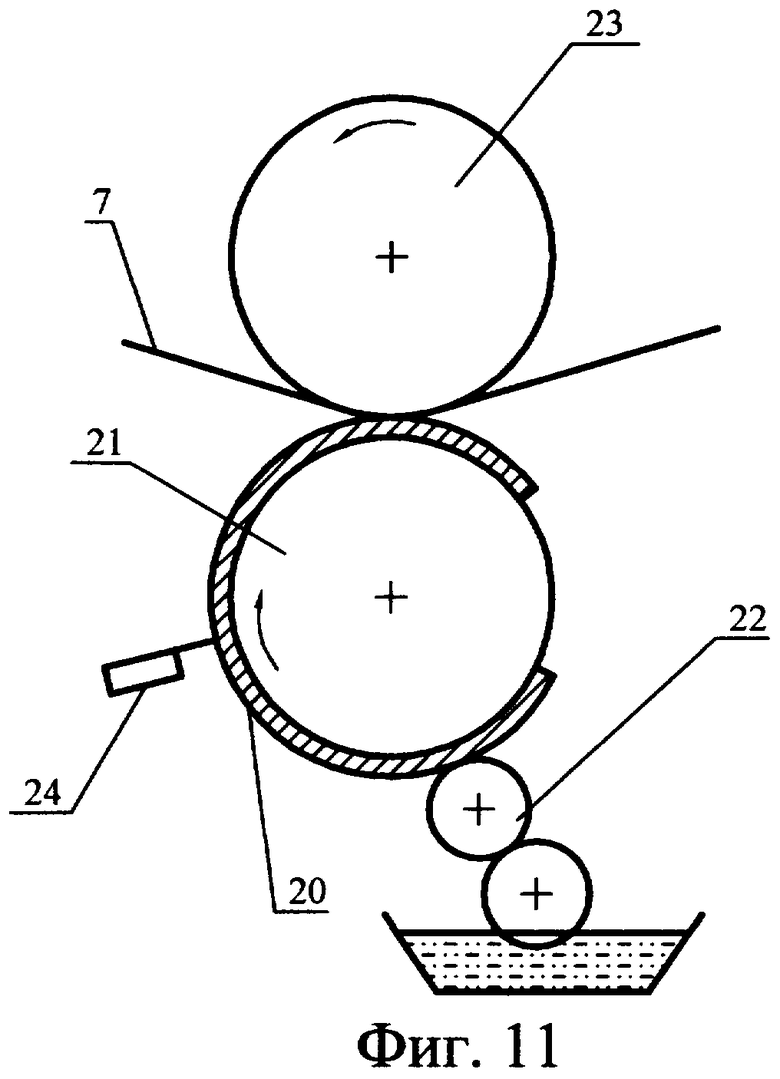
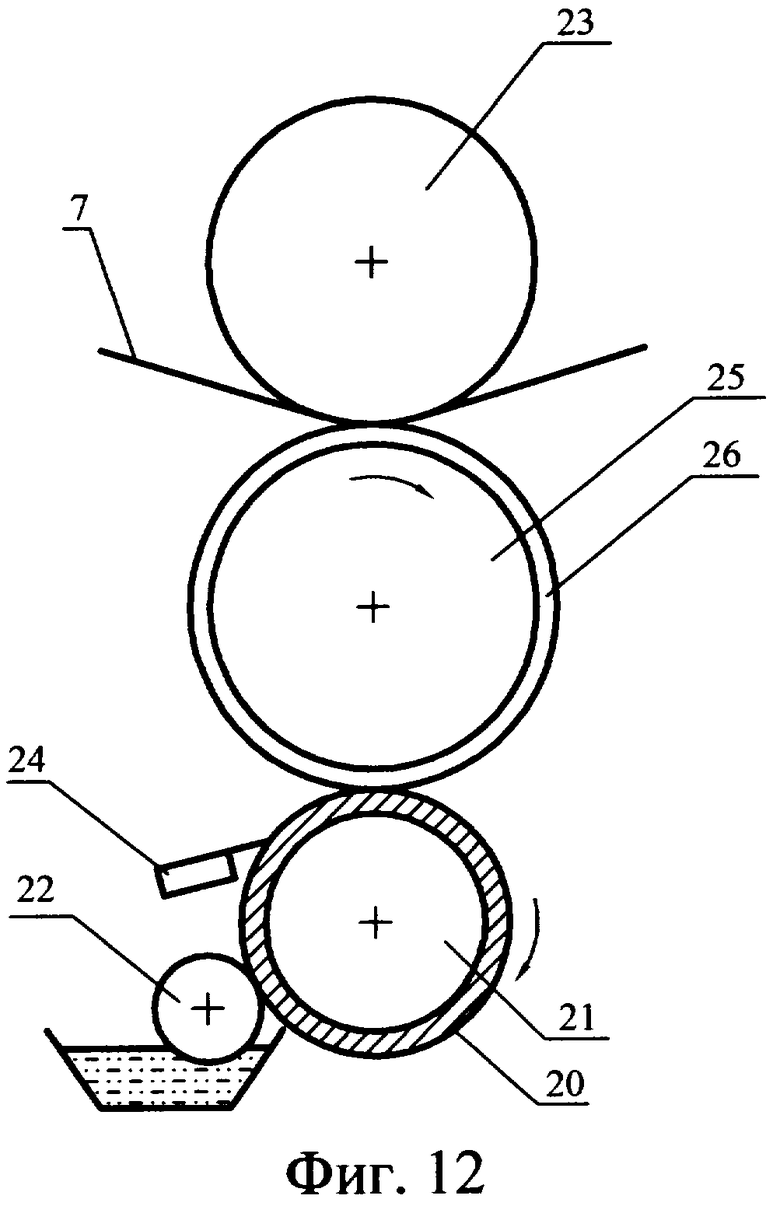
на фиг.11, 12 показаны схемы, поясняющие возможные варианты осуществления ротационного печатного процесса с подачей краски со стороны рабочей поверхности формы.
Печатная форма 1, представленная на фиг.1, выполнена сплошной и содержит рабочую поверхность «с», контактирующую под давлением в процессе печати с воспринимающей поверхностью для переноса на нее красочного слоя.
Воспринимающей поверхностью может являться как поверхность запечатываемого материала, в частности бумаги, так и офсетная поверхность, с которой красочное изображение переносится на запечатываемый материал.
Форма 1 имеет печатные элементы 2, из которых, по меньшей мере, два сообщены между собой под рабочей поверхностью «с» по меньшей мере одним каналом 3. Канал 3 является одним из самых простых конструктивных исполнений средства для перераспределения краски между сообщенными печатными элементами 2 за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати.
Печатные элементы 2 могут быть выполнены растровыми, штриховыми, точечными с минимальным размером «а» в плане или плашечными с большим размером «b» полости.
Размеры и конфигурация печатных элементов могут быть различными в зависимости от характера, назначения и обработки переносимого красочного изображения.
По меньшей мере, один из сообщенных печатных элементов 2 имеет средство для разрыва красочного слоя, выполненное в виде, по меньшей мере, одного элемента 4, разделяющего полость этого печатного элемента 2, по меньшей мере, на две части (Фиг.2).
Печатная форма для упрощения изготовления может быть выполнена, по меньшей мере, из двух функциональных слоев - печатного 5 и опорного 6, из которых первый - печатный слой 5 выполнен с рабочей поверхностью «с» и сквозными печатными элементами 2, в полости которых сформированы элементы 4.
Опорный слой 6 примыкает к слою 5, при этом открытые сквозными печатными элементами 2 в слое 5 участки внутренней стороны слоя 6 образуют донные участки печатных элементов 2.
Прямой перенос красочного изображения, при котором воспринимающей поверхностью является непосредственно поверхность запечатываемого материала, в частности бумаги 7, осуществляется за счет давления на бумагу в зоне печати, например, посредством прижимной плиты 8 (фиг.3).
Для получения эффекта печати, характерного для металлографской печати ценных документов (тисненая структура бумаги, оттиск с различимой на ощупь рельефной структурой, уплотнение и сглаживание поверхности ценного документа), величина давления выбирается в пределах 3-8 кг/мм.
Элемент 4 для разрыва красочного слоя может быть выполнен в виде перегородки или перемычки, разделяющей полость печатного элемента на части.
Такая перегородка или перемычка имеет рабочую поверхность 9 для взаимодействия с красочным слоем и воспринимающей поверхностью при ее деформации под давлением печати в печатный элемент (фиг.4, 5).
Рабочая поверхность 9 обращена к воспринимающей поверхности. В поперечном сечении она может иметь округлую форму. Рабочая поверхность 9 выполняет функцию лезвия при разделении красочного слоя в процессе деформации воспринимающей поверхности.
Перегородкой или перемычкой могут служить, например, участки выступов ребристой структуры 10 на внутренней стороне слоя 6, у которой промежутки между выступами могут служить каналами 11 для перераспределения краски между печатными элементами (фиг.6).
Заполнение краской печатных элементов 2 может осуществляться как со стороны рабочей поверхности «с» формы, так и с противоположной стороны по каналам 12, подводящим краску от системы подачи краски к средству для перераспределения краски.
Каналы 12 могут быть выполнены цилиндрическими и/или щелевидными и объединены в группы по цвету краски, подаваемой от системы подачи краски, в соответствии с цветовым изображением (фиг.3, 6-10).
Наиболее предпочтительными для возможностей цветопередачи являются цилиндрические каналы 12 (фиг.9), однако такие каналы сложнее выполнить технологически. Более просты в изготовлении щелевидные каналы (фиг.8).
Элемент 4 может представлять собой также участки нитей переплетения сетки 13, расположенные в области печатного элемента между слоями (фиг.7, 8, 10).
Функциональные слои 5 и 6 могут быть выполнены соответственно в виде печатной и опорной пластины из металла, при этом средство для перераспределения краски может быть выполнено в виде гарантированного зазора между пластинами. Такой зазор может быть обеспечен, например, прокладками нужной толщины между слоями по периметру пластин и/или в свободных от печатных элементов зонах.
Каналы 12, подводящие краску, и средство для перераспределения краски должны быть выполнены с возможностью обеспечения условия, при котором давление на выходе каналов, подводящих краску, в процессе деформирования воспринимающей поверхности превышает давление на входе этих каналов. Это условие необходимо для того, чтобы в первую очередь осуществлялось перераспределение краски между печатными элементами и краска не перемещалась в подводящие каналы
Средство для перераспределения краски может быть выполнено в виде образующих каналы 11 канавок на одной или обеих примыкающих или расположенных с зазором друг к другу внутренних сторонах функциональных слоев 5 и 6 или в виде каналов, образованных канавками на внутренней стороне второго функционального слоя 6 (фиг.6). Такие канавки могут быть образованы, например, упомянутой ребристой структурой 10.
Для гарантированного перемещения краски по каналам средства перераспределения суммарное гидравлическое сопротивление каналов 12, подводящих краску, должно превышать суммарное гидравлическое сопротивление каналов 11 или 3 средства для перераспределения краски.
В случае выполнения средства для разрыва красочного слоя и средства для перераспределения краски в виде сетки 13 (фиг.7, 10) каналы 12, подводящие краску, и сетка 13 для гарантированного перемещения краски по каналам средства перераспределения должны иметь геометрические параметры, при которых давление на выходе каналов, подводящих краску, в процессе деформирования воспринимающей поверхности превышает давление на входе этих каналов.
Шаг переплетения нитей 14 сетки 13 по величине выбирается меньшим, чем минимальный размер «а» печатного элемента 2, чтобы обеспечить в процессе печати гарантированный разрыв красочного слоя в любом печатном элементе.
При использовании сетки в качестве средства для разрыва красочного слоя и перераспределения краски необходимо учитывать также следующие обстоятельства.
В процессе печати под давлением печати на печатную пластину, сетку и опорную пластину действуют разнообразные нагрузки, вызывающие различные виды напряженного состояния на различных их участках в зависимости от множества факторов.
Характер взаимодействия элементов системы «печатная пластина - сетка - опорная пластина» определяют схема нагружения, величина давления печати, геометрия печатных пластин, сетки, форма каналов и печатающих элементов и т.д.
В связи с тем что в процессе печати сетка между печатными пластинами находится под сравнительно большим давлением, приложенным в «точечных» зонах контакта сетки с пластинами, напряженное состояние в этих зонах характеризуется достаточно большими величинами.
С учетом схемы нагружения печатной формы при печатном процессе можно считать, что основным видом деформации, которая может привести к потере эксплутационных качеств печатной формы, будет пластическая деформация в этих «точечных» зонах контакта.
Поэтому давление в зонах контакта сетки 13 и пластин 5 и 6 не должно превышать предела текучести материалов сетки и пластин.
«Слабыми» местами в системе «печатная пластина - сетка - опорная пластина» являются также краевые участки сквозных печатных элементов в пластине 5 и краевые участки выходных отверстий подводящих краску каналов в опорной пластине 6, с которыми могут контактировать нити сетки 13.
В экспериментальных печатных формах использовались металлические печатные пластины из различного материала (сталь, медь, латунь) толщиной «d» 0,5-1,5 мм (испробованная минимальная толщина - 0,1 мм), металлическая или полимерная сетка, образованная переплетением нитей, с высотой (толщиной), равной удвоенной величине диаметра нити - 0,1-0,8 мм (испробованная минимальная толщина - 0,08 мм).
Использовались металлические опорные пластины из латуни или стали толщиной 1-5 мм с параллельно расположенными щелевыми каналами, подающими краску, с шириной щели (минимальным расстоянием между параллельными обращенными друг к другу внутренними стенками) от 0,5 мм до 3 мм и толщиной стенки между каналами 1-3 мм.
В экспериментах наблюдалась осадка полимерной сетки, толщина (высота) которой уменьшалась примерно вдвое от первоначальной толщины.
В случае выбора сетки 13 с минимальной толщиной (минимальным диаметром нитей) на сетке и на внутренних поверхностях опорной и печатной пластин появлялся наклеп, который приводил к частичной завальцовке каналов, подающих краску от системы подачи краски, а также к изменению конфигурации краев отверстий печатных элементов с внутренней стороны печатной пластины.
При значительном увеличении толщины сетки (свыше 0,2 мм) наклеп исчезал, но отмечалось некоторое ухудшение качества оттиска, связанное с негативной миграцией краски при увеличении промежутков между пластинами и переплетениями нитей сетки, диаметр которых при этом был, соответственно, большим.
Для оптимального функционирования печатной формы сетка 13 и каналы 12 должны иметь такие геометрические параметры, при которых в процессе деформирования воспринимающей поверхности давлению печати противодействует давление краски в промежутках между нитями сетки и пластинами 5 и 6.
Это условие обеспечивается выбором определенного гидравлического (гидродинамического) сопротивления подводящих краску каналов и каналов, образованных промежутками между нитями сетки и пластинами.
Гидравлическое сопротивление, как известно, зависит от геометрических параметров, которые могут быть подобраны опытным путем или рассчитаны по известным методикам.
Выполнение этого условия, в первую очередь, обеспечивает гарантированное перераспределение краски между печатными элементами при наличии подводящих краску каналов, поскольку при этом исключается возможность перемещения краски в подводящие каналы вместо ее перераспределения.
Во-вторых, при таком условии напряженное состояние в зонах контакта сетки с пластинами будет определяться не полным приложенным давлением печати, а разницей между приложенным давлением печати и давлением на выходе каналов, подводящих краску, т.е. давлением в промежутках между нитями сетки и пластинами.
Разница давлений должна быть такой, чтобы обеспечить за счет такого противодавления (подпора) давлению печати уменьшение напряжения в зонах контакта сетки с пластинами и краями отверстий до величины, не превышающей предел текучести материалов сетки 13 и слоев 5 и 6.
Приведенный выше анализ нагружения контактирующих в процессе печати элементов формы можно отнести и к печатным формам с ребристой структурой.
Однако зона «линейного» контакта вершин выступов ребристой структуры с внутренней стороной пластины имеет сравнительно большую площадь, чем «точечная» зона, в связи с чем проблема обеспечения неразрушения печатных форм с ребристой структурой не так актуальна, как для форм с сетками.
На фиг.6 представлена печатная форма, у которой средство для разрыва красочного слоя и средство для перераспределения краски выполнено в виде ребристой структуры 10 на внутренней поверхности второго функционального слоя 6. Ребристая структура имеет постоянный t1 и/или переменный шаг выступов, промежутки между которыми образуют в слое 6 каналы 11.
Ребристая структура или участки таких структур могут быть выполнены на внутренних сторонах обоих слоев в разных направлениях, что обеспечивает лучшее перераспределение краски, так как краска может распределяться в двух разных направлениях по промежуткам между выступами ребристой структуры первого и второго слоя 5 и 6.
Для гарантированного перераспределения краски между печатными элементами каналы 12, подводящие краску, и геометрические параметры ребристой структуры 10 выполнены так, что давление на выходе каналов 12 в процессе деформирования запечатываемого материала превышает давление на входе этих каналов.
Для этого суммарное гидравлическое (гидродинамическое) сопротивление каналов 12 должно превышать суммарное гидравлическое сопротивление каналов 11, образованных промежутками между выступами ребристой структуры 10.
Расстояние t1 между вершинами соседних выступов или шаг выступов ребристой структуры предпочтительно меньше минимального размера «а» штрихового и/или точечного печатного элемента 2, что обеспечивает при печати гарантированный разрыв красочного слоя, по меньшей мере, на одном участке рабочей поверхности 9 выступа ребристой структуры в печатном элементе 2.
Ребристая структура 10 может иметь систематическое строение или участки различного систематического строения в том смысле, что расположение и геометрия выступов могут подчиняться определенной зависимости.
В частности, ребристая структура 10, открытая в области, например, плашечных печатных элементов может иметь растровое строение. Это обеспечивает возможность получения дополнительных эффектов изображения оттиска плашечных элементов.
Выступы 9 ребристой структуры 10 могут быть ориентированы в направлении наибольшей протяженности области, занимаемой печатным элементом или группой печатных элементов, формирующей законченный смысловой фрагмент изображения.
Глубина h промежутков между выступами предпочтительно больше расстояния между ними или шага выступов, что обеспечивает лучшие условия для разрыва красочного слоя.
Ребристая структура или, по меньшей мере, участок ребристой структуры могут быть сформированы на внутренней поверхности первого слоя 5, а на внутренней поверхности второго слоя 6 в областях, открытых, например, печатными элементами 2 сформирована растровая структура или микрорельеф.
Такое конструктивное исполнение несколько ухудшает возможности печатной формы по уменьшению зернистости краски в процессе, но обеспечивает возможность получения дополнительных эффектов изображения оттиска плашечных элементов для защиты печатного изображения от подделки.
На фиг.7 представлен еще один вариант конструктивного исполнения печатной формы 1 с сеткой 13 переплетения. Первый слой 5 этой формы состоит из гальванической (никелевой) сетки 16 с ячейками 17, на которую поливом нанесен полимерный материал 18.
Печатная форма может содержать на первом функциональном слое 5 подслой 19, например, в виде осажденного никеля для повышения тиражестойкости печатной формы (фиг.10).
Посредством описанных выше печатных форм реализуется способ печати, при котором рабочая поверхность с печатной формы под давлением в процессе печати контактирует с воспринимающей поверхностью с переносом на нее красочного слоя, расположенного в печатных элементах.
Перед созданием печатного контакта рабочей поверхности «с» печатной формы 1 с воспринимающей поверхностью полости печатных элементов 2 заполняют краской со стороны рабочей поверхности или с противоположной стороны.
В случае нанесения краски на рабочую поверхность «с» (валиком или другим подходящим для этого средством) избыток краски удаляют с пробельных участков формы с помощью вишерных устройств.
При заполнении печатных элементов 2 краской с противоположной стороны ее подают по подводящим каналам 12 от системы подачи краски (не показана).
В процессе печати давление печати обеспечивает упругое и/или пластическое деформирование воспринимающей поверхности, в качестве которой выбирают поверхность запечатываемого материала или офсетную поверхность, с которой красочный слой переносят на поверхность запечатываемого материала.
При прямом переносе красочного слоя непосредственно на запечатываемый материал выбирают такую величину давления, при которой он может получить упругую и/или пластическую деформацию.
Пластическая деформация, очевидно, недопустима при офсетном переносе, при котором выбирается такая величина давления, которая обеспечивает для данного офсетного материала только упругое деформирование.
В процессе контакта рабочей поверхности «с» печатной формы 1 с воспринимающей поверхностью перераспределяют краску между сообщенными печатными элементами за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати.
При этом красочный слой, находящийся в полости каждого печатного элемент 2, имеющего элемент 4, разрывается рабочей поверхностью 9 элемента 4, по меньшей мере, на две части.
При прямом переносе красочного слоя с печатной формы на бумагу последняя под давлением печати частично вдавливается в заполненные краской печатные элементы 2. Краска, расположенная в них между элементом 4 и вдавливаемой в печатный элемент бумагой, подвергается сжатию с изменением структуры краски на менее зернистую за счет разрыва красочного слоя на рабочей поверхности 9.
Одновременно с разрывом красочного слоя происходит перераспределение краски между соседними печатными элементами 2 по каналам средства для перераспределения краски.
При последующем отделении бумаги от печатной формы находившаяся до этого момента в печатных элементах 2 формы краска остается на поверхности бумаги. Полученный оттиск имеет красочный слой, образованный «короткой нитью», и включает отстоящие друг от друга печатные точки и/или линии и/или участки (плашки).
Под действием давления прижима, как и при металлографской печати, бумага 5 дополнительно подвергается тиснению, а ее обратная сторона приобретает рельефную структуру.
При достаточной глубине печатных элементов 2 в зависимости от толщины «а» слоя 5 на бумаге в результате ее тиснения и переноса на нее краски получается оттиск с различимой на ощупь рельефной структурой. Свободные от изображения участки бумаги подвергаются в процессе печати уплотнению и сглаживанию.
В качестве запечатываемого материала может быть использован любой подходящий для изготовления ценных бумаг материал.
Аналогичным образом процесс печати может быть осуществлен и при использовании сетки 13 или ребристой структуры 10 в качестве средства для разрыва красочного слоя и перераспределения краски в печатных элементах 2.
В этом случае краска, вдавливаемая в печатный элемент бумагой за счет давления, например, упругой прижимной плиты 8, подвергается сжатию с изменением структуры краски на менее зернистую за счет разрыва красочного слоя на нитях 14 сетки или на выступах ребристой структуры 10.
Одновременно с разрывом красочного слоя на нитях сетки или выступах ребристой структуры происходит перераспределение краски между соседними печатными элементами 2 по каналам, образованным переплетением нитей 14 или между выступами ребристой структуры 10.
Печатные формы, содержащие слои сетчатой или ячеистой структуры, могут быть изготовлены, например, по традиционной технологии изготовления трафаретных печатных форм из сплошных материалов с прикрепленной к ним сеткой. Форма может быть получена на металлической основе вырезным или аналогичным способом, при этом первый и второй функциональный слои прикрепляются к сетке или ячеистому слою с обеих сторон, обеспечивая необходимую прочность.
Такие печатные формы могут быть получены электролитическим осаждением металлов на гальванических сетках, изготовленных с гравированных матриц, а также гальваническим наращиванием металла, например никеля, на участках сетчатого или ячеистого слоя с образованием сквозных печатных элементов и последующим прикреплением такого «сэндвича» к материалу второго функционального слоя сетчатым или ячеистым слоем или в другой удобной технологической последовательности.
Устройства, с помощью которых может быть реализован способ с применением описанных печатных форм, представлены на фиг.11 и 12.
Печатная форма 20 (фиг.11), изготовленная согласно описанным выше конструктивным исполнениям, устанавливается на формном цилиндре 21. Нанесение краски на печатную форму 20 осуществляется красочным валиком 22, при этом избыток краски снимается с помощью вишерного устройства, например ракеля 24.
Прямой перенос формного изображения с формного цилиндра 21 на бумагу 7, расположенную на печатном цилиндре 23, может быть осуществлен за один цикл. В процессе печати под давлением печатного цилиндра на бумагу в печатных элементах печатной форме 20 происходит перераспределение краски и изменение ее структуры вышеописанным образом.
На фиг.12 представлена схема устройства для офсетного переноса красочного изображения.
На печатную форму 20, расположенную на формном цилиндре 21, краска наносится с помощью красочного валика 22, избыток краски снимается с помощью ракеля 24. С печатной формы 20 красочное изображение переносится на офсетную поверхность 26 офсетного цилиндра 25 и далее - на бумагу 7, расположенную на печатном цилиндре 23.
Возможен вариант устройства, в котором краска сначала наносится на шаблон, предназначенный для выборочной ее подачи к печатной форме 20.
Подача краски в печатные элементы печатной формы 20 может быть осуществлена с противоположной рабочей поверхности формы стороны по каналам, подводящим краску к печатным элементам от системы подачи краски (не показана).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНАЯ ФОРМА (ВАРИАНТЫ) И СПОСОБ ПЕЧАТИ | 2005 |
|
RU2303532C2 |
| СПОСОБ ПЕЧАТИ | 2000 |
|
RU2191700C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННЫЙ С ЕЕ ПОМОЩЬЮ ЦЕННЫЙ ДОКУМЕНТ | 2001 |
|
RU2258613C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, ЗАПЕЧАТАННЫЙ МЕТОДОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2244632C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ СПЛОШНОГО ЗАПЕЧАТЫВАНИЯ ПОВЕРХНОСТЕЙ БОЛЬШОЙ ПЛОЩАДИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, НОСИТЕЛЬ ИНФОРМАЦИИ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ БОЛЬШОЙ ПЛОЩАДИ И СПОСОБ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 1999 |
|
RU2230667C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2264920C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С ПЕЧАТНЫМ ЗАЩИТНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ МЕТОДОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2000 |
|
RU2258612C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| Печатная машина | 2020 |
|
RU2738864C1 |
| НОСИТЕЛЬ ИНФОРМАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2322359C2 |
Изобретение может быть использовано для изготовления различной печатной продукции и, в частности, для печати ценных бумаг, таких как банкноты, облигации, банковские чеки, лотерейные билеты и т.п. Печатная форма содержит рабочую поверхность, контактирующую под давлением в процессе печати с воспринимающей поверхностью для переноса на нее красочного слоя, расположенного в печатных элементах. По меньшей мере, два печатных элемента сообщены между собой под рабочей поверхностью средством для перераспределения краски между ними за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати. Способ печати заключается в том, что после заполнения печатных элементов краской в процессе контакта рабочей поверхности печатной формы с воспринимающей поверхностью перераспределяют краску между сообщенными печатными элементами за счет давления воспринимающей поверхности на красочный слой при ее деформировании в печатные элементы под давлением печати. Технический результат - повышение качества печати, получение оттисков с повышенной степенью защиты от подделки, аналогичных оттискам металлографской печати, и повышение качества оттиска за счет образования мелкозернистой структуры красочного отпечатка. 2 н. и 26 з.п. ф-лы, 12 ил.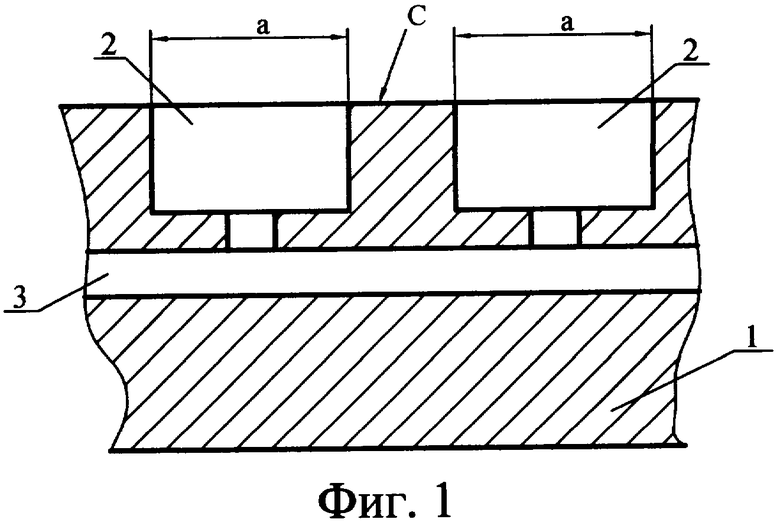
14 Печатная форма по любому из пп.1, 2, 4-7, отличающаяся тем, что средство для разрыва красочного слоя и средство для перераспределения краски в печатных элементах выполнено в виде образованной переплетением нитей сетки, размещенной между первым и вторым слоями.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| ПЕЧАТНАЯ ФОРМА | 2000 |
|
RU2225291C2 |
| СПОСОБ ПЕЧАТИ | 2000 |
|
RU2191700C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ, МЕТАЛЛОГРАФСКАЯ ПЕЧАТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЦЕННЫХ БУМАГ И ЦЕННАЯ БУМАГА | 2004 |
|
RU2249639C1 |

