Известно, что операция снятия наруж«ой фаски на тр-убке радиатора при изготовлении ее на трубозакаточных станках осуществляется обычно путем подачи трубки вручную к приводимому во вращение полому коническому режущему инструменту.
Применение описываемого способа позволяет автаматизи ровать эт операцию. Достигается это тем, что инструмент совместно с его приводом размещают на отрезном механизме трубозакаточного станка вместо упора, а для ограничения подачи трубки к инструменту применяют ограничитель, установленный в центральном отверстии этого инструмента.
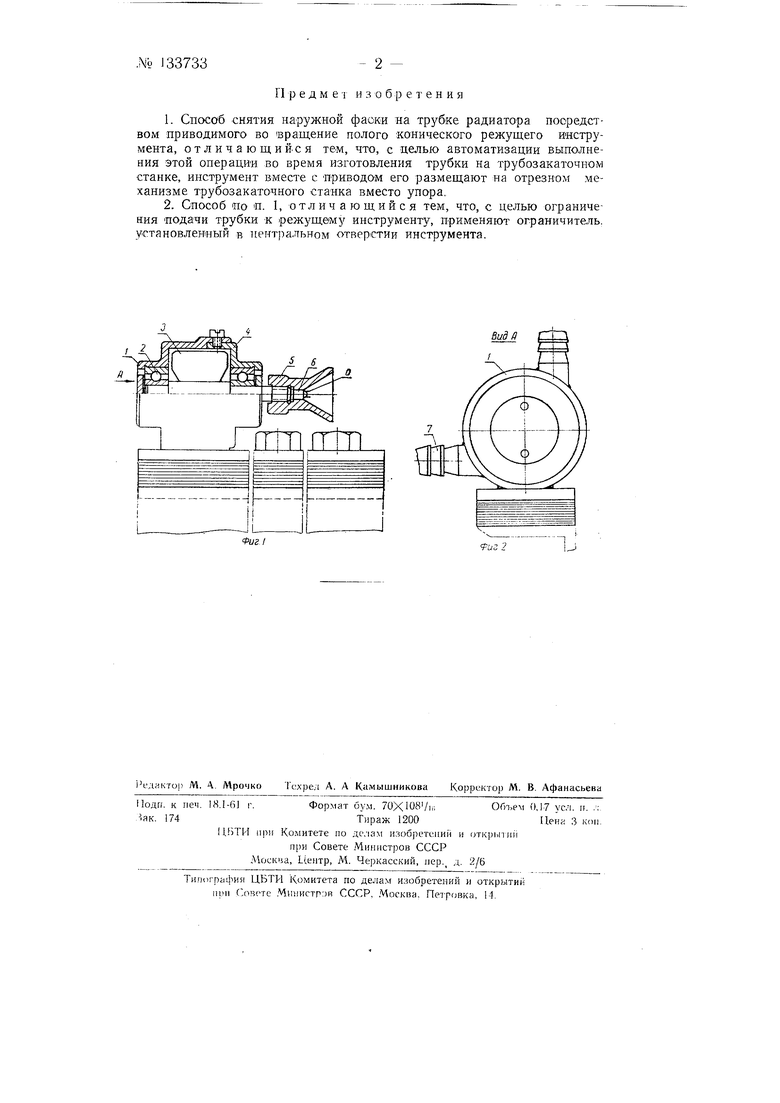
На фиг. 1 схематически изображен режущий инструмент и его привод; па фиг. 2 - вид по стрелке А на фиг. 1.
Режущий инструмент, используемый лри осуществлении предложенного способа, приводится во вращение от привода, состоящего из стального корпуса /, в котором на двух подщнпниках 2 качения смонтирован ротор 3, выполненный в виде турбинки с восемью прямыми лопатками. Корпус закрыт Крышкой 4, прикрепленной к «ему тремя винтами. Конец вала ротора имеет левую -резьбу, на котОрую навинчен каленый наконечник 5, имеющий конический раструб с насечкой а по малому диаметру. Эта насечка и превращает наконечник в режущий инструмент. В цилиндрическое отверстие наконечни-ка запрессован каленый сердечник 6, служащий ограничителем при подаче трубки.
К Корпусу / приварены два щтуцера 7 для подачи сжатого воздуха, который заставляет вращаться рогор с наконечником.
Р1нструмент совместно с приводом крепится на отрезном механизме трубозакатного автомата известной конструкции, соверщающем возвратно-поступательные движения.
Трубка в процессе ее обработкн попадает в конический раструб вращающегося инструмента и движется до упора в сердечник 6, поаяе чего режущие кромки насечки а срезают на конце трубки фаску шириной 1-2 мм.
,Nb 133733 Предмет изобретения
1.Способ снятия наружной фаоки на трубке радиатора посредством приводимого во вращение полого конического режущего инструмента, отличающийся тем, что, с целью автоматизации выполнения этой операции во время изготовления трубки на трубозакаточном станке, инструмент вместе с Приводом его размещают на отрезном механизме трубозакаточного станка вместо упора,
2.Способ по п. 1, отл ич а ю щий с я тем, что, с целью ограничения подачи трубки к режущему инструменту, применяют ограничитель, установленный в центральном отвер-стии инструмента.
- 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Полуавтомат для паяния швов бачков радиаторов | 1957 |
|
SU119421A1 |
| УСТАНОВКА ВСКРЫТИЯ ПЕНАЛА ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2015 |
|
RU2601955C1 |
| Кромко-строгальный станок для обработки кромок неподвижного обрабатываемого листа | 1953 |
|
SU99291A1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| ФАСОЧНЫЙ ИНСТРУМЕНТ, ЛЕГКО РЕГУЛИРУЮЩИЙ ГЛУБИНУ РЕЗАНИЯ | 2007 |
|
RU2388581C1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2007 |
|
RU2353482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИОННОГО БИМЕТАЛЛИЧЕСКОГО РАДИАТОРА | 2015 |
|
RU2581750C1 |
гттпгтТп
Фиг I
Вида
иг2
